三菱E60M64简明调试手册簿.docx
《三菱E60M64简明调试手册簿.docx》由会员分享,可在线阅读,更多相关《三菱E60M64简明调试手册簿.docx(54页珍藏版)》请在冰点文库上搜索。
三菱E60M64简明调试手册簿
一:
E60,M64的联接
1:
E60-NC联接
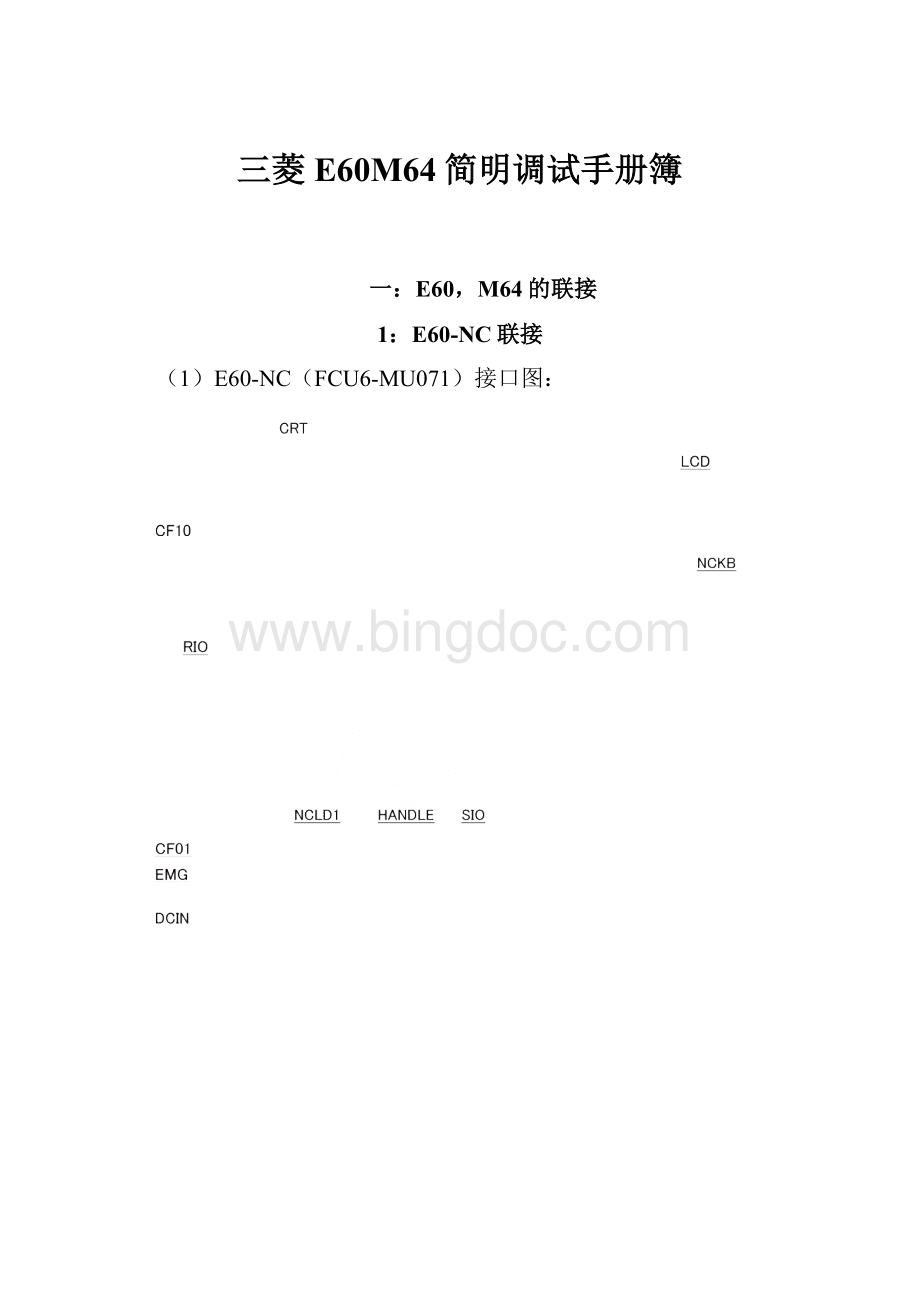
(1)E60-NC(FCU6-MU071)接口图:
端口说明
配置电缆
备注
DCIN
NC直流24伏输入
F070
使用开关稳压电源端(24V±5%,2A)
CF01
断电源检测
EMG
紧急停止输入
F120
内部有源输出,外部电源禁入
CF10
联接基本I/O单元
F010
RIO
联接远程I/O单元
R211
NCLD1
NC数码显示
正常显示“—”
HANDL
手摇脉冲发生器
F023/F024
F320/F321
F023/F024为5V手轮线
F320/F321为12V手轮线
SIO
RS232C设备
F034
外部计算机要与机床共地
CRT
连接CRT显示单元(DUE71)
F590
LCD
联接液晶显示单元(DUT11)
F090
NCKB
系统键盘的联接
F053
(2)控制单元联接系统图
(3)*紧急停止按钮的配线:
三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:
2:
基本I/O联接
(1)HR341/HR351端口图:
端口说明
配置电缆
备注
CF31/CF32
I/O输入端
F350/F351
CF33/CF34
I/O输出端
F350/F351
单点60mA输出
SKIP
跳跃信号输入端
F102
ENC
主轴同期信号
F040/F041
CF10
NC通讯端口
F010
SV1
伺服总线端口1
R000
SV2
伺服总线端口2
R000
联接辅助轴例:
MR-J2-CT
RIO
下级I/O串行口
R211
最多串接256/240点
DCIN
直流24V工作电源
F070
根据输入/出点数计算电源容量
AO
±10V模拟输出
此功用等同于CF34端口
CF31/CF32/CF33/CF34插头
DI:
CF31/CF32
注1:
漏/源改变联接,请给COM提供以下电压
漏:
DC24V
源:
0V
注2:
I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:
CF33/CF34
注1:
±10V模拟电压输出,与基本I/O单元AO端口功能相同。
数字信号输出电路的概要:
数字信号输出电路为漏型(FCU6-HR341)和源型(FCU6-HR351)。
请在下列规格的范围内使用
单元名称
FCU6-HR341
FCU6-HR351
输出类型
漏型
源型
输出电流
60MA/点
60mA/点
输出点数
48点
48点
输出使用管脚
Y0~Y2F
Y0~Y2F
输出电路:
3:
M64S-NC
(1)NC系统端口图
端口说明
配置电缆
备注
DCIN
NC直流24伏输入
F070
使用开关稳压电源端(24V±5%,1.5A)
CF01
电源关断检测
*EMG
紧急停止端口
F120
接法参照E60-EMG联接图
LED
NC状态显示
正常显示“-”
SYS
系统波段开关
“0”:
正常操作
“1”:
PLC停止
“7”:
系统初始化
NCRST
NC复位键
注意PLC中掉电保持信号会被清除。
NCNO
多NC联接时站号
CF11
联接HR211端口
F050
CF10
联接BASEI/O端口
F010
ENC2
联接主轴编码器2口
F040/F041
AUX1
联接显示终端
R000
AUX2
多NC联接端口
R000
(2)BASEI/O
I/O类型
功能
组成
FCU6-DX350
48入/48出,漏型输出
I/OCARD(HR325)+HR211
FCU6-DX351
48入/48出,源型输出
I/OCARD(HR335)+HR211
FCU6-DX450
64入/64出,漏型输出
I/OCARD(HR327)+HR211
FCU6-DX451
64入/64出,源型输出
I/OCARD(HR337)+HR211
FCU6-HR211
手轮+RS232C
HR211
BASEI/O端口图
FCU6-DX350/DX351/DX450/451
BASEI/O端口解释参照E60-BASEI/O
HR211端口解释
端口说明
配置电缆
备注
CF11
联接至NC-CF11端口
F050
RS232C
联接外部计算机设备
F190/F191/F192
外部计算机设备要与机床共地,建议外接光耦保护器
HANDL
联接手轮端口(3个)
F020/F021/F022
*SW1,SW2的设定原则:
BSAEI/O最多可联接3块I/O单元(DX100/DX111/DX120/DX121…),其相应的通道设置为0,1,2…..,一个通道号包含32个I/O点。
起始地址X0~,Y0~。
当将I/O单元联接至CRT上端口时,称之为远程I/O。
最大可联接2块I/O单元,其通道号设定也为0,1,2,3。
起始地址X100~,Y100~。
不同的I/O单元的通道号设定不可相同,否则会产生报警。
4:
伺服系统的联接
注1:
电机动力线有相序要求,驱动器侧U,V,W对应电机侧A,B,C否则通电后电机有窜动或产生报警。
注2:
SW为驱动器的轴号定义开关,第一轴对应“1”,第二轴对应“2”,以次类推。
注3:
使用SP/VX系列驱动器时配置电源单元CV系列,CV单元上SW设定0:
外部接触器有
1:
外部解除器无
注4:
当使用外部接触器(线圈电压220V)时使用CV上的MC1端子,注意MC1所接的3相电源不要与L11和L21同相。
注5:
三菱伺服系统使用的是总线联接方式,所以终端有电阻来屏蔽。
当使用电源单元时终端电阻要插在联接电源单元的伺服驱动器上。
5:
E60,M60系列系统联接总图
(1)E60联接图
(2)M60系列联接图
二:
外围线路的检查及上电注意事项
1根据所用的电器容量正确选用相应的电器元件,对输入电源必须有手动切断装置,要有过流保护装置。
根据机床用户所在区域的电网情况相应加配电源稳压器。
2输入三相电源电压值应在系统要求的范围内,不要欠相/缺相。
机床要有确实的接地装置,
接地必须使用铜条,采用共同接地方式。
3NC电源必须使用开关电源,并且和I/O所用的开关电源分离开使用。
I/O单元输入端要根据COM端输入的极性选择源型/漏型,输出回路要根据I/O型号确定联接方式。
输出端感性负载要并联二极管,并且极性方向一定正确联接。
否则,会烧毁I/O单元。
建议在联接I/O单元前,使用外部24V触发输出回路,检查外围有无短路情况。
4上电顺序:
伺服要先于,至少同时和NC通电。
否则,通讯联接无法建立。
5上电前,所有的NC和I/O单元的电源插头要拔下,检查无误后再重新联接。
6调试顺序:
①强电回路启动,伺服部分上电
②控制回路启动,NC部分上电
③设定参数
④检查I/O地址分配,传入PLC动作调试
⑤参数进一步优化,工件切削
⑥参数,PLC备份
三:
参数的设定
1:
基本参数的设定
机床参数的进入:
每次开机后按下步操作进入
[TOOL/PARAM][MANU][准备][Y][INPUT]
机床参数菜单显示:
[基本][轴][伺服][主轴][菜单]
[机械误差][PLC][巨程式][位置开关][菜单]
基本参数简明的设定:
名称
解释
备注
#1001SYS_ON
用1或0来指定第1系统,第2系统和PLC轴的有无
0:
无效
1:
有效
#1002axisno
指定各系统的轴数和PLC的轴数(不含主轴)
0~6
#1003iunit
设定每个系统和PLC,参数的单位
A:
10um
B:
1um
C:
0.1um
#1013axname
设定轴名称
X,Y,Z,U,V,W,A,B,C
#1014incax
增量轴名称
用轴名称来代替G90,G91
相关参数#1076
#1015cunit
指定程式指令的最小移动量
10
1um
100
10um
1000
100um
10000
1mm
#1017rot
指定旋转轴和直线轴
0:
直线轴
1:
旋转轴
#1018ccw
指定轴的旋转方向
0:
顺时针旋转
1:
逆时针旋转
#1019dia
程式的移动量以直径尺寸移动,实际的移动量为指令值一半。
一般用于车床X轴
0:
半径指定
1:
直径指定
#1025I-plane
初始平面的选择
1:
X-YG17平面
2:
Z-XG18平面
3:
Y-ZG19平面
#1026base-I
指定组成平面的基本轴地址
指定设定在#1013中的地址
#1027base-J
#1028base-k
#1039spinno
指定是否有主轴
0~2
#1043lang
语言选择
0:
日文
1:
英文
22:
简体中文
#1063mandog
手动挡块原点复归
#1155DOOR_M
门互锁的装置号(X?
?
)
输入0为无效,无固定装置号设定100
0设定时产生ENGPARA
报警
#1156DOOR_S
初次开机后设定基本参数控制轴数后,应首先进行SETUP设定,以便简化参数输入过程。
SETUP的设定方法:
#(1060)资料
(1)→[INPUT]
显示“标准参数设定?
(Y/N)”
执行参数初始化保持目前的参数
[Y][INPUT][N][INPUT]
资料将依#1001~#1043
的设定值做参数的初始化
显示“执行格式化(FORMAT)?
(Y/N)”
加工程式区和刀具补偿资料初始化保持目前的资料状态
(#1037设定值改变后需执行此步)
[Y][INPUT][N][INPUT]
执行初始化,输入标准固定循环程式
显示“设定完成”
当电源接同时,此参数自动设定为“0”
2:
轴参数的设定
名称
解释
备注
#2001rapid
G0快速运行最大速度,视机械情况而定
1~999999(mm/分)
#2002clamp
G1最大切削进给速度
1~999999(mm/分)
#2003smgst
加速减速模式
标准值21
2:
切削采用指数加减速
1:
快速采用直线加减速
#2004G0tl
(#2005)
快速直线加减速的加减速时间
1~4000(ms)
#2008G1tl
(#2007)
切削指数加减速的时间
1~4000(ms)
#2011G0back
快速移动时反向间隙
1=0.5(um)
#2012G1back
切削移动时反向间隙
#2013OT-
轴的负向限位
设定相同值为忽略软极限
与#8204,#8205同功能
二者设定范围小的优先
#2014OT+
轴的正向限位
#2018no_srv
取消伺服的联接
用于NC测试
3:
原点复归参数
名称
解释
备注
#2025G28rap
原点复归时最快速度
设定值应小与或等于#2001
#2026G28crp
原点复归时压到碰块后减速速度
1~6000(mm/分)
#2027G28sft
原点复归后的原点偏移量
1~65535
偏移的方向只能是回零的方向
#2028grmask
栅格屏蔽量(见详解)
1~65535
#2029grspc
设定编码器一转的间距
通常设定丝杠的螺距,设定减小可加快回零速度(mm)
#2030dir(-)
设定参考点在回零挡块的方向
0:
正方向
1:
负方向
#2031noref
指定无参考点的轴,自动操作无需回零
0:
有参考点
1:
无参考点
栅格屏蔽量的设定:
为了保证每次回零都能找到唯一的栅格点(z相),在回零脱开挡块时的位置最好在栅格间距的中间点附近。
当超出范围很大时,可以通过移动挡块位置和#2028来屏蔽以保证其在中间点的位置。
栅格点的偏移距离
原点挡块
测量方法:
在执行手动回零后,观察伺服诊断画面2中的栅格量的值,即为回零脱开挡块的位置,用其上的栅格间隔值减去栅格量的值即为#2028得值。
4:
伺服参数的设定
详细参数见手册
名称
解释
备注
#2201PC1
电机侧齿轮数
设定PC1/PC2最小齿轮比。
1~32767
#2202PC2
机械侧齿轮数
#2203PGN1
位置环增益。
可改善加工精度
标准值33,平滑高增益见详解
#2205VGN1
速度环精度。
值越大,电机响应越好,但震动也可能产生。
标准值150
#2218PIT
丝杠螺距,旋转轴可设定360
#2219RNG1
位置环编码器分辨率
以编码器的分辨率/1000设定
E30/E3325000P/R
OSE104/OSA104100000P/R
A47设定值100
#2220RNG2
速度环编码器分辨率
#2225MTYP
电机类型
见手册
#2236PTYP注1
电源类型
见详解
#2237JL
机械负载惯量
空载设定100
#2238FHZ
共振频率的设定
当联接负载时产生共振噪音时,可通过增加设定值来抑制
平滑高增益:
(SHG)
此功能是三菱伺服驱动系统的先进功能,可通过提高位置增益的同时来抑制震动。
希望用户采用此功能。
一般情况下建议用户采用第三层。
NO
名称
解释
设定层例
#2203
PGN1
位置增益1
23
26
33
38
47
#2204
PGN2
位置增益2
62
70
86
102
125
#2257
SHGC
SHG控制增益
140
160
187
225
281
#2208
VIA
速度环前馈补偿
设定1900为标准SHG控制
#2215
FFC
加速进给前馈增益
设定100为标准SHG控制
注1:
使用SVJ2伺服时,根据电阻类型设定PTPY值。
当使用VX-SP系列伺服时,CV电源单元联接到那个伺服单元,就在那个单元上设定PTYP值,不联CV的伺服单元PTYP设定0,如果CV联接的单元时双轴单元,如:
V2-XY,则PTYP的值在X,Y上都设定。
#2236PTYP
FEDCBA9876543210
amprtypptyp
MDS-B-VX/SP
bit
名称
0
#2236PTYP
ptyp
电源型式
ptyp
电源型式
00
未联接
81
CR-10
04
CV-37
82
CR-15
06
CV-55
83
CR-22
08
CV-75
84
CR-37
11
CV-110
86
CR-55
15
CV-150
88
CR-75
19
CV-185
89
CR-90
22
CV-220
26
CV-260
30
CV-300
37
CV-370
45
CV-450
55
CV-550
1
2
3
4
5
6
7
8
rtyp
电源供应器单元为电源回升型式时,设定0
rtyp
外部回升电阻名
阻值
功率
0
电源单元未接
1
GZG200W260HMJ
26
80
2
GZG300W130HMJ*2
26
150
3
MR-RB30
13
300
4
MR-RB50
13
500
5
GZG200W200HMJ*3
6.7
350
6
GZG300W200HMJ*3
6.7
500
7
R-UNIT1
30
700
8
R-UNIT2
15
700
9
R-UNIT3
15
2.1K
9
A
B
C
amp
设定驱动器的机种号码
0:
MDS-A/B/C-V1/V2/SP
1:
MDS-B-SVJ2,MDS-A-SVJ
D
E
F
MDS-A/B/C-SVJ2
FEDCBA9876543210
amprtypemgx
bit
名称
0
1
2
3
4
emgx
设定外部紧急停止的功能
0
外部紧急停止无效
4
外部紧急停止有效
5
6
7
8
rtyp
设定回升电阻类型
0
驱动器标准内藏电阻(SVJ2-01无内藏电阻)
1
设定禁止
2
MR-RB032(30W)
3
MR-RB12(100W)
4
MR-RB32(300W)
5
MR-RB30(300W)
6
MR-RB50(500W)
7~F
设定禁止
9
A
B
C
amp
通常设定1
D
E
F
5:
主轴参数的设定
详细参数见MDS-B-SPJ2规格说明书/MDS-C1规格说明书。
主轴档位转速的设定
#3001~#3004slimt1~4在4档位下,设定电机在最高转速下的主轴转速。
模拟量10V时所对应的转速。
#3005~#3008smax1~4在4档位下,设定档位的最高速度,plc依照此速度输出换档指令。
Smax1~4≤Slimt1~4
#3009~#3012ssift1~4设定换档速度。
#33217TSP电机最高转速。
例:
主轴2档,齿轮比高档1:
2,低档1:
4,电机最高转速8000r/min,1800r/min位换档界限速度。
#3001=4000#3002=2000TSP=8000#3005=4000#3006=1800
#3022sgear设定主轴和编码器的齿轮比0:
1/11:
1/22:
1/43:
1/8
#3023smini最低转速当给此值以下的s指令值时,主轴以次设定值转动。
#3024sout主轴联接0:
无主轴1:
主轴BUS联接2~5:
模拟量控制
主轴定向的设定
#3237SFNC5主轴定位机能的设定
bit
名称
设定0的意义
设定1的意义
0
enco
编码器定位无效
编码器定位有效
1
mago
磁感定位器定位无效
磁感定位器定位有效
2
plgo
电机内plg定位无效
电机内plg定位有效
#3201PGM磁感定位和PLG定位时的定位位置回路增益,值越大刚性好,易振动和偏摆。
#3202PGE编码器定位位置回路增益,值越大刚性好,易振动和偏摆。
#3204OINP定位到位宽度
#3205OSP定位切换位置回路的速度
#3206CSP定位时的减速率
#3207OPST定位时偏移量
6:
机械误差
进行丝杠误差的补偿
#4000Pinc机械误差补偿增量法0:
绝对式1:
增量式
#4001cmpax指定机械误差补偿轴的地址例:
x,y,z
#4002drcax补偿轴的地址,如为丝杠螺距补偿与#4001设定相同。
相对位置补偿时(如:
垂直补偿),设定实际补偿轴地址。
#4003rdvno参考点补偿地址,因参考点为补偿基准点,因此该点的补偿号地址为正相第一点补偿地址减1设定。
#4004mdvno设定最负侧补偿地址号。
#4005pdvno设定最正侧补偿地址号。
注:
负侧→正侧,地址补偿号从小到大。
#4006sc设定补偿倍率0~99
#4007spcdy设定基本轴的补偿间隔。
单位为#1015的值
详细设定及范例见[异警/参数说明书]
7:
PLC
设定PLC时间继电器,计数器,PLC资料,PLC位元参数
#6000~#6015T0~T15对应于10ms时间继电器
#6016~#6095T16~T95对应于100ms时间继电器
#6096~#6103T96~T103对应于100ms保持型时间继电器
#6449BIT0:
时间继电器附值方式0:
PLC程序中1:
参数
BIT1:
计数器附值方式0:
PLC程序中1:
参数
#6450BIT0:
报警信息有效0:
无效1:
有效
BIT1:
报警信息操作方式0:
F寄存器1:
R寄存器
BIT2:
操作信息有效0:
无效1:
有效
#6451BIT0:
PLC在线编辑0:
无效1:
有效
BIT4:
PLC格式0:
PLC4B1:
GPPW
BIT5:
GPPW传输0:
无效1:
有效(F0画面不可见)
8:
巨程式,位置开关详见操作手册
四.PLC程序的输入
当设定完参数后,可将计算机所编辑的PLC传入NC中,进行动作调试。
现三菱PLC有两种编辑方式,一种为PLC4B格式,一种为gppw格式。
同时,还可以在面板上在线编辑,但plc信息的编辑必须在计算机中编辑。
1:
PLC4B格式PLC传输
NC参数的设定:
[输出入基本参数]参数2。
1/6
‹输入/输出›#‹埠编号›‹装置号码›‹装置名称›
资料输入9001290020
资料输出9003290040
DNC模式9005290060
巨程式列印9007290080
PLC输入/输出9009290100
#()资料()
工件加工I/O参数准备菜单
[输出入装置参数]====装置0====参数2。
2/6
#
9101装置名称FDD9111DC2/DC439121
9102传送速度19112CR输出19122
9103停止位元39113EIA输出09123
9104同位有效09114导孔数1009124
9105偶数同位09115同位V09125
9106字元长度39116过时时间30
9107终端型式39117DR无效0
9108沟通方式39118DATAASCII1
9109DCCODE同位1
#()资料()
工件加工I/O参数准备菜单
通讯软件COMUAT64参数设定如下(此软件默认COM1口)
NC侧操作:
[输入出]画面#(99)DATA(250)做PLC输入出
通讯电缆配线如下
DCCODE方式RTS/CTS方式
 升级会员
升级会员 