安全操作规程样板.docx
《安全操作规程样板.docx》由会员分享,可在线阅读,更多相关《安全操作规程样板.docx(2页珍藏版)》请在冰点文库上搜索。
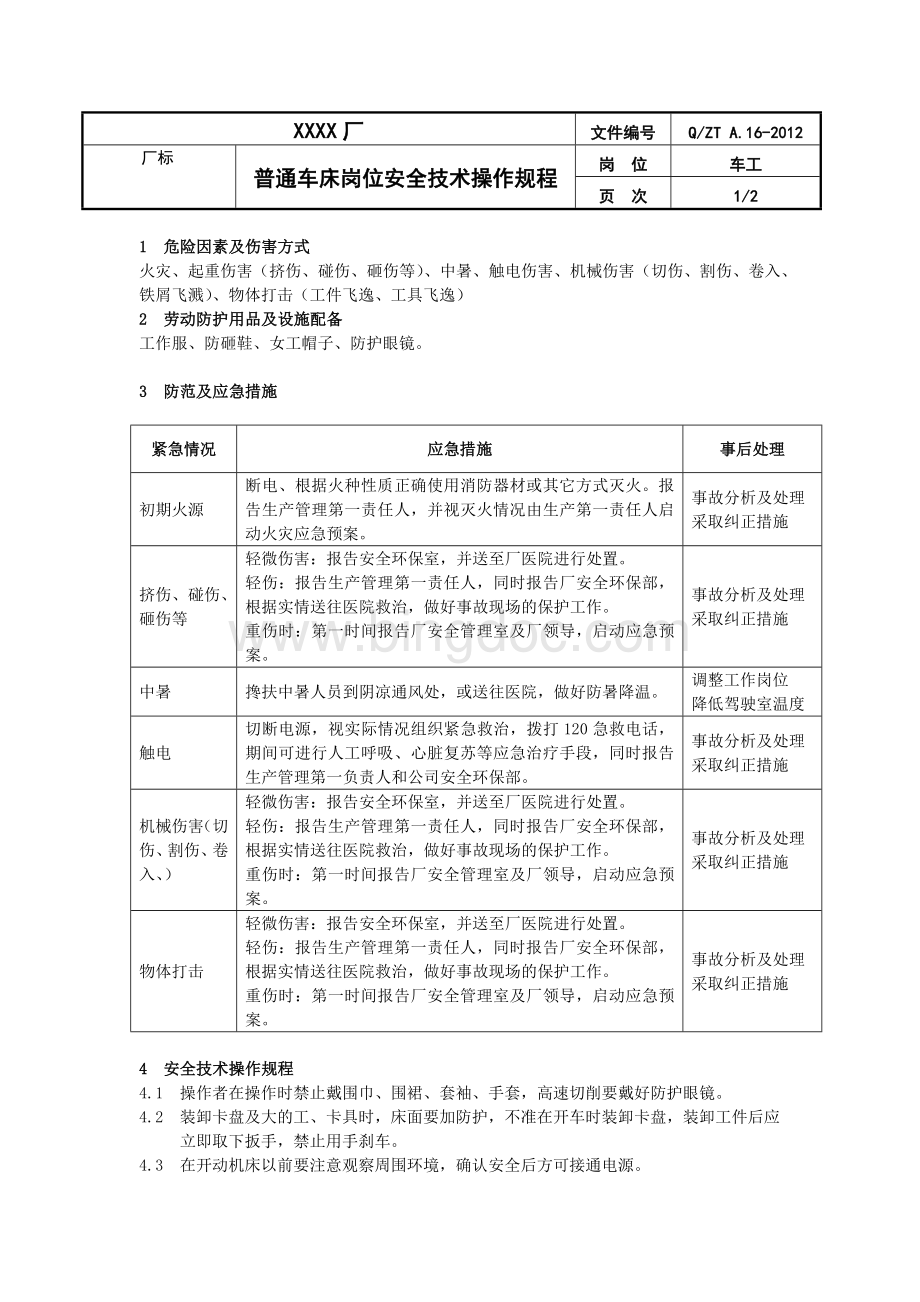
XXXX厂
文件编号
Q/ZTA.16-2012
厂标
普通车床岗位安全技术操作规程
岗位
车工
页次
1/2
1危险因素及伤害方式
火灾、起重伤害(挤伤、碰伤、砸伤等)、中暑、触电伤害、机械伤害(切伤、割伤、卷入、铁屑飞溅)、物体打击(工件飞逸、工具飞逸)
2劳动防护用品及设施配备
工作服、防砸鞋、女工帽子、防护眼镜。
紧急情况
应急措施
事后处理
初期火源
断电、根据火种性质正确使用消防器材或其它方式灭火。
报告生产管理第一责任人,并视灭火情况由生产第一责任人启动火灾应急预案。
事故分析及处理
采取纠正措施
挤伤、碰伤、砸伤等
轻微伤害:
报告安全环保室,并送至厂医院进行处置。
轻伤:
报告生产管理第一责任人,同时报告厂安全环保部,根据实情送往医院救治,做好事故现场的保护工作。
重伤时:
第一时间报告厂安全管理室及厂领导,启动应急预案。
事故分析及处理
采取纠正措施
中暑
搀扶中暑人员到阴凉通风处,或送往医院,做好防暑降温。
调整工作岗位
降低驾驶室温度
触电
切断电源,视实际情况组织紧急救治,拨打120急救电话,期间可进行人工呼吸、心脏复苏等应急治疗手段,同时报告生产管理第一负责人和公司安全环保部。
事故分析及处理
采取纠正措施
机械伤害(切伤、割伤、卷入、)
轻微伤害:
报告安全环保室,并送至厂医院进行处置。
轻伤:
报告生产管理第一责任人,同时报告厂安全环保部,根据实情送往医院救治,做好事故现场的保护工作。
重伤时:
第一时间报告厂安全管理室及厂领导,启动应急预案。
事故分析及处理
采取纠正措施
物体打击
轻微伤害:
报告安全环保室,并送至厂医院进行处置。
轻伤:
报告生产管理第一责任人,同时报告厂安全环保部,根据实情送往医院救治,做好事故现场的保护工作。
重伤时:
第一时间报告厂安全管理室及厂领导,启动应急预案。
事故分析及处理
采取纠正措施
3防范及应急措施
4安全技术操作规程
4.1操作者在操作时禁止戴围巾、围裙、套袖、手套,高速切削要戴好防护眼镜。
4.2装卸卡盘及大的工、卡具时,床面要加防护,不准在开车时装卸卡盘,装卸工件后应
立即取下扳手,禁止用手刹车。
4.3在开动机床以前要注意观察周围环境,确认安全后方可接通电源。
XXXX厂
文件编号
Q/ZTA.16-2012
厂标
普通车床岗位安全技术操作规程
岗位
车工
页次
2/2
4.4机床开动时操作者不准站在卡盘侧面,以防发生危险。
4.5滑动工作面不得放置工、量具或其他物品。
4.6装卡工件要牢固,夹紧时要用标准扳手,禁止锤击或敲打。
4.7加工细长工件要用顶尖、跟刀架。
床头后面伸出超过300㎜时,必须加托架,必要时
装设防护装置。
4.8用锉刀修工件时,应右手在前,左手在后,身体离开卡盘。
禁止用砂布裹在工件上砂
光,应对照锉刀的使用方法,成直条状压在工件上。
4.9车内孔时不准用锉刀倒角,用砂布砂内孔时,不准将手指或手臂伸进去打磨。
4.10加工偏心工件时,必须加平衡铁,转速要适当,并要坚固牢靠,刹车不要过猛。
4.11攻丝或套丝必须用专用工具,不准一手扶攻丝架(或扳牙架)一手开车。
4.12切大料时,应留有足够余量,卸下砸断,以免切断时料掉下伤人。
小料切断时,不准
用手接。
4.13用顶尖顶重工件时,台尾芯子伸出不得超过全部伸出量的三分之一,一般工件伸出则
不得超过二分之一。
4.14在开车前要检查各种手柄位置是否有移动现象。
4.15卡、卸工件时必须停车进行。
4.16高速切削时发现车出长铁屑时,应立即调整刀具使其断屑。
4.17停电和停车应将刀具退回,下班后应将刀架退回到台尾处。
编制
审核
批准
单位(部门)
负责人
单位(部门)
负责人
 升级会员
升级会员 