湖南文理学院左臂壳体课程设计工艺过程卡.docx
《湖南文理学院左臂壳体课程设计工艺过程卡.docx》由会员分享,可在线阅读,更多相关《湖南文理学院左臂壳体课程设计工艺过程卡.docx(23页珍藏版)》请在冰点文库上搜索。
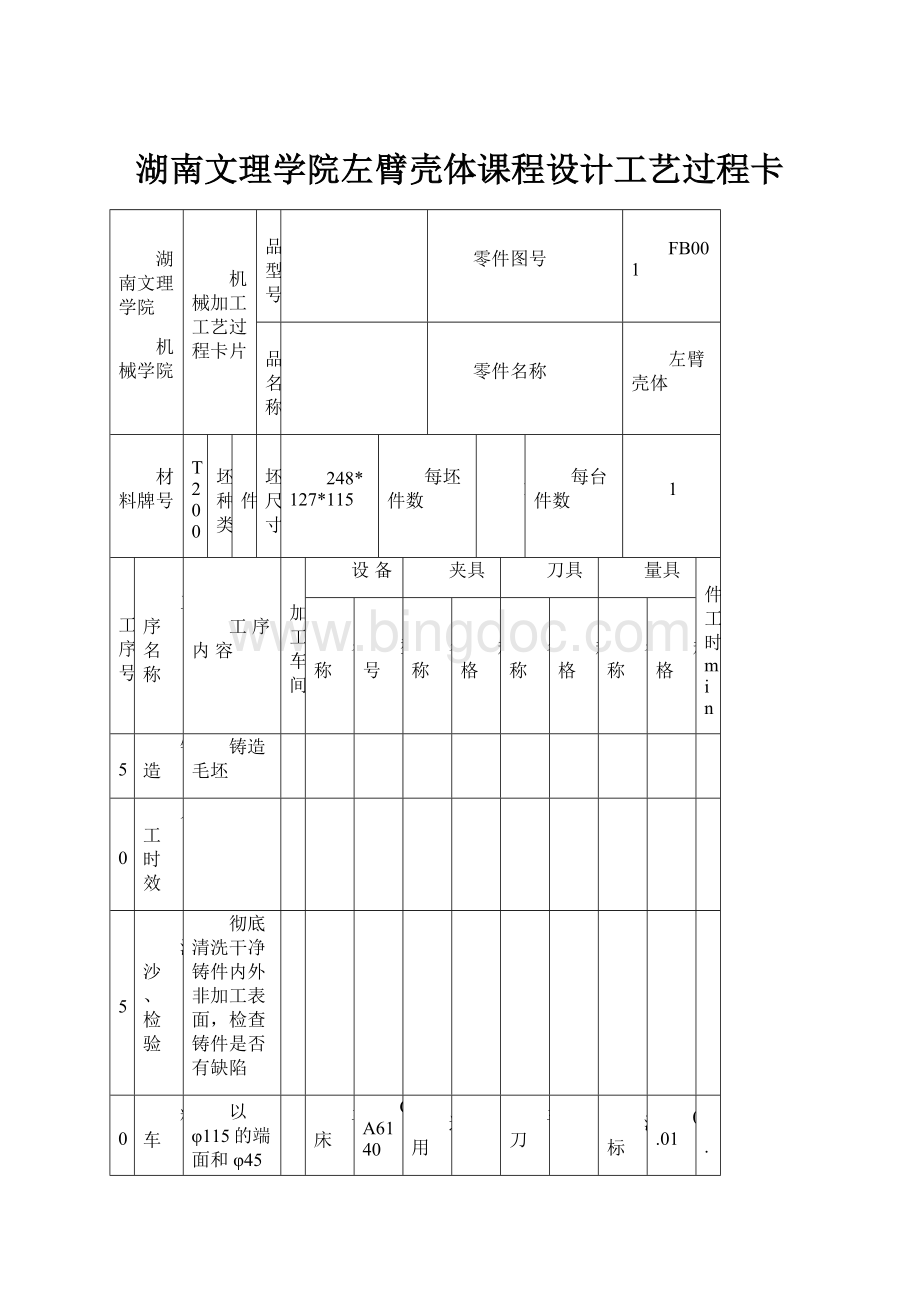
湖南文理学院左臂壳体课程设计工艺过程卡
湖南文理学院
机械学院
机械加工工艺过程卡片
产品型号
零件图号
FB001
产品名称
零件名称
左臂壳体
材料牌号
HT200
毛坯种类
铸件
毛坯尺寸
248*127*115
每坯件数
1
每台件数
1
工序号
工序名称
工序内容
加工车间
设备
夹具
刀具
量具
单件工时min
名称
型号
名称
规格
名称
规格
名称
规格
05
铸造
铸造毛坯
热
10
人工时效
热
15
清沙、检验
彻底清洗干净铸件内外非加工表面,检查铸件是否有缺陷
20
粗车
以φ115的端面和φ45的孔作为定位基准进行的定位,粗车右端φ95的左端面、右端面和φ80右端面、外圆。
金
车床
CA6140
通用夹具
车刀
游标卡尺
0.01
0.42
25
钻、铰
以φ95的右端面和φ80的外圆进行定位基准进行的定位,在φ95的端面钻φ7的孔并半精铰孔到φ8。
金
钻床
Z550
专用夹具
麻花钻
游标卡尺
0.01
0.48
30
钻
以加工后的φ8的孔和φ80的外圆进行定位基准进行的定位,钻4xφ13的孔。
金
钻床
Z550
专用夹具
麻花钻
游标卡尺
0.01
0.16
35
粗车
以加工后φ95的端面和φ80的外圆作为定位基准进行定位,粗车φ115的右端面、左端面和φ72的左端面、外圆。
金
车床
CA6140
专用夹具
车刀
游标卡尺
0.01
0.67
40
半精车
以加工后φ115的端面和φ72的外圆作为定位基准进行定位,半精车φ95的右端面,半精车φ80的外圆。
金
车床
CA6140
通用夹具
车刀
游标卡尺
0.01
0.13
45
半精车、精车
以加工后φ95的端面和φ80的外圆作为定位基准进行定位,半精车、精车φ72的外圆。
金
车床
CA6140专用夹具
专用夹具
车刀
游标卡尺
0.01
0.15
设计者
曹永威
指导老师
肖伟跃
共2页
第1页
湖南文理学院
机械学院
机械加工工艺过程卡片
产品型号
零件图号
FB001
产品名称
零件名称
左臂壳体
材料牌号
HT200
毛坯种类
铸件
毛坯尺寸
248*127*115
每坯件数
1
每台件数
1
工序号
工序
名称
工序内容
加工
车间
设备
夹具
刀具
量具
单件工时
(min)
名称
型号
名称
规格
名称
规格
名称
规格
50
粗车、半精车、精车、倒角
以加工后φ115的端面和φ72的外圆作为定位基准进行定位,精车φ80的外圆,并倒角;粗、半精车,精车φ52的孔并倒角;粗车,半精车φ52孔的左端面并倒角
金
车床
CA6140
专用夹具
车刀
通用夹具
游标卡尺
0.01
0.78
55
钻、铰
以加工后φ8的孔、φ72的外圆和φ115的端面作为定位基准进行定位,钻4*φ13的孔,钻φ7的孔,半精铰至φ8
金
车床
Z550
专用夹具
麻花钻
专用夹具
游标卡尺
0.01
0.41
60
去毛刺
去除毛刺
钳
锉刀
65
终检
按图纸要求全部检验
设计者
曹永威
指导教师
肖伟跃
共2页
第2页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
20
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
粗车
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
车床`
CA6140
专用车夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
粗车右端φ95的左端面、右端面
车刀
游标卡尺
2.5
1
0.3
0.3
160
47.37
0.33
2
粗车φ80右端面、外圆
车刀
游标卡尺
2.5
1
0.3
0.3
320
1.3
0.4
设计者
曹永威
指导教师
肖伟跃
共10页
第1页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
25
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
钻
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
普通乳化液
名称
型号
夹具名称及编号
辅助工具
钻床`
Z550
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
以φ95的右端面和φ80的外圆进行定位基准进行的定位,在φ95的端面钻φ7的孔。
麻花钻
游标卡尺
1
0.25
1400
40
0.06
2
半精铰孔到φ8
麻花钻
游标卡尺
1
0.19
351
8.82
0.315
设计者
曹永威
指导教师
肖伟跃
共10页
第2页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
30
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
钻
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
普通乳化液
名称
型号
夹具名称及编号
辅助工具
钻床`
Z550
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
以加工后的φ8的孔和φ80的外圆进行定位基准进行的定位,钻4xφ13的孔。
麻花钻
游标卡尺
1
0.4
1400
35.2
0.164
设计者
曹永威
指导教师
肖伟跃
共10页
第3页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
35
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
粗车
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
车床`
CA6140
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
以加工后φ95的端面和φ80的外圆作为定位基准进行定位,粗车φ115的右端面、左端面
车刀
游标卡尺
2.5
1
2.5
0.8
147
57.78
0.45
2
以加工后φ95的端面和φ80的外圆作为定位基准进行定位粗车φ72的左端面、外圆。
车刀
游标卡尺
20.5
5
2.5
0.7
144
57.8
0.223
设计者
曹永威
指导教师
肖伟跃
共10页
第4页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
40
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
半精车
(
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
车床`
CA6140
专用车夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
以加工后φ115的端面和φ72的外圆作为定位基准进行定位,半精车φ95的右端面。
车刀
游标卡尺
1.5
1
1.5
0.3
268.55
74.6
0.087
2
以加工后φ115的端面和φ72的外圆作为定位基准进行定位,半精车φ80的外圆。
车刀
游标卡尺
0.75
1
1.5
0.5
320
82.4
0.0375
设计者
曹永威
指导教师
肖伟跃
共10页
第5页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
45
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
半精车,精车
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
`车床
CA6140
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
以加工后φ95的端面和φ80的外圆作为定位基准进行定位,半精车φ72的外圆
车刀
游标卡尺
0.75
1
0.75
0.5
320
72.38
0.031
2
以加工后φ95的端面和φ80的外圆作为定位基准进行定位精车φ72的外圆。
车刀
游标卡尺
0.25
1
0.25
0.06
710
157.25
0.117
设计者
曹永威
指导教师
肖伟跃
共10页
第6页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
50
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
精车
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
`车床
CA6140
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
精车φ80的外圆,并倒角;粗、
车刀
游标卡尺
0.25
1
0.25
0.06
560
144.15
0.175
2
精车φ52的孔
车刀
游标卡尺
2.5
1
2.5
0.45
500
70.68
0.049
3
半精车φ52的外圆
车刀
游标卡尺
0.75
1
0.75
0.5
500
78.54
0.044
设计者
曹永威
指导教师
肖伟跃
共10页
第7页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
50
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
精车
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
`车床
CA6140
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
4
精车φ52的孔
车刀
游标卡尺
0.25
1
0.25
0.06
900
145.6
0.19
5
粗车φ52的左端面
车刀
游标卡尺
1.8
1
1.8
0.45
320
52.28
0.18
6
半精车φ52的左端面
车刀
游标卡尺
1.2
1
1.2
0.35
500
89.85
0.149
设计者
曹永威
指导教师
肖伟跃
共10页
第8页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
55
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
钻,半精铰
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
`钻床
Z550
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
以加工后φ8的孔、φ72的外圆和φ115的端面作为定位基准进行定位,钻4*φ13的孔
麻花钻
游标卡尺
1
0.4
1400
35.2
0.04
以加工后φ8的孔、φ72的外圆和φ115的端面作为定位基准进行定位,钻φ7的孔。
麻花钻
游标卡尺
1
0.25
1400
34.3
0.06
半精铰至φ8
麻花钻
游标卡尺
1
0.19
351
8.82
0.315
设计者
曹永威
指导教师
肖伟跃
共10页
第9页
湖南文理学院
机械学院
机械加工工序卡片
产品型号
零件图号
FB001
工序号
60
产品名称
左臂壳体
零件名称
左臂壳体
工序名称
去毛刺
材料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
HB160
加工车间
切削液
设备
金
名称
型号
夹具名称及编号
辅助工具
`
专用夹具
更改内容
工序号
工步内容
刀具
量具
走刀长度
(mm)
单边余量
(mm)
走刀次数
背吃刀量
(mm)
进给量
(mm/r或
mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
去毛刺
锉刀
设计者
曹永威
指导教师
肖伟跃
共10页
第10页
 升级会员
升级会员 