AVES评价基准BD车体Word格式.docx
《AVES评价基准BD车体Word格式.docx》由会员分享,可在线阅读,更多相关《AVES评价基准BD车体Word格式.docx(58页珍藏版)》请在冰点文库上搜索。
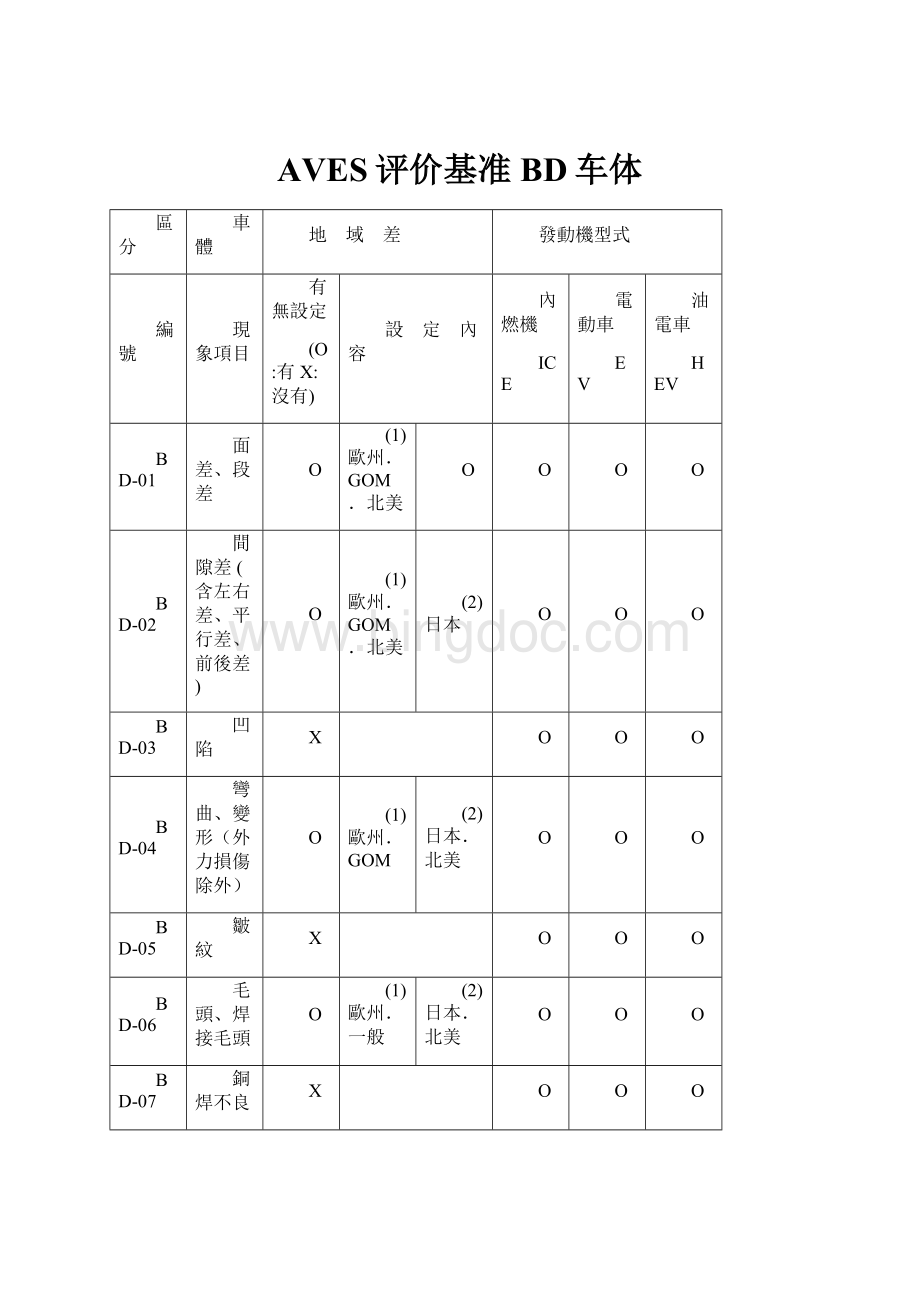
(1)歐州.GOM
(2)日本.北美
BD-05
皺紋
BD-06
毛頭、焊接毛頭
(1)歐州.一般
BD-07
銅焊不良
BD-08
焊孔凹
BD-09
點焊溶接痕跡、焊道
BD-10
後視鏡振動
BD-11
車体的傾斜
BD-12
飛濺噪音(水灘)
BD-13
飛濺噪音(石頭)
BD-14
磨痕、銼痕、砂低痕
BD-15
異品、欠品
BD-16
溶接飛濺
BD-17
凸起
BD-18
剛性不足
BD-19
固定鎖付不良
BD-20
RV/CV車後木床與車頭之面差(左右差)
BD-21
車體打刻不良(打刻標示、號碼)
BD-XX
其它車體不良
10
'
11/01/01
AVES評價基準書
歐洲.GOM.北美
變更號碼
日期
變更記事
區分
項目編號
檢
出
方
法
評價條件、評價程序、評價項目
注意點
BD-01-1
1)在目視看得到的範圍用手觸摸來進行評價。
‧以抹布擦拭車身的姿勢。
‧從正面和側面評價。
‧後箱蓋、各門板、引擎蓋、加油蓋須在完全關閉狀態下評價。
2)從1~3m距離站立的姿勢進行評價。
‧從正面、側面評價。
判
定
基
準
等
級
判定基準
判定之依據
包括左右差(單位:
㎜)
1級面
2級面
3級面
V1
X>3㎜
X>4.㎜
X>5㎜
‧客戶如發現2~3mm的明顯較差,面差時將會要求經銷商改善。
V2
2≦X≦3㎜
2.5≦X≦4㎜
4≦X≦5㎜
V3
X<2㎜
X<2.5㎜
X<4㎜
1)從顏色或形狀看到的小差異,判定基準降1等級。
2)要蹲下才看的出來時,判定基準降1等級。
市
場
情
報
‧客戶對目視高度之位置的門框門SASH有明顯段差(2~3mm),將要求經銷商修改。
‧客戶對門板面差2~3mm程度,看起來像半個門板時,將要求經銷商修改。
‧門板造型線與葉子板後差2~3mm。
‧右側前後門關閉狀態時,前後段差3mm以上。
列入並實施工程重點確認項目。
‧右側前門比前葉子板超出外側2mm列入並實施工程重點確認項目。
‧行李箱左後側與後葉子板段差5mm。
‧貨車之駕駛室與後車頭之壓線段差、面差。
約10mm。
日本
X>2.5㎜
X>3.㎜
X>4㎜
1.5≦X≦2.5㎜
3≦X≦4㎜
X<1.5㎜
X<2㎜
X<3㎜
11/01/01
歐州.GOM.北美
BD-02-1
1)從1~3m距離站立的姿勢進行評價。
‧行李箱蓋、各門板、引擎蓋及加油蓋評價時須完全關閉。
‧前、後、側面須全部評價。
尺寸差
外觀
‧3倍
‧4倍
‧5倍
‧看得見內裝物或閃亮物。
‧2倍
‧稍微看得見內裝物或閃亮物。
‧明顯的間隙左右差在2倍時會令客戶抱怨。
‧客戶抱怨後柱與後門間隙在2倍以上。
‧不到2倍
‧一點點看得見內裝物或閃亮物。
2)介於1級面和2級面中間之間隙,適用於1級面的判定基準。
3)引蓋周邊的隙差若一眼可見,即使未達2倍差,判定基準亦升一等級。
‧車頂與門框(SASH)的間隙左右不同
‧行李箱左右間隙不一致,工場須徹底作業。
‧引擎箱蓋左右間隙有偏移,偏右邊。
‧從後面看時右側車門空隙不平均。
‧行李與車體間隙間格不同。
‧前車門間隙左右不同。
1≦X<2㎜
2≦X<3㎜
3≦X<4㎜
‘11/01/01
一般
BD-03-1
1)在目視看得到的範圍同時用手觸摸來進行評價。
‧以抹布擦拭車身的姿勢進行評價。
‧從正面和側面評價。
‧引擎蓋、車門、行李箱蓋、天窗、加油蓋內側及打開處都進行評價。
‧從正面、側面評價。
‧正面明顯看到的所有凹陷。
‧斜面方向看得到X>10mmφ凹陷。
‧斜面方向看得到X>15mmφ凹陷。
‧正面明顯清楚看到的所有凹陷。
‧從斜面方向可看得到X>30mmφ的凹陷。
‧可明顯清楚看到,會擔心的所有凹陷。
‧客戶交車時如果發現凹陷面積達10mm(1級面)時,一定會要求經銷商修改。
‧斜面方向看得到3≦X≦10mmφ凹陷。
‧斜面方向看得到5≦X≦15mmφ凹陷。
‧從斜面方向可看得到15≦X≦30mmφ的凹陷。
‧從正面看明顯清楚的凹陷。
‧從斜面方向可看得到X≧30mmφ的凹陷。
‧只有斜面方向看得到X<3mmφ凹陷。
‧只有斜面方向看得到X<5mmφ凹陷。
‧從斜面方向可看得到X<15mmφ的凹陷。
‧從斜面方向可看得到15≦X<30mmφ的凹陷。
1)物品陰暗難以判定的部位依上列基準降1級判定。
2)同一部位如相同的現象歸納的同一現象判定。
3)判定基準記載的面積含同等面積。
4)以陽光下或陰暗處較差一方作判定。
‧引擎蓋前端部有凹陷。
‧天窗附近凹凸不平。
‧車頂因車體弱而凹陷。
請想辦法。
‧車頂有凹陷,經銷商確認過。
‧車頂以斜眼看會發線兩側溝內側如波浪起伏。
‧依視覺角度不同看得到車頂凹陷。
‧車頂凹陷及彎曲。
歐洲‧GOM
彎曲變形(外力損傷除外)
BD-04-1
1)在目視看得到的範圍同時用手觸摸來進行評價。
‧以抹布擦拭車身的姿勢進行評價。
‧引擎蓋、車門、行李箱蓋、天窗、加油蓋內側及打開處都進行評價。
從正面、側面評價。
這個基準適用於因車體組立時所造成的變形歪:
如刻印、車門內鈑邊緣等。
3級面
‧在光線下有很明顯的大面積變形及小面積的多處變形。
‧在光線下有很明顯面積非常大的變形及多處變形。
-
‧在光線下有小面積的變形。
‧在光線下有很明顯面積非常大的變形及多處變形。
‧客戶向經銷商抱怨彎曲變形50~80mm(車門裝飾線)有凹陷情形。
‧在光線下有非常小的面積稍微變形。
‧在光線下有小面積的變形。
1)內板面判定基準降一等級。
2)在太陽下與陰影下評價,取最差的狀況。
3)對於只有在彎下身或傾斜身體位置才能見的彎曲變形,判定基準降一等級。
‧後門左右腰線部(護條或造型線)全部凹陷變形,修改模具表面。
‧左右車頂鈑件歪斜變形。
‧車體外板彎曲多在右、左邊,特別在右側蓋周圍等。
‧切鐵板時所產生的「鐵屑」沒有去除就直接塗裝。
‧從左右後方來的車體線有歪斜變形。
‧側板後部位彎曲大(無法維修)。
日本‧北美
BD-05-1
1)在目視看得到的範圍用手觸摸來進行評價。
‧稍大的單一皺紋
‧小的連續(波狀)皺紋
‧大的單一皺紋
‧連續稍大單一(波狀)皺紋
-
‧小的單一皺紋
‧微小連續(波狀)皺紋
‧稍大單一皺紋
‧微小的單一皺紋
‧細微連續(波狀)皺紋
歐州.一般
BD-06-1
1)以手觸摸目視範圍進行評價。
‧以布擦車的姿勢進行評價。
‧引擎室內作日常點檢時會觸摸的範圍(3級面)作評價。
‧行李箱內以確認備胎,千斤頂鬆脫的狀態下之範圍,需用手觸摸進行評價。
(無裝飾之鈑面範圍所露出全部鈑件亦列入評價)
‧車體凸緣部要對千斤頂支撐部附近行評價。
‧明顯會導致受傷的凸起物。
‧一觸摸尖銳(刀緣狀)毛頭,即導致割傷。
‧客戶在清洗車子或使用車子時,如被毛頭割到受傷時,一定會抱怨。
‧觸摸即有受傷之虞。
‧感覺到凸起物。
1)不須直接用手觸摸的部位,判定基準降1級。
‧車身點焊溶接後仍殘留著的毛頭。
‧天窗周圍有點焊毛頭。
有受傷危險性。
‧後座席車門軌部份有毛頭。
手差點被切到。
‧鐵板切斷面毛頭。
‧左軌道上端的車體有毛頭,很尖銳(手被勾到好像要被切斷一樣)。
‧右軌側有毛頭。
(指頭割到)。
‧洗車時受傷。
(毛頭突出)。
日本.北美
‧觸摸即有受傷之虞。
‧上述以外
BD-07-1
銅焊不良(含鈑件搭接處)
1、2級面
4級面
‧從正面、側面看去時,很清楚的可以看到接合部的段差(線)有凹凸不平的現象。
(明顯)
-
-
‧從正面、側面看去時,可以看到接合部的段差(線)有凹凸不平現象。
(稍為明顯)
‧後柱凹陷過於明顯的話會造成客戶抱怨。
‧從正面看去看不到;
但是從側面看去稍為看到接合部的段差(線)有凹凸不平的現象(不明顯)
(稍為明顯)
‧從正面、側面看去時,很清楚的可以看到接合部的段差(線)有凹凸不平的現象。
(明顯)
‧車身外圍後柱之RR支桿接合線最為顯著不良(後柱陷入與門之間的間隙內)。
)
‧RR支桿上面有線條痕述和凹陷。
‧滑動門上車身接合處有凹陷。
焊孔凹(銅焊孔、點焊孔、鈑金孔、錫焊孔)
BD-08-1
‧直徑X>0.5mm
‧直徑X>1mm
‧直徑X>2mm
‧顧客無法忍受外板面有焊孔凹。
‧直徑X≦0.5mm
‧直
 升级会员
升级会员 