1课题一认识数控机床及其操作面板教学内容及过程.docx
《1课题一认识数控机床及其操作面板教学内容及过程.docx》由会员分享,可在线阅读,更多相关《1课题一认识数控机床及其操作面板教学内容及过程.docx(15页珍藏版)》请在冰点文库上搜索。
1课题一认识数控机床及其操作面板教学内容及过程
邵阳市高级技工学校备课纸
教学内容及过程
备注
21世纪机械制造业的竟争,其实质是数控技术的竟争。
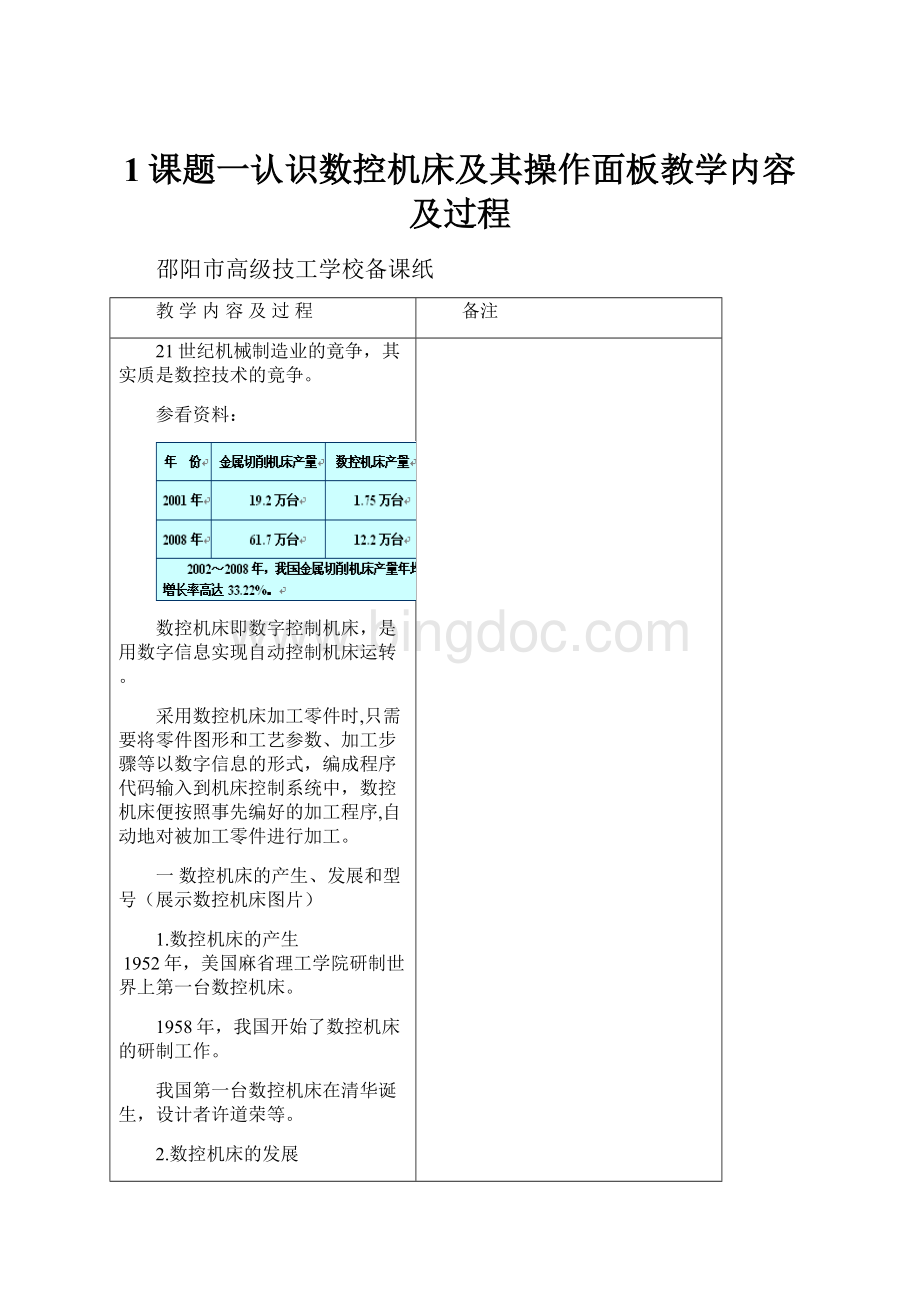
参看资料:
数控机床即数字控制机床,是用数字信息实现自动控制机床运转。
采用数控机床加工零件时,只需要将零件图形和工艺参数、加工步骤等以数字信息的形式,编成程序代码输入到机床控制系统中,数控机床便按照事先编好的加工程序,自动地对被加工零件进行加工。
一数控机床的产生、发展和型号(展示数控机床图片)
1.数控机床的产生
1952年,美国麻省理工学院研制世界上第一台数控机床。
1958年,我国开始了数控机床的研制工作。
我国第一台数控机床在清华诞生,设计者许道荣等。
2.数控机床的发展
两个阶段和六代的发展
1)数控(NC)阶段(1952-1970年)电子管电路、晶体管电路、中小规模集成电路的NC装置。
2)计算机数控(CNC)阶段(1970年-现在)
大规模集成电路、微处理器、微机应用于数控系统。
3.数控机床的型号
数控车床采用卧式车床相类似的型号表示,由字母和数字表示。
邵阳市高级技工学校备课纸
教学内容及过程
备注
如:
CKA6140
C—类代号。
如钻床Z,磨床M,铣床X,镗床T等。
K—通用特性代号。
如数控K,简式J,高精度G,轻形Q等。
A—结构特性代号。
如A,D,E等。
6—组别代号,落地及卧式车床组。
1—系别代号,卧式车床系。
40—主要参数,床身上最大工件回转直径的1/10。
二数控机床的特点
1.数控机床与普通机床比较
数控机床在普通机床基础上增加了对机床运动和动作自动控制的功能部件,使数控机床能够自动完成对零件加工的全过程。
控制媒介:
数控程序。
2.数控机床的加工特点(展示零件实物图片及播放加工录像)
1)可以加工有复杂型面的工件。
实现两坐标轴联动
2)加工精度高,产品质量稳定。
数控机床的机械精度高;
数控机床的控制精度高(0.001mm_0.05um);
无人为误差,加工的一致性好。
3)自动化程度高,劳动强度低。
数控机床自动加工、自动停车,有安全防护、自动排屑、自动冷却和自动润滑,劳动条件改善。
4)生产效率高
数控车床刚性好,主轴转速高,可以进行大切削用量的强力切削;空行程运动速度快,极大地缩短加工的辅助时间;
邵阳市高级技工学校备课纸
教学内容及过程
备注
粗、精加工一次装夹完成;无需中途停车检测。
5)良好的经济效益
减少划线、检验时间,节省人力;不需专门设计夹具;
加工精度稳定,减少费品率;可一机多用。
6)具有高度柔性
当加工零件改变时,只需重新编写或修改加工程序。
3.数控机床的使用特点
1)对操作维修人员的技术水平要求较高
2)对夹具和刀具的要求较高
4.数控机床的适用范围
1)多品种、小批量生产的零件
2)几何形状复杂的零件
3)贵重零件加工
4)需要全部检验的零件
三数控机床的分类
1.按加工方式分类
1)切削机床类
数控车床、铣床、镗床、钻床和加工中心等。
2)特种加工机床类
数控电火花、线切割、激光加工机床等。
2.按控制系统功能分类
1)点位控制数控机床
带动刀具或工作台从一个点准确快速移动到下一个点,然后控制第三个坐标轴进行钻削等切削加工。
2)直线控制数控机床
控制刀具或工作台以适当的进给速度从一点以一条直线准确的移动到下一个点,移动过程中能切削加工。
邵阳市高级技工学校备课纸
教学内容及过程
备注
3)轮廓控制数控机床
控制几个坐标轴同时协调运动,使刀具相对于工件按程序指定的轨迹和速度运动,能在运动过程中进行连续切削加工。
(具有多坐标轴联动能力)
3.按伺服控制方式分类
1)开环控制数控机床
无位置测量反馈装置,控制简单,价格低廉,广泛应用于经济型数控系统中。
2)闭环控制数控机床(精度很高,价格昂贵)
位置检测装置安装在机床工作台上,直接对工作台的位置进行检测。
3)半闭环控制数控机床(应用广泛)
位置检测元件安装在电动机轴端或丝杠轴端,间接检测工作台的位移量。
4.按系统的功能水平分类
低档、中档、高档
5.按控制坐标轴数目分类
两坐标联动数控机床、三坐标联动数控机床、多坐标联动数控机床。
四数控机床的基本组成
归纳起来,数控机床主要由四部分组成:
1.输入装置
作用:
输入程序、控制参数、补偿量等。
方式:
键盘输入
磁盘输入(硬盘、软盘、U盘)
网络通讯(RS232、DNC、TCP/IP)
2.数控装置(NC)——数控机床大脑,数控机床核心部件
作用:
接受输入信息
运算与处理(译码、运算、逻辑处理)
邵阳市高级技工学校备课纸
教学内容及过程
备注
产生输出脉冲(动作、运动指令)
3.伺服系统——数控机床的动力装置
作用:
接受数控装置的输出
驱动与放大
实现电→机转换
4.机床本体
主要包括主轴、溜板、刀架等。
六典型数控系统
FANUC(日本-发那克)
SIEMENS(德国-西门子)
FAGOR(西班牙-发格)
华中数控系统(中国-HNC)
广州数控系统(中国-GSK)
邵阳市高级技工学校备课纸
教学内容及过程
备注
实训过程
一、数控系统主要工作原理:
零件图→工艺处理→编制工件加工程序→制备控制介质→数控装置→伺服驱动系统→机床本体→加工好的零件
二、各功能键的作用:
【位置】:
按下【位置】键,LCD显示现在位置。
【程序】:
程序的显示、编辑等。
【刀补】:
显示,设定补偿量。
【参数】:
显示,设定参数。
【诊断】:
显示各种诊断数据。
【报警】:
显示报警信息。
【设置】:
显示,设置各种设置参数,参数开关,程序开关。
【调试】:
机床软操作键。
在主项显示画面可用页键切换各子画面。
下面列出各主项的子菜单项:
【位置】:
含[相对],[绝对],[总和],[位置\程序]4个子项,分别显示相对坐标位置,绝对(工件坐标系下的)坐标位置及总和(各种坐标)位置。
由上下页键选择。
【程序】:
含[MDI/模].[程序],[目录]3个子项。
(在编辑方式下,仅显示程序1个画面)除程序外,每画面分左右两部分,显示不同的内容。
依机能键的顺序,各画面依次为:
①程序段值/模态值;②程序;③当前程序段/模态值;④程序目录、存储容量使用量等。
【偏置】:
显示、设定偏置量。
【参数】:
显示、设定参数,修改参数。
【诊断】:
含[MT←→PC],[PC←→NC],[PC],[状态]。
可分别显示MT←→PC及←→NC数据,PC参数,NC状态。
【设置】:
显示、设置参数,设置参数和程序开关的状态。
【调试】:
机床调试开关显示及设定。
三、工件坐标系的建立与刀补值的设置
邵阳市高级技工学校备课纸
教学内容及过程
备注
使用G50建立坐标系,注意在补偿状态,若用G50设定坐标系,那么补偿前的位置是用G50设定的坐标系的位置。
当编程中使用的刀具与编程的刀具不一样时,使用补偿功能。
设定一标准刀具位置,则,实际刀尖位置与标准刀具位置的差值作为偏置量:
用字母T表示。
操作演示
一、机床开启的步骤
接通电源
(1)检查数控车床外表是否正常(如后面电控柜门是否关上、车床内部是否
有其他异物)。
(2)打开位于车床后面电控柜上的主电源开关,应听到电控柜风扇和主轴电
机风扇开始工作的声音。
(3)按操作面板上的[ONPOWER]按钮接通数控系统电源,几秒钟后CRT屏幕上出现[ON READY],即机床没有准备好。
(4)顺时针方向松开“急停”按钮。
(5)按车床操作面板上的[MACHINEREADY]按钮,几秒钟后[ON READY]的信息消失,机床液压泵启动,机床进入准备状态。
二、功能键的使用要领
1、G00用F指定的进给速度进给无效;
2、G02、G03的方向的确定;
3、螺纹切削中,进给速度倍率无效,主轴倍率有效,但不能任意改变且主轴不能停止;
4、位置编码器的转速在1r/min以下,速度会不均匀;
5、在同一个程序段中可以指令几个不同组的G代码,如果在同一个程序段中指令了两个以上的同组G代码时,后一个G代码有效.
6、F代码允许输入7位数字等。
三、程序的编辑、输入方式
程序的编辑:
在上机操作以前,应根据零件,先在纸上编写出加工程序.要求思路清晰,结果正确,加工效率高,并一定要请老师审阅.
1、按[编辑]→按[程序]
2、键入新程序的程序名:
O□□□□,方格表示程序号(1~~9999,前导零可省略)
邵阳市高级技工学校备课纸
教学内容及过程
备注
3、输入程序
编辑已有的程序:
1、按[编辑]→按[程序]
2、键入已有程序名O□□□□,再按下“光标”,即可见已有的程序会显示出来.
3、修改已有的程序
四、程序的传输方法
1、键盘输入程序
将编制好的工件程序由系统操作面板输入到数控系统内存中,以实现自动加工。
模式选择开关设定在编辑(EDIT)状态;并将程序保护锁打开;按[PRGRM]键。
2、外部设备输入程序
连接输入输出设备,输出设备通讯软件参照数控系统对应设置好传输参数。
3、MDI数据手动输入
MDI数据手动输入是用MDI键盘直接将程序段输入到存储器内,并立即运行的工作方式。
将模式选择旋钮置于MDI模式;按[PROG]键;按软键[MDI]自动进入程序号输入数据。
五、对刀与刀补
1、对刀:
(试切法)设1号刀为标准刀(即刀补值为0)用试切法对刀。
步骤如下:
1)进入手动工作方式,选择合适的主轴转速,启动主轴,选择1号刀,平工件的端面。
并沿X轴方向退刀。
2)按[位置]键清显示屏上的W值为零。
方法:
按W键,此时W会闪烁,再按“取消”键
3)用1号刀车削工件外圆,并沿Z轴方向退刀。
清显示屏上的U值为零。
方法:
按U键,此时U会闪烁,再按“取消”键
邵阳市高级技工学校备课纸
教学内容及过程
备注
4)用卡尺测量所车工件的外径。
记为Φ
5)移动刀具到程序‘G50XαZβ’设定的起刀点,步骤为:
1.计算U和W。
U=α-ΦW=β-目前显示屏上的W值
2.依次操作:
按[录入]键→按[程序]键→按翻页键,选择左上方显示有”程序段值”的页
→G00→[输入]U→数值→[输入]→W数值→[输入]→循环启动。
2、刀补:
以2号刀为例作出说明。
1)以手动方式换为2号刀,移2号刀到工件之外,与外圆紧靠(刀具接近工件时,让主轴旋转)。
2)按[刀补],按翻页按钮.此时显示屏上会出现下面的页面。
00001N0001
序号XZRT
0000.0000.0000.0000
00110.00010.00010.0001
0021.0001.0001.0001
0030.0000.0000.0003
0040.0000.0000.0005
0050.0000.0000.0000
0060.0000.0000.0002
0070.0000.0000.0006
0080.0000.0000.0000
现在的位置(相对坐标)U0.000W0.000
序号002=
录入方式
ST
3)把光标移到2号补偿的X位置。
4)按X→按[输入],此时即把当前的U值作为补偿量输入2号刀补的X处。
5)移2号刀,使刀尖与工件端面平齐。
6)把光标移到2号补偿的Z位置.
7)按Z→按[输入],此时即把当前的W值作为补偿量输入2号刀补的Z处。
用同样的方法,可依次输入3号、4号刀具的刀具补偿量。
注意:
将1号刀(设为标准刀)对刀之后,要把绝对坐标(A,B)记下,待2~~4号刀的刀补输入之后,要在[录入]方式下。
按[程序]再输入指令G00XAZB,并按[循环启动],使刀架回到对刀点处(与对刀时的操作相似)。
邵阳市高级技工学校备课纸
教学内容及过程
备注
六、程序调整和模拟运行
1、空运行
a)将工件正确安装。
b)将程序调试正确,对刀、输入各把刀的刀补值。
c)按[自动],选择所需运行的程序。
d)按循环,启动键。
加工完毕,卸下工件。
2、图形模拟(在以后实际操作中讲解)
3、试切运行(可现场输入单段程序进行)
七、关机
1、按操作面板上的红色电源开关,系统断电.
2、断开机床总电源开关,全机床断电.
操作训练
注意事项:
1、数控车床是较为昂贵的设备,请同学们共同爱护,未经审阅或老师许可的程序,辑、输入是可以的,但一定不要冒然运行.因为任何错误的语句,或对刀和刀补值的错误都可能造成机床难以修复的损坏.所以,在按程序[循环启动]键以前,请思量再三!
确保万无一失!
2、在加工过程中出现意外情况时,按[急停]按钮。
 升级会员
升级会员 