PLC精品课程18可编程控制器控制系统设计.docx
《PLC精品课程18可编程控制器控制系统设计.docx》由会员分享,可在线阅读,更多相关《PLC精品课程18可编程控制器控制系统设计.docx(19页珍藏版)》请在冰点文库上搜索。
PLC精品课程18可编程控制器控制系统设计
点击【大中小】放大字体.
P.L.C.技.术.网——可编程控制器技术门户
可编程控制器控制系统设计
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
一、可编程控制器系统设计的步骤和内容
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
案例:
交通信号灯的自动控制系统设计
plcjs.技.术_网
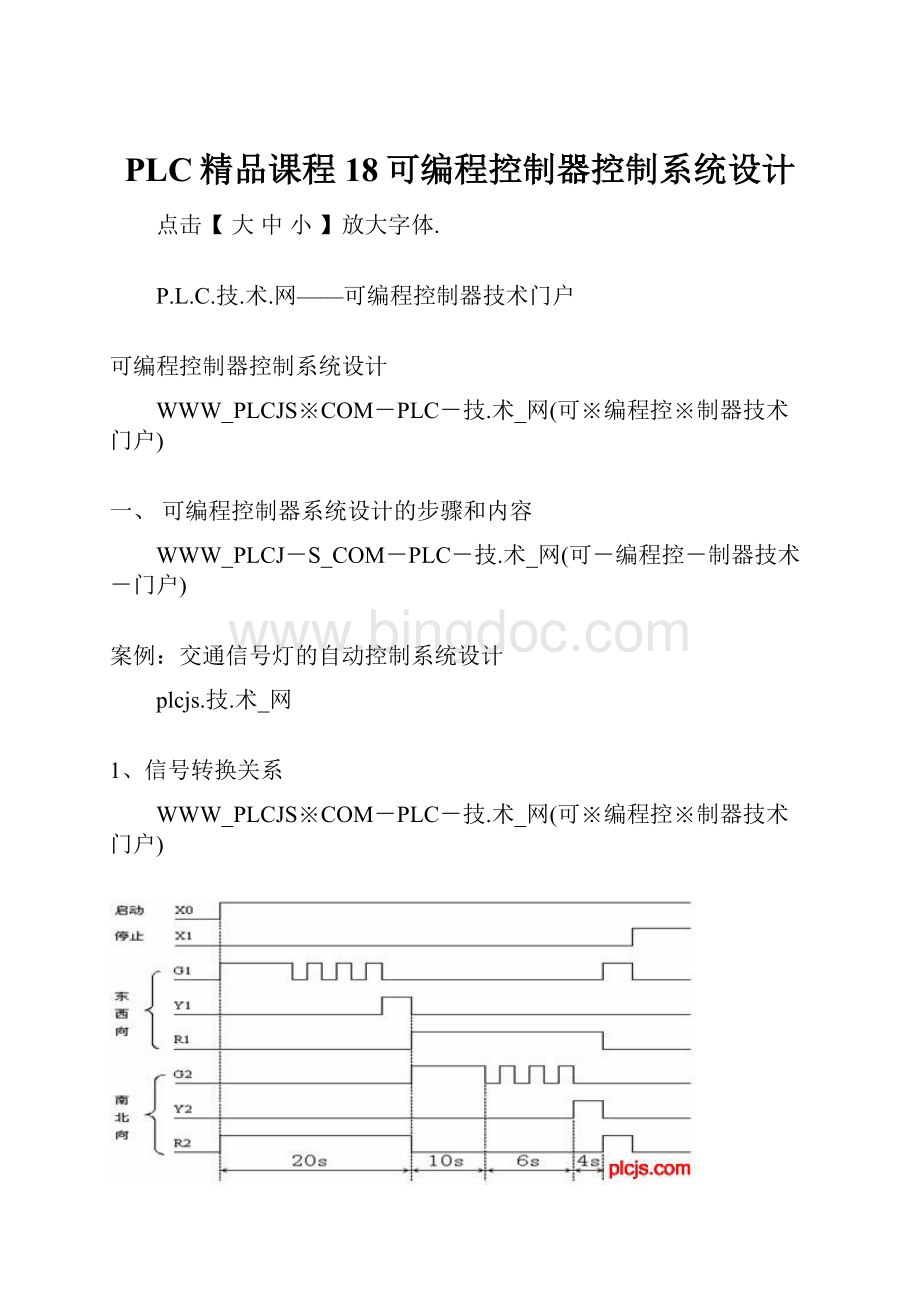
1、信号转换关系
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2、交通等演示图
P.L.C.技.术.网——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
3、分析工况,思考问题:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
1.该控制系统是否属于顺序控制?
是哪种结构?
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.该控制系统工作步如何划分?
共有多少工作步?
WWW_P※LCJS_COM-PLC-)技.术_网
3.输入/输出信号有那些?
WWW_PLC※JS_COM-PmLC-技.术_网
4、PLC的I/O分配
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5、PLC硬件设计
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
6、PLC顺序功能图设计
WWcW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
7、PLC梯形图程序设计
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
8、综述PLC系统设计的步骤
plcjs.技.术_网
1)熟悉控制对象的工艺要求(工况分析)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2)电器控制线路的设计
WWW_P※LCJS_CO※M-PLC-技-.术_网
3)程序设计
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4)控制系统模拟调试
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
5)现场调试
P.L.C.技.术.网——可编程控制器技术门户
6)技术文件整理
WWcW_PLCJS_COM-PLC-技.术_网
二、可编程控制器的选型与硬件配置
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(一)选择合适的可编程控制器类型
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1、可编程控制器选择
WWcW_PLCJS_COM-PLC-技.术_网
三菱FX1S系列可编程控制器是一种卡片大小的PLC,适合在小型环境中进行控制。
它具有卓越的性能、串行通讯功能以及紧凑的尺寸,这使得它们能用在以前常规可编程控制器无法安装的地方。
WWW_PLC※JS_COM-PmLC-技.术_网
三菱FX1N系列可编程控制器是一种普遍选择方案,最多可达128点控制。
由于FX1N系列具有对于输入/输出、逻辑控制以及通讯/链接功能的可扩展性,因此它对普遍的顺控解决方案有广泛的适用范围,并且能增加特殊功能模块或扩展板。
WWW_P※LCJS_COM-PLC-)技.术_网
三菱FX2N系列可编程控制器是FX系列中最高级的模块。
它拥有无以匹及的速度、高级的功能、逻辑选件以及定位控制等特点,FX2N是从16到256路输入/输出的多种应用的选择方案。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
三菱FX2NC系列可编程控制器在保留其原有的强大功能特色的前提下实现了极为可观的规模缩小,I/O型连接口降低了接线成本并节省了时间。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
对于开关量控制的系统,当控制速度要求不高时,一般的小型整体机FX1S就可以满足要求。
对于以开关量控制为主,带有部分模拟量控制的应用系统,应选择具有所需功能的可编程控制器主机,如用FX1N或FX2N型整体机。
另外还要根据需要选择相应的模块,例如开关量的输入/输出模块、模拟量输入/输出模块、配接相应的传感器及变送器和驱动装置等。
WWW_PLC※JS_COM-PmLC-技.术_网
2、I/O点数的确定
WWW_PLC※JS_COM-PmLC-技.术_网
一般的讲,可编程控制器控制系统的规模的大小是用输入、输出的点数来衡量的。
我们在设计系统时,应准确统计被控对象的输入信号和输出信号的总点数并考虑今后调整和工艺改进的需要,在实际统计I/O点数基础上,一般应加上10%一20%的备用量。
WWW_PLCJS@_COM%-PLC-技.术_网
对于整体式的基本单元,输入输出点数是固定的,不过三菱的FX系列不同型号输入/输出点数的比例也不同,根据输入/输出点数的比例情况,可以选用输入/输出点都有的扩展单元或模块,也可以选用只有输入(输出)点的扩展单元或模块。
WWW_PLCJS_COM-PLC-技.术_网
3、用户存储器容量的估算
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
根据经验,对于开关量控制系统,用户程序所需存储器的容量等于I/O信号总数乘以8。
对于有模拟量输人输出的系统,每一路模拟量信号大约需100存储器容量。
如果使用通信接口,那么每个接口需300存储器容量。
一般估算时根据算出存储器的总字数再加上一个备用量。
WWW.PLCJS.COM——可编程控制器技术门户
4、可编程控制器的处理速度应满足实时控制的要求
W1WW_P4LCJS_COM-PLC-技.术_网
可编程控制器是采用顺序扫描的工作方式,其顺序扫描工作方式使它不能可靠地接收持久时间小于1个扫描周期的输入信号。
为此,对于快速反映的信号需要选取扫描速度高的机型
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
关于可编程控制器的选型问题,当然还应考虑到它的的联网通信功能、价格等因素。
系统可靠性也是考虑的重要因素。
WW.W_PLCJS_COM-PLC-技.术_网
(二)开关量输入输出模块及扩展的选择
WWW_P※LCJS_COM-PLC-)技.术_网
开关量输入模块的输入电压一般为DC24V和AC220V两种。
直流输入可以直接与接近开关、光电开关等电子输入装置连接,三菱FX系列直流输入模块的公用端已经接在内部电源的0V,因此直流输入不需要外接直流电源,有些类型的可编程控制器输入的公用端要另接电源,对初学者应该注意。
交流输入方式的触点接触可靠,适合于在有油雾、粉尘的恶劣环境下使用。
我们最常用的还是直流输入模块。
W1WW_P4LCJS_COM-PLC-技.术_网
开关量输出模块有继电器输出、晶体管输出及可控硅输出。
继电器型输出模块的触点工作电压范围广,导通压降小,承受瞬时过电压和过电流的能力较强,但是动作速度较慢,寿命(动作次数)有一定的限制。
一般控制系统的输出信号变化不是很频繁,我们优先选用继电器型,并且继电器输出型价格最低,也容易购买。
晶体管型与双向可控硅型输出模块分别用于直流负载和交流负载,它们的可靠性高,反应速度快,寿命长,但是过载能力稍差。
选择时应考虑负载电压的种类和大小、系统对延迟时间的要求、负载状态变化是否频繁等,还应注意同一输出模块对电阻性负载、电感性负载和白炽灯的驱动能力的差异。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(三)编程器和外围设备的选择
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
早期的小型可编程控制系统,通常都选用价格便宜的简易编程器。
如果系统较大,可编程控制器多,可以选用一台功能强、编程方便的图形编程器;随着科技的发展,个人计算机的使用越来越普及,编程软件包的出现,在个人计算机上安装的编程软件包配上通信电缆,也可取代原编程器。
plcjs.技.术_网
plcjs.技.术_网
三、节省I/O点数的方法
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
减少所需输入点数的方法
——可——编——程——控-制-器-技——术——门——户
减少所需输出点数的方法
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(一)减少所需输入点数的方法
WWW_PLCJS_COM-PLC-技.术_网
1、分组输入
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
多设备都有自动控制和手动控制两种状态,自动程序和手动程序不会同时执行,把自动和手动信号叠加起来,按不同控制状态要求分组输入到可编程控制器,可以节省输入点数。
例如:
电梯轿箱内的操纵箱内一般都设有检修运行的手动上、下按钮,也有自动运行的选层按钮,现在很多电梯在设计时就是利用最底层选层按钮和最顶层的选层按钮取代检修手动上、下按钮,这样不仅节省了输入点,同时还减少了两个按钮,进一步降低了成本。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2、触点合并式输入
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
修改外部电路,将某些具有相同功能的输入触点串联或并联后再输入可编程序控制器,这些信号就只占用一个输入点了。
串联时,几个开关同时闭合有效。
并联时,其中任何一个触点闭合都有效。
例如一般设备控制时都有很多保护开关,任何一个开关动作都要设备停止运行,这样在设计时就可以将这些开关串联在一起,用一个输入点。
对同一台设备的多点控制一般将多点的控制按钮并联在一起,用一点输入,如图。
P.L.C.技.术.网——可编程控制器技术门户
plcjs.技.术_网
——可——编——程——控-制-器-技——术——门——户
3、矩阵式输入
P.L.C.技.术.网——可编程控制器技术门户
当可编程控制器有两个以上富余的输出端点时,可将二极管开关矩阵的行、列引线分别接到I/O端点上。
这样,当矩阵为n行m列时,可以得到nXm个输入信号供可编程控制器组成的控制系统使用。
对于FX2N系列,使用矩阵输入指令MTR,只用8个输入点和8个输出点,就可以输入64个输入点的状态。
WWcW_PLCJS_COM-PLC-技.术_网
4、充分利用可编程控制器的内部功能
WWW_PLCJS_COM-PLC-技.术_网
使用KEY指令,只需4个输入点,4个输出点就可以输入10个数字键和6个功能键;使用DSW指令,只需4个或8个输入点,4个输出点就可以读入一个或两个4位BCD码数字开关信息。
WWW_P※LCJS_COM-PLC-)技.术_网
利用转移指令,在一个输入端上接一开关,作为自动、手动工作方式转换开关,用转移指令,可将自动和手动操作加以区别。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
利用计数器计数,或利用移位寄存器移位,也可以利用交替输出指令实现单按扭的启动和停止。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(二)减少所需输出点数的方法
P.L.C.技.术.网——可编程控制器技术门户
1.通断状态完全相同的负载并联后,可以共用PLC的一个输出点,即一个输出点带多个负载,如果多个负载的总电流超出输出点的容量,可以用一个中间继电器在控制其它负载。
WWW_PL※CJS_COM-PLC-技.术_网
2.在采用信号灯做负载时,采用数码管做指示灯可以减少输出点数。
例如电梯的楼层指示,如果使用信号灯,则一层就要一个输出点,楼层越高占用输出点越多,现在很多电梯使用数字显示器显示楼层就可以节省输出点,常用的是用BCD码输出,9层站以下仅用4个输出点,10到19层仅用5个输出点。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
FX2N系列7段译码指令SEGD可把十六进制数译为七段显示器所需的代码,直接控制一只七段显示器,用7个输出点;还有一些数字显示的指令,可以减少输出点的数量。
点击【大中小】放大字体.
WW.W_PLC※JS_C,OM-PL,C-技.术_网
四、可编程控制器应用中需注意的若干问题
W1WW_P4LCJS_COM-PLC-技.术_网
可编程控制器是专门为工业生产环境设计的控制装置,一般不需要采取什么特殊措施便可直接用于工业环境,但是,如果环境过于恶劣,电磁干扰特别强烈,或安装使用不当,都不能保证系统的正常安全运行,为了保证其正常安全运行和提高系统的可靠性和稳定性,我们在应用可编程控制器时还要注意以下问题。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(一)工作环境
——可——编——程——控-制-器-技——术——门——户
1.温度
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
一般情况下可编程控制器的四周环境温度不应低于0或高于60,最好不高于45,否则应采取通风或其他保温措施。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.湿度
——可——编——程——控-制-器-技——术——门——户
为了保证可编程控制器的绝缘性能,其周围的湿度应保持在35~80%RH范围内。
WWW_P※LCJS_COM-PLC-)技.术_网
3.振动
WWW_P※LCJS_COM-PLC-)技.术_网
可编程控制器不应在具有频繁振动、连续振动(频率为10~55Hz,振幅大于0.5mm)或超过10g的冲击加速度的环境下工作,否则应采取防振或减振措施。
plcjs.技.术_网
4.介质
WWW_PLCJS_COM-PLC-技.术_网
可编程控制器不应安装在充满导电尘埃、油物或有机溶剂、腐蚀性气体的环境下工作,否则应将控制柜做成封闭结构或对柜内气体采取净化措施。
plcjs.技.术_网
(二)安装布线
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
可编程控制器在安装时应注意以下事项:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1.为了提供足够的通风空间,保证PLC正常的工作温度,基本单元与扩展单元之间要留30mm以上间隙,各PLC单元与其他电器元件之间要留100mm以上间隙,以避免电磁干扰;
WWW_PL※CJS_COM-PLC-技.术_网
2.安装时远离高压电源线和高压设备,它们之间要留200mm以上间隙,高压线、动力线等应避免与输入输出线平行布置;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
3.安装时远离加热器、变压器、大功率电阻等发热源,必要时安装风扇;
——可——编——程——控-制-器-技——术——门——户
4.远离产生电弧的开关、继电器等设备;
P.L.C.技.术.网——可编程控制器技术门户
控制柜内部的布线,主要是指PLC的电源、接地、输入、输出、通信等接线端子到各输出端子板或柜内其他电器元件之间的连接。
布线时应该注意:
各种类型的电源线、控制线、信号线、输入线、输出线都应各自分开,最好采用线槽走线;信号线与电源线应尽量不要平行敷设;所有导线要分类编号,排列整齐;可编程控制器的所有接线端子最好采用标准接插件统一连接到端子板上,以便于检修;不同的接线端子,其接线还应遵循各自的接线特点。
WWW_PLC※JS_COM-PmLC-技.术_网
(三)日常维护
WW.W_PLC※JS_C,OM-PL,C-技.术_网
日常维护工作主要包含以下内容。
WWW_PLCJS_COM-PLC-技.术_网
1.日常清洁与巡查
——可——编——程——控-制-器-技——术——门——户
经常用干抹布和皮老虎为可编程控制器的表面及导线间除尘除污,以保持工作环境的整洁和卫生;经常巡视、检查工作环境、工作状况、自诊断指示信号、编程器的监控信息及控制系统的运行情况,并做好记录,发现问题及时处理。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.定期检查与维修
W1WW_P4LCJS_COM-PLC-技.术_网
在日常检查、记录的基础上,每隔半年(可根据实际情况适当提前或推迟)应对控制系统做一次全面停机检查,项目应包括工作环境、安装条件、电源电压、使用寿命和控制性能等方面。
重点检查温度、湿度、振动、粉尘、干扰是否符合标准工作环境;接线是否安全、可靠;螺丝、连线以及接插头是否有松动;电气、机械部件是否有锈蚀和损坏等;检查电压大小、电压波动是否在允许范围内;检查导线及元件是否老化、锂电池寿命是否到期、继电器输出型触点开合次数是否已经超过规定次数(如35VA以下为300万次)、金属部件是否锈蚀等。
WWW_PL※CJS_COM-PLC-技.术_网
(四)故障诊断
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
可编程控制系统的常见故障,一方面可能来自于外部设备,如各种开关、传感器、执行机构和负载等;另一方面也可能来自于系统内部,如CPU、存储器、系统总线、电源等。
大量的统计分析与实践经验已经证明:
可编程控制器本身一般是很少发生故障的,控制系统故障主要发生在各种开关、传感器、执行机构等外部设备。
因此,当系统发生故障时首先检查外部设备。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
在检查时根据可编程控制器使用手册上给出的诊断方法、诊断流程图和错误代码表,根据它们可很容易检查出PLC的故障。
WW.W_PLCJS_COM-PLC-技.术_网
另外,利用FX系列PLC基本单元上LED指示灯诊断故障的方法。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
PLC电源接通,电源指示灯(POWER)LED亮,说明电源正常;若电源指示灯不亮,说明电源不通,应按电源检查流程图检查。
WWW_PL※CJS_COM-PLC-技.术_网
当系统处于运行或监控状态,若基本单元上的RUN灯不亮,说明基本单元出了故障。
WWW_P※LCJS_COM-PLC-)技.术_网
锂电池(BATTERY)灯亮,应更换锂电池。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
若一路输入触点接通,相应的LED灯不亮;或者某一路未输入信号但是这一路对应的LED灯亮,可以判断是输人模块出了问题。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
输出LED灯亮,对应的硬输出继电器触点不动作,说明输出模块出了故障。
W1WW_P4LCJS_COM-PLC-技.术_网
基本单元上CPUERROR灯LED闪亮,说明PLC用户程序的内容因外界原因发生改变所致。
可能的原因有:
锂电池电压下降;外部干扰的影响和PLC内部故障;写入程序时的语法错误也会使它闪亮。
WWW_PLCJS@_COM%-PLC-技.术_网
基本单元上CPUERROR灯LED常亮,表示PLC的CPU误动作后,监控定时器使CPU恢复正常工作。
这种故障可能由于外部干扰和PLC内部故障引起,应查明原因,对症采取措施。
WWW.PLCJS.COM——可编程控制器技术门户
 升级会员
升级会员 