机电一体化电气自动化机械手毕业设计.docx
《机电一体化电气自动化机械手毕业设计.docx》由会员分享,可在线阅读,更多相关《机电一体化电气自动化机械手毕业设计.docx(39页珍藏版)》请在冰点文库上搜索。
机电一体化电气自动化机械手毕业设计
3.课题任务的控制要求
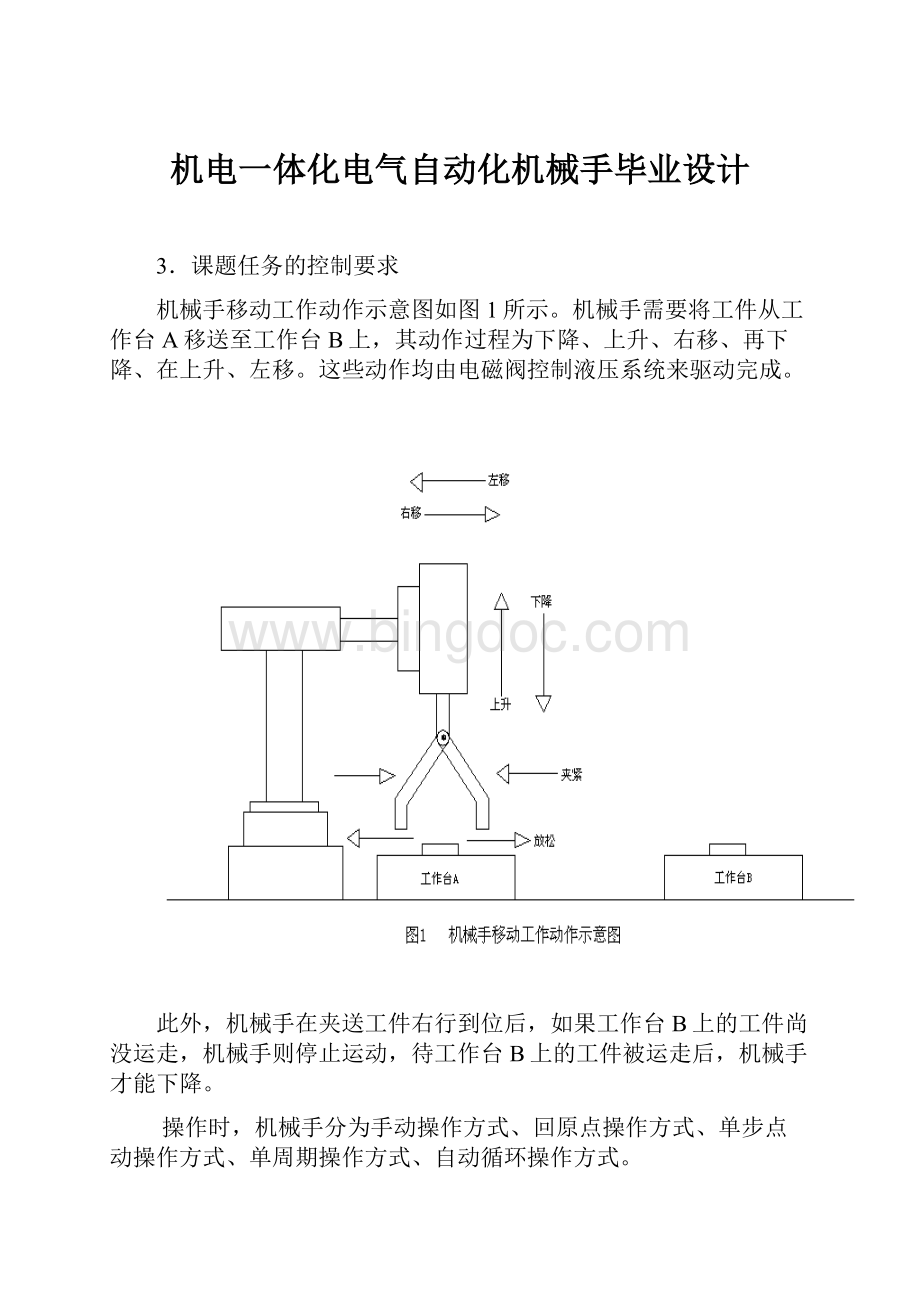
机械手移动工作动作示意图如图1所示。
机械手需要将工件从工作台A移送至工作台B上,其动作过程为下降、上升、右移、再下降、在上升、左移。
这些动作均由电磁阀控制液压系统来驱动完成。
此外,机械手在夹送工件右行到位后,如果工作台B上的工件尚没运走,机械手则停止运动,待工作台B上的工件被运走后,机械手才能下降。
操作时,机械手分为手动操作方式、回原点操作方式、单步点动操作方式、单周期操作方式、自动循环操作方式。
4.PLC外部硬件连接图
5.输入输出点地址分配
表1:
工件传送机械手的输入/输出(I/O)点分配表
输入信号
名称
代号
输入点编号
上限位行程开关
ST1
I0.0
下限位行程开关
ST2
I0.1
左限位行程开关
ST3
I0.2
右限位行程开关
ST4
I0.3
下降点动按钮
SB1
I0.4
上升点动按钮
SB2
I0.5
左移点动按钮
SB3
I0.6
右移点动按钮
SB4
I0.7
夹紧工件点动按钮
SB8
I2.1
放松工件点动按钮
SB9
I2.2
回原点点动按钮
SB5
I1.5
手动操作方法选择开关
SA1-1
I1.0
回原点操作方式选择开关
SA1-2
I1.1
单步(点动)操作方式选择开关
SA1-3
I1.2
单周期操作方式选择开关
SA1-4
I1.3
自动循环操作方式
SA1-5
I1.4
全自动启动按钮
SB6
I1.6
全自动停止按钮
SB7
I1.7
输出信号
名称
代号
输出点编号
上升电磁阀
YV1
Q0.0
下降电磁阀
YV2
Q0.1
左移电磁阀
YV3
Q0.2
右移电磁阀
YV4
Q0.3
夹紧电磁阀
YV5
Q0.4
原点指示灯
HL
Q0.5
表2:
工件传送机械手的输入/输出(I/O)点分配表
6.顺序功能图
7.梯形图程序
8.指令语句表
ORGANIZATION_BLOCK主程序:
OB1
TITLE=程序注释
BEGIN
Network1
//原点指示灯
LDI0.2
ANQ0.1
AI0.0
=Q0.5
Network2
//手动操作方式选择开关
LDI1.0
JMP1
Network3
//回原点操作方式选择开关
LDI1.1
JMP2
Network4
//单步点动操作方式选择开关
LDI1.2
JMP3
Network5
//单周期操作方式选择开关
LDI1.3
JMP4
Network6
//自动循环操作方式选择开关
LDI1.4
JMP5
Network7
//手动操作方式
LBL1
Network8
//夹紧与松开
LDI2.1
OQ0.4
ANI2.2
=Q0.4
Network9
//机械手下降
LDI0.4
ANI0.1
=Q0.1
Network10
//机械手上升
LDI0.5
ANI0.0
=Q0.0
Network11
//机械手左移
LDI0.6
ANI0.2
=Q0.3
Network12
//机械手右移
LDI0.7
ANI0.3
=Q0.2
Network13
//回原点操作方式
LBL2
Network14
//i1.5为启动按钮
LDI1.5
OM2.2
=M2.2
Network15
//机械手上升
LDNI0.1
AM2.2
=Q0.1
Network16
//机械手左移
LDNI0.3
AM2.2
=Q0.3
Network17
//松开电磁阀
LDM2.2
RQ0.4,1
Network18
//单步点动操作方式
LBL3
Network19
//i6.0为点动按钮,计数器开始计数
LDI6.0
EU
LDT37
OSM0.1
CTUC1,8
Network20
//机械手下降
LDW=C1,1
ANI0.1
=Q0.1
Network21
//机械手夹紧
LDW=C1,2
=Q0.4
Network22
//机械手上升
LDW=C1,3
ANI0.0
=Q0.0
Network23
//机械手右移
LDW=C1,4
ANI0.3
=Q0.2
Network24
//机械手下降
LDW=C1,5
ANI0.1
=Q0.1
Network25
//机械手松开
LDW=C1,6
RQ0.4,1
Network26
//机械手上升
LDW=C1,7
ANI0.1
=Q0.0
Network27
//机械手左移
LDW=C1,8
LPS
ANI0.2
=Q0.3
LPP
TONT37,100
Network28
//单周期操作方式
LBL4
Network29
LDI1.3
SS0.0,1
Network30
LSCRS0.0
Network31
//机械手下降
LDSM0.0
ANI0.1
=M1.1
Network32
//夹紧和开始计时
LDI0.1
=M1.5
TONT37,10
Network33
//跳转
LDT37
SCRTS0.1
Network34
SCRE
Network35
LSCRS0.1
Network36
//机械手上升与夹紧
LDSM0.0
LPS
ANI0.0
=M1.3
LPP
=M1.6
Network37
//计时
LDI0.0
TONT38,10
Network38
//跳转
LDT38
SCRTS0.2
Network39
SCRE
Network40
LSCRS0.2
Network41
//机械手右移与夹紧
LDSM0.0
LPS
ANI0.3
=Q0.2
LPP
=M1.7
Network42
//计时
LDI0.3
TONT39,10
Network43
//跳转
LDT39
SCRTS0.3
Network44
SCRE
Network45
LSCRS0.3
Network46
//机械手下降与夹紧
LDSM0.0
ANI2.0
ANI0.1
=M1.2
=M2.0
Network47
LDI0.1
TONT40,10
Network48
LDT40
SCRTS0.4
Network49
SCRE
Network50
LSCRS0.4
Network51
//机械手上升
LDSM0.0
ANI0.0
=M1.4
Network52
LDI0.0
TONT41,10
Network53
LDT41
SCRTS0.5
Network54
SCRE
Network55
LSCRS0.5
Network56
//机械手左移
LDSM0.0
ANI0.2
=Q0.3
Network57
SCRE
Network58
//机械手下降
LDM1.1
OM1.2
=Q0.1
Network59
//机械手上升
LDM1.3
OM1.4
=Q0.0
Network60
//机械手夹紧
LDM1.5
OM1.4
OM1.7
OM2.0
=Q0.4
Network61
LBL5
Network62
//启动自动循环操作
LDI1.6
SS0.0,1
Network63
LSCRS0.0
Network64
//机械手下降
LDSM0.0
ANI0.1
ANI1.7
=M1.1
Network65
LDI0.1
=M1.5
TONT37,10
Network66
LDT37
SCRTS0.1
Network67
SCRE
Network68
LSCRS0.1
Network69
//机械手夹紧与上升
LDSM0.0
LPS
ANI0.0
ANI1.7
=M1.3
LPP
=M1.6
Network70
LDI0.0
TONT38,10
Network71
LDT38
SCRTS0.2
Network72
SCRE
Network73
LSCRS0.2
Network74
//机械手夹紧与右移
LDSM0.0
LPS
ANI0.3
ANI1.7
=Q0.2
LPP
=M1.7
Network75
LDI0.3
TONT39,10
Network76
LDT39
SCRTS0.3
Network77
SCRE
Network78
LSCRS0.3
Network79
//机械手夹紧与下移
LDSM0.0
ANI2.0
ANI0.1
LPS
ANI1.7
=M1.2
LPP
=M2.0
Network80
LDI0.1
TONT40,10
Network81
LDT40
SCRTS0.4
Network82
SCRE
Network83
LSCRS0.4
Network84
//机械手上升
LDSM0.0
ANI0.0
ANI1.7
=M1.4
Network85
LDI0.0
TONT41,10
Network86
LDT41
SCRTS0.5
Network87
SCRE
Network88
LSCRS0.5
Network89
//机械手左移
LDSM0.0
ANI0.2
ANI1.7
=Q0.3
Network90
LDI0.2
TONT42,10
Network91
//跳转到s0.0从而实现循环执行程序
LDT42
SCRTS0.0
Network92
SCRE
Network93
//机械手下降
LDM1.1
OM1.2
=Q0.1
Network94
//机械手上升
LDM1.3
OM1.4
=Q0.0
Network95
//机械手夹紧
LDM1.5
OM1.4
OM1.7
OM2.0
=Q0.4
END_ORGANIZATION_BLOCK
SUBROUTINE_BLOCKSBR_0:
SBR0
TITLE=子程序注释
BEGIN
Network1//网络标题
//网络注释
END_SUBROUTINE_BLOCK
INTERRUPT_BLOCKINT_0:
INT0
TITLE=中断程序注释
BEGIN
Network1//网络标题
//网络注释
END_INTERRUPT_BLOCK
9.模拟调试的过程和出现问题的分析
模拟调试可以通过仿真软件来代替PLC硬件在计算机上调试程序。
如果有PLC的硬件,可以用小开关和按钮模拟PLC的实际输入信号,(如启动、停止信号)或反馈信号(如限位开关的接通或断开,)再通过输出模块上各输出位对应的指示灯,观察输出信号是否满足设计的要求。
需要模拟量信号I/O时,可用电位器和万用表配合进行。
在编程软件中可以用状态图或状态图表监视程序的运行或强制某些编程元件。
硬件部分的模拟调试主要是对控制柜或操作台的接线进行测试。
可在操作台的接线端子上模拟PLC外部的开关量输入信号,或操作按钮的指令开关,观察对应PLC输入点的状态。
用编程软件将输出点强制ON/OFF,观察对应的控制柜内PLC负载(指示灯、接触器等)的动作是否正赏,或对应的接续线端子上的输出信号的状态变化是否正确。
联机调试时,把编制好的程序下载到现场的PLC中。
调试时,主电路一定要断电,只对控制电路进行联机调试。
通过现场的联机调试,还会发现新的问题或对某些控制功能的改进。
10.调试程序所用的试验设备
a.XX天煌教学仪器公司的THSMS-B、THSMS-C型实验设备,该设备核心是S7-200。
b.PC/PPI编程电缆一根。
c.安装了STEP-7micro/win32编程软件的计算机一台。
d.锁紧导线若干。
11.毕业设计的体会
通过这次毕业设计使我明白了自己原来知识还比较欠缺。
自己要学习的东西还太多,以前老是觉得自己什么东西都会,什么东西都懂,有点眼高手低。
通过这次毕业设计,我才明白学习是一个长期积累的过程,在以后的工作、生活中都应该不断的学习,努力提高自己知识和综合素质。
在这次毕业设计中也使我们的同学关系更进一步了,同学之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法对我们更好的理解知识,所以在这里非常感谢帮助我的同学。
我的心得也就这么多了,总之,不管学会的还是学不会的的确觉得困难比较多,真是万事开头难,不知道如何入手。
最后终于做完了有种如释重负的感觉。
此外,还得出一个结论:
知识必须通过应用才能实现其价值!
有些东西以为学会了,但真正到用的时候才发现是两回事,所以我认为只有到真正会用的时候才是真的学会了。
在设计过程中,我通过查阅大量有关资料,与同学交流经验和自学,并向老师请教等方式,使自己学到了不少知识,也经历了不少艰辛,但收获同样巨大。
在整个设计中我懂得了许多东西,也培养了我独立工作的能力,树立了对自己工作能力的信心,相信会对今后的学习工作生活有非常重要的影响。
而且大大提高了动手的能力,使我充分体会到了在创造过程中探索的艰难和成功时的喜悦。
虽然这个设计做的也不太好,但是在设计过程中所学到的东西是这次毕业设计的最大收获和财富,使我终身受益。
12.参考文献
[1]PLC基础及应用 廖常初主编,机械工业,2004
[2]PLC可编程控制器实验系统——实验指导书林信元,常熟市教学仪器厂
[3]三菱PLC资料 可从工控网.meau.下载
[4]工厂电气控制设备 X延英任志锦主编,中国轻工业,1993
[5]简明维修电工手册 机械工业,1993
 升级会员
升级会员 