镀膜机常见故障及分析解决预防措施.docx
《镀膜机常见故障及分析解决预防措施.docx》由会员分享,可在线阅读,更多相关《镀膜机常见故障及分析解决预防措施.docx(25页珍藏版)》请在冰点文库上搜索。
镀膜机常见故障及分析解决预防措施
镀膜机常见故障及分析解决预防措施
常见故障,问题及解决方法
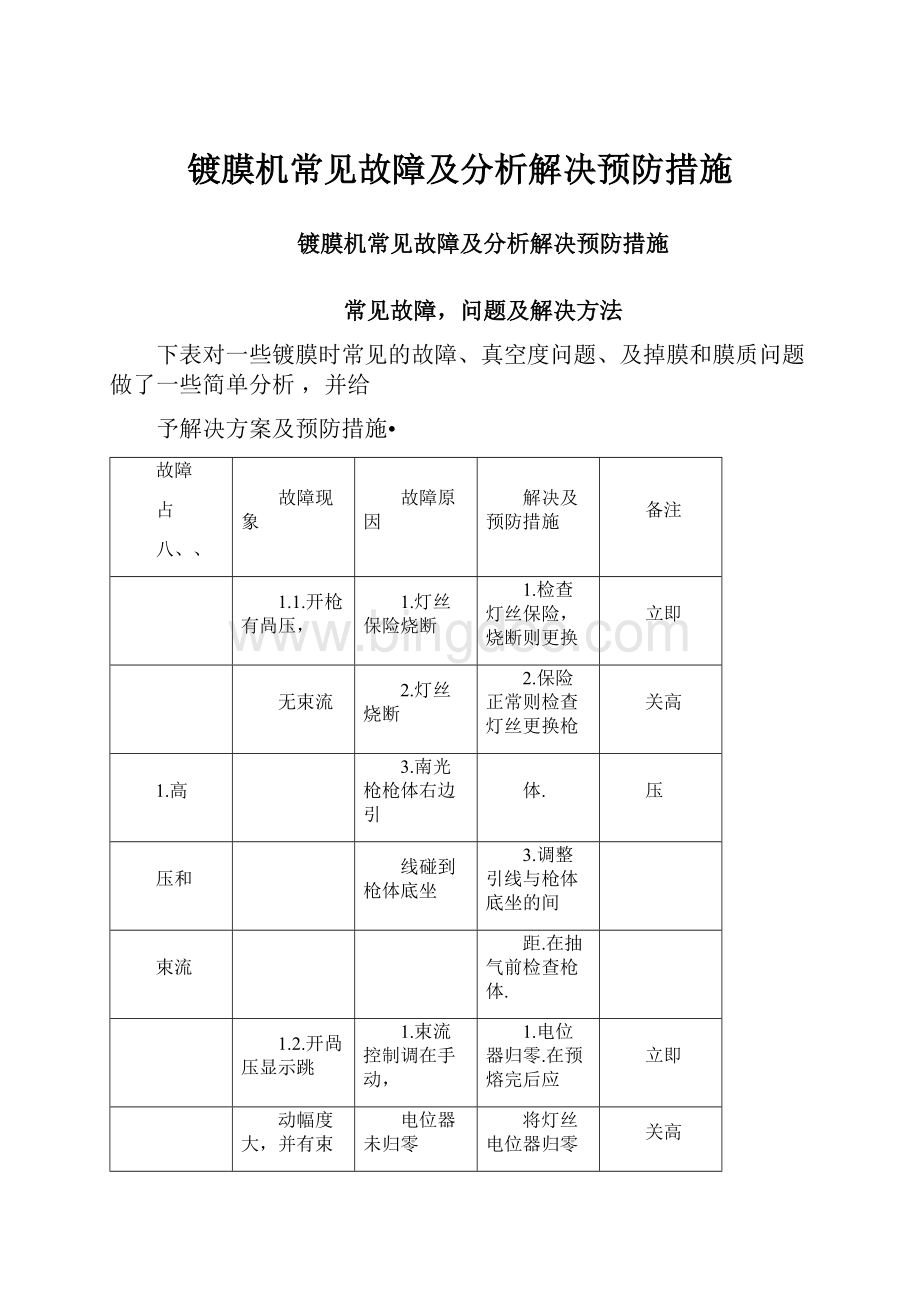
下表对一些镀膜时常见的故障、真空度问题、及掉膜和膜质问题做了一些简单分析,并给
予解决方案及预防措施•
故障
占
八、、
故障现象
故障原因
解决及预防措施
备注
1.1.开枪有咼压,
1.灯丝保险烧断
1.检查灯丝保险,烧断则更换
立即
无束流
2.灯丝烧断
2.保险正常则检查灯丝更换枪
关高
1.高
3.南光枪枪体右边引
体.
压
压和
线碰到枪体底坐
3.调整引线与枪体底坐的间
束流
距.在抽气前检查枪体.
1.2.开咼压显示跳
1.束流控制调在手动,
1.电位器归零.在预熔完后应
立即
动幅度大,并有束
电位器未归零
将灯丝电位器归零
关高
流跳动
2.枪体短路
2.将连接灯丝变压器的高压引
压
3.高压电极保护罩或
线取下(注意引线不能碰到机
屏蔽碰到咼压引线造
器应悬空)开咼压,正常则枪
成短路
体或咼压电极保护罩或屏蔽短
4.电柜故障
路造成
3.放气检查电极保护罩或屏蔽
4.检修电柜
1.3.开枪无高压,
1.高压保护不到位(偏
1.检查相应的高压保护
无束流
转.真空.柜门)
2.检修高压控制电路
2.高压电路出问题
14镀膜时高压会
下跌
1.真空继电器烧坏
2.高压电路出问题
1.更换真空继电器
2.检修高压电路
常见4
号机
1.5.镀膜时灯丝突
1.BT138可控硅被击
1.更换BT138
常见4
然很亮(束流达到
穿
2.检查枪体
号机
满格)
2.枪体短路
1.6有咼压,有灯
1.栅极片短路
1.整理枪体
丝电流,无光斑
2.扫描出问题或扫描
2.检修扫描,正确连接扫描线
线接反了
1.7.束流上不去,
1.灯丝位置不正或变
1.重新安装或更换灯丝.为了
达不到以前的水平
形
更好的对灯丝定形及延长灯丝
(同样功率达不到
2.灯丝被氧化
使用寿命,在更换新灯丝后应
以前的速率)
3.连接枪体的各接头
对灯丝进行预热处理
松动
2.更换灯丝.为防止灯丝氧化
4.坩埚转速太快
在放气前应注意检查关闭灯丝
5.材料被污染
电源开关
6.晶片被挡住
3.拧紧各连接处.
4.调整坩埚转速
5.取出被污染的材料或更换新
材料
6.调整晶片挡板位置.抽气应
检
1
7.电柜出问题
查晶片是否被挡
7.检修电柜
1.8.
阻蒸电流调不
1.蒸发舟烧断或松掉
1.更换蒸发舟或拧紧螺钉.为
上去
造成接触不良
了防止接触不良,各电极和压
2.空气开关跳闸
块应清洗干净.更换在蒸发舟
3.调节电流的电位器
时应将铜压块取下砂干净再安
坏了
装蒸发舟
4.铜电极与真空室底
2.打开空气开关
板下的引线接触不良
3.更换电位器
4.清洁磨平接触不良的地方并
拧紧螺钉
1.9.
速率不稳定
1.晶片失效
1.选择好的晶片,1.2枪的速率
2.料面不好
要匹配
3.功率设置不合理
2.料要加平整,养成停坩埚的
4.控制参数PID设置
好习惯
不合理
3.预熔功率及最大功率设置合
5.灯丝接触不好或老
理(最大功率为略大于蒸发时
化
所需功率)
6.高压打火
4.设置合理的PID参数
5.紧固或更换灯丝
6.解决打火现象
1.10.高压打火
1.枪体污染,杂物掉入枪体
2.各接线处未拧紧
3.聚四氟套管太脏
4.枪体阳极,栅极变形
5.高压电极太脏
6.屏敝不佳或未屏敝
7.光斑位置不合理,扫
描状态不好
8.2枪高压干扰
9.材料污染有杂物
10.咼压打仕10KV
11.预熔不够充分
12.功率设置不合理
1.整理枪体,在吹枪体时应用吸尘器边吸使吹出的杂物吸走不被落在枪体里
2.拧紧各连接处,使其接触良
好
3.清洗或更换套管,应定时清
洗
4.调整或更换阳极,栅极片
5.更换高压电极
6.调整屏蔽或加装屏蔽
7.调整好光斑,检查扫描
8.蒸镀1枪时应关闭2枪高压
9.将被污染的材料去除或更换新材料
10.将咼压调在正确的档位(中档8KV.在触摸屏上操作时(如调整坩埚转速时)应注意是否误碰到咼压调节档位
11.预熔时间及加的束流应合
理(束流最后应加到接近镀第
一套时所需束流坩锅转一到两
圈)
12.设置合理的功率,预熔功率
不应太大,最大功率应与速率相匹配,注意在第一套时速率较小时功率的设置
2
2.扫
2.1.光斑不能调整
1.扫描引线或线圈短
1.检查引线及线圈,引线间不
描和
路
能碰在一起,抽气前应检查引
光斑
2.整流桥击穿
线是否互相触碰和松动
3.引线或线圈断路
2.更换整流桥
4.遥控盒上的连线松
3.检查引线及线圈
脱或电位器坏了
4.接好连线或更换电位器
2.2光斑及扫描状
1.灯丝变形
1.更换灯丝
态不好
2.极靴位置不正
2.调整极靴位置.在拆下清洗
3.扫描频率不合适
时要做好记号避免安装时位置
4.短路条多或少了,位
不止
置不好
3.调整合适频率,频差和密度
5.咼压档位不对
4.调整短路条的位置及数量
6.扫描连接线有误
5.调整正确的高压档位
6.正确连接扫描线,维修时应
做好记号
3.坩
3.1坩埚转动不灵
1.坩埚周边间隙太小
1.调整坩埚周边的间隙
埚和
或不转
2.坩埚间隙有材料(卡
2.清理间隙中的材料.注意料
工转
料)
不要加得太高,预熔时数量不
3.轴承锈死
要加得太快,防止材料飞溅掉
4.减速器出问题
入间隙里使坩埚卡住或转得不
5.电机出问题
顺畅
6.防污底板顶到坩埚
3.清洗或更换轴承.在打扫真
(2枪)
空室及洗机时应将坩埚下面的
7.连接键脱落
料渣清除,防止料渣太多影响
轴承的性能
4.检查减速器
5.维修或更换电机
6.调整好大门底板的位置(稍
高于坩埚),关门时感到异常
(如较平时紧)应检查底板及防
污板的位置
7.重新安装好键
3.2工转噪音大,
1.电机轴承坏了
1.更换电机轴承
光动大
2.大轴承干磨性能下
2.清洗或更换大轴承
降
3.将电机与减速箱连接好
3.电机与减速箱连接
4.更换齿轮
不好
4•传动齿轮磨损
3.3工转转不了
1.电机损坏
1.更换电机
2.电机与传动部分的
2.重装或更换键
键脱落或磨损
3.更换齿轮
3.传动的齿轮磨损
4.更换或维修单向器(2楼)
4.单向器坏了
5.检修电路
5.电路出问题
34工转电压调不上,电压显示指针跳动大
1.调节电位器损坏
2.控制器出问题
3.工转传动不稳
4.碳刷接触不良
5.电压表有冋题
1.更换电位器
2.检修控制器
3.维修传动部分
4.整理碳刷接触面或更换
5.维修或更换电压表
4.阀
4.1.阀门打不开
1.气压不够
1.调高气压到适当位置
门
2.控制阀门的气动阀
2.维修或更换气动阀
有问题
3.检查与其互锁的阀门.应注
3.阀门间互锁
意阀门指示灯显示关闭但实际
阀门并未关闭的现象
42阀门打开后会
1.气压不够
1.调高气压到合适位置
自动关闭
2.气动阀阀芯内的橡
2.更换阀芯或气动阀
皮松脱
4.3.放气取膜,放
1.高阀没关到位
1.检查高阀没关到位的原因,
气阀打不开
2.放气阀的气动阀有
不能强行手动关闭
问题
2.更换或维修气动阀
5.真
5.1.在镀膜过程中
1.高阀,预阀等阀门自
1.检查气压是否正常,正常则
空度
真空度突然下跌
动关闭
是相应的阀门问题,一般为气
2.扩散泵断相或跳闸
动阀的阀芯松脱
3.坩埚卡料强行转动
2.合上闸刀,断相表现为三相
造成漏气
指示灯有一或两个灯不亮,更
换电炉盘
3.维修坩埚,当卡料时不能强
行转坩
5.2•低真空突然抽
1.机械泵掺气阀没关
1.关闭掺气阀
不动
2.真空室门压到东西
2.检查大门密封.关门抽气时
3.并路阀(旁通阀),截
应检查大门是否压到东西或密
止阀自动关闭
封圈上有杂物
4.机械泵出问题
3.检查相应的阀门及控制阀门
5.罗茨泵出问题
的气动阀和气压
6.管道漏气
4.维修机械泵
7.机械泵上的机放阀
5.维修罗茨泵
漏气
6.维修管道
8.真空室漏气
7.更换或维修机放阀
8.按5.4步骤检漏
5.3抽气慢
1.真空室太脏,没换防
1.更换防污板或清洗真空室
污板
2.清洗扩散泵(大约一年洗一
2.扩散泵太久没洗
次)
3.扩散泵出气口挡油
3.调整挡油板
板被吸起
4.给机械泵掺气或换油
4.机械泵没掺气
5.调节真空表基准或更换真空
5.真空测量表基准不
表
准
6.检修机械泵,罗茨泵
6.机械泵,罗茨泵有冋题
4
7.真空室暴露在大气
7.尽量减少敞大气时间,玻片
时间过长或玻片未烘
应完全烘干
干
8.按5.4步骤检漏
8.漏气
54真空度低
1.真空表测量不准
1.更换真空表
2.真空规管测量口被
2.关闭咼阀,若此时真空室真
百叶窗挡住
空度比较稳定,则放气调整百
3.真空室大门没关好
叶窗的位置
4.真空泵出问题
3.用酒精注射大门密封看真空
5.管道漏气
度变化,如有变化则放气整理
6.动密封如坩埚,工
真空室门密封
转,观察窗,挡板等密
4.维修或更换真空泵
圭寸漏气
5.维修管道
7.洗机或维修时动过
6.更换或重装动密封
的部件或附近有松动
快速连续转动看真空度是否
8.堵头没装好
有较大的变化,有则是该转动
9.通了水的如坩埚,工
部动密封有问题
转,探头等地方有漏点
7.检查动过的部件及附近,确
10.高阀,低阀气缸漏
认后紧固
气
8.用酒精注射堵头,若真空度
11.金属焊缝漏
有变化则紧固或重装该堵头
9.通过用高压气来冲水管看真
空度是否有变化,有则检查水
路
10.通过开关高阀,低阀或用酒
精注射阀门确认后更换阀体或
密封圈
11.用酒精注射各焊缝来确认
是否有漏,有则补焊焊缝
6.掉
6.1.掉膜
1.真空室或玻片潮湿
1.烘烤玻片及防污板的时间要
膜问
(更换防污板后)
适当
题
2.玻片没洗干净
2.用干净的布清洗好玻片,清
3.更换新玻片,玻片上
洗时应认真仔细
有油污
3.先用洗洁精清洗干净玻片,
4.真空度低
再用清水将玻片冲洗干净
5.打火严重,造成膜厚
4.检漏
不均匀引起应力大
5.解决打火现象
6.真空室有油污
6.清洗真空室
7.蒸发速率过高
7.降低速率到合适位置
8.脱膜剂镀得过多
9.扩散泵返油造成高
阀盖及冷井处有油污
8.减少脱膜剂的厚度
9.擦洗高阀盖及冷井.给扩散
泵加热时间不能少于90分钟.
62周一掉膜严重
1.洗机时产生的一些
1.用酒精仔细擦干净真空室
且膜质不好
粉尘在抽气时飞到玻
2.延长轰击时间,防污板应彻
片上
底烘干后才装入真空室
2.洗机时的潮气及防
污板的潮气未干
7.膜
7.1.膜质发黑不亮
1.U5材料镀少了(有
1.适当增加U5厚度
质
泽
时有银灰色)
2.调节光斑和扫描频率
2.2枪光斑能量太散
3.适当减少U3厚度
(扫描频率有冋题)
4.将2枪坩埚位置移到适当位
3.U3材料镀多了(膜
置
质稀烂)
5.更换新料
4.2枪坩埚位置不合
6.检查真空度
适
5.U5材料太旧或氧化
6.真空度低
72膜发银
1.U5材料镀多了
2.跳程序或假速率造成U5材料没镀上或镀少
3.U3材料蒸发过快造
成U5没镀上或镀少
1.适当减少U5厚度
2.发现时应适当加镀一些U5,在镀2.6层时应特别注意有无此现象
3.镀U3材料时速率不要过高,镀完U3材料时应稍微停顿5秒再镀U5
7.3.膜质发硬,打
卷
1.玻片太脏
2.玻片表面光洁度差
3.U3材料镀的过少
1.仔细清洗玻片,玻片放入真空室经抽气未使用应更换或清洗后才能使用.应打扫完真空室卫生后再装玻片,减少污染
2.更换好的玻片
3.适当增加U3厚度
8.膜
厚控
制仪
8.1.晶片失效
1.晶片使用寿命已到
2.晶片压簧损坏
3.连接探头的各接触点接触不良
4.探头冷却水过小或水温过咼
5.探头挡板碰到工
1.更换好的晶片.在用超声波清洗晶片时应注意打晶片的时间及方法,延长晶片的使用寿命
2.更换晶片压簧.在取压簧时应轻拿轻放
3.整理各连接处
4.调大探头冷却水流量或开启冷冻机降水温,水温小于28度
5.调在探头挡板与工转的距离
82开始镀膜控制
仪无工作
1.程序清零
2.没选择到镀膜程
1.重新设置程序.在操作膜厚控制仪时动作不应过快,控制仪要有良好的接地
2.选择好镀膜程序.在调程序时应注意光标是否在对应的镀膜程序上
8.3.手动遥控盒不
1.连接控制仪的接头
1.接好接头
受控
没接好
2.焊好接线.在用遥控时应注
2.遥控盒上的按键的
意连线不要用力过大拉扯连线
接线脱焊
9.其
9.1.开枪镀膜时发
1.晶片被挡住
1.放气整理.关门抽气时应检
他
现膜厚仪上没速率
2.枪挡板未打开
查晶片是否被挡
显示
3.高压没开
2.修理挡板
3.打开咼压
6
4.束流控制调在手动
4.将束流控制调的自动
9.2.枪挡板打不开
1.气压不够
1.调高气压到合适位置
2.控制挡板的气动阀
2.维修或更换气动阀
坏了
3.重新装上键或螺钉
3.气缸与挡板轴的连
接键或螺钉脱落
些基础知识及注意事项和应急措施
1•膜厚控制仪
控制参数
Soakpowerl---
-预熔功率1
约为蒸发功率的
「半
Soakpower2---
-预熔功率2
也称预蒸镀功率
略小于最大功率
Maxpower----
最大功率
DepRate----
蒸发速率
FinalThk----
膜厚(波长)
Soaktime-
---预熔时间
Risetime----
功率上升时间Density---
-材料密度
检测膜厚原理
通过改变探头上晶片的频率(由于膜的蒸发改变了其重量,所以其震动频率发生变化)来计算膜厚,而探头所处的位置和工具因数的设置都影响到测试精度,探头的位置和测试
膜厚的关系如小:
(1).探头高了,测试得到的厚度<实际得到的膜厚(玻片上厚度)
(2).探头低了,测试得到的厚度>实际得到的膜厚(玻片上厚度)
(3).工具因数调高,相当于探头位置降低,所以膜厚要增加
2.膜和材料间的关系
2.1.U5吸收杂光,影响膜质和亮度.镀的过多,膜会发银;镀的过少,膜发黑,不亮泽,有银色;没镀上,则为银白
2.2.U3脱膜剂,影响膜质.镀的过多,膜质稀烂,易脱落;镀的过少,膜会打卷,发硬
2.3.SiO2决定颜色
2.4.U6基层,影响膜的鲜艳度和亮度
3.均匀性
3.1.径向均匀性:
同一玻片上部与下部的不均匀,与光斑的调节、材料的料面、坩埚转速和转向、玻片的曲率有关
3.2.重复均匀性:
同一锅膜的每一套间的不均匀,与真空度的高低、操作者看颜色有关
3.3.整体均匀性:
同一套膜四块玻片上的均匀性,与光斑的稳定性、工转的转速和蒸发速率
的匹配、真空度的高低、径向均匀性有关
4.灯丝问题
4.1.放气时要记住关灯丝电源,以免氧化灯丝
4.2.初次使用或更换新灯丝,应进行灯丝预热定型处理,以防灯丝加热过快变形.预热时,高压关闭,直接加热灯丝,缓慢加灯丝电流,由几安培加至15A时,维持3-5分钟
4.3.灯丝安装
a.灯丝不宜太高或太低:
太高会造成光斑不可调,容易打烂栅极和阳极片;太低会造成光斑能量太散,不易蒸发
b.栅极片应略低于阳极片
c.各个压块、引线的接触面应清洗干净避免造成接触不良
d.打紧螺钉时应松紧适当,太松会接触不良,太紧会造成“滑丝”
5.轰击
条件:
真空度4.0Pa到8.0Pa之间时间:
20到30分钟
轰击棒应用240#砂纸砂干净再用酒精擦一遍再装入真空室
轰击完后关闭轰击开关,取轰击棒时应带手套或用包住轰击棒以免被烫伤
6.换机械泵油
将油放干净,把出气口的盖板取下,然后取下挡油板,用布将机械泵油腔内擦干净(特别注意死角地方),擦干净后倒点新油盖住出气口开机械泵运行20秒将油放出,这样反复做两到三次,
洗干净后即可加油.加油应加到观察油窗伤两条红线之间(油加少了会造成机械泵的抽气性能下降,油加多了会造成抽气时油喷出来).油加好后将挡油板,盖板依次装好.
7.应急措施
7.1.突然停电
首先将设备总电源开关关闭(防止突然恢复电力所有用电设备工作造成电流冲击过大),然
后将所有开关复位,处在关的状态(开关弹起为关的状态),等待电力恢复
如果长时间电力无法恢复应将扩散泵电炉盘取下,用湿布放在扩散泵四周使其冷却•设备循环水关小,防止停电时间过长导致循环水无法循环使水流失
7.2.停水
首先应关闭扩散泵,将扩散泵电炉盘取下,用湿布放在扩散泵四周使扩散泵冷却关闭各阀
门及机械泵,不能让其长时间在无冷却水的状态下工作导致设备损坏
7.3.停气
气压低于0.43Mpa时阀门会自动关闭,此时应将各阀门开关复位处在关的状态(开关弹起为关).如果长时间无法恢复供气,则将扩散泵,机械泵等运作的设备关闭,关扩散泵15分钟后打开扩散泵快冷冷却扩散泵
 升级会员
升级会员 