双螺杆挤出机调试技术总结教学内容.docx
《双螺杆挤出机调试技术总结教学内容.docx》由会员分享,可在线阅读,更多相关《双螺杆挤出机调试技术总结教学内容.docx(13页珍藏版)》请在冰点文库上搜索。
双螺杆挤出机调试技术总结教学内容
双螺杆挤出压片机调试技术
杭州中策橡胶有限公司唐国庆
概论:
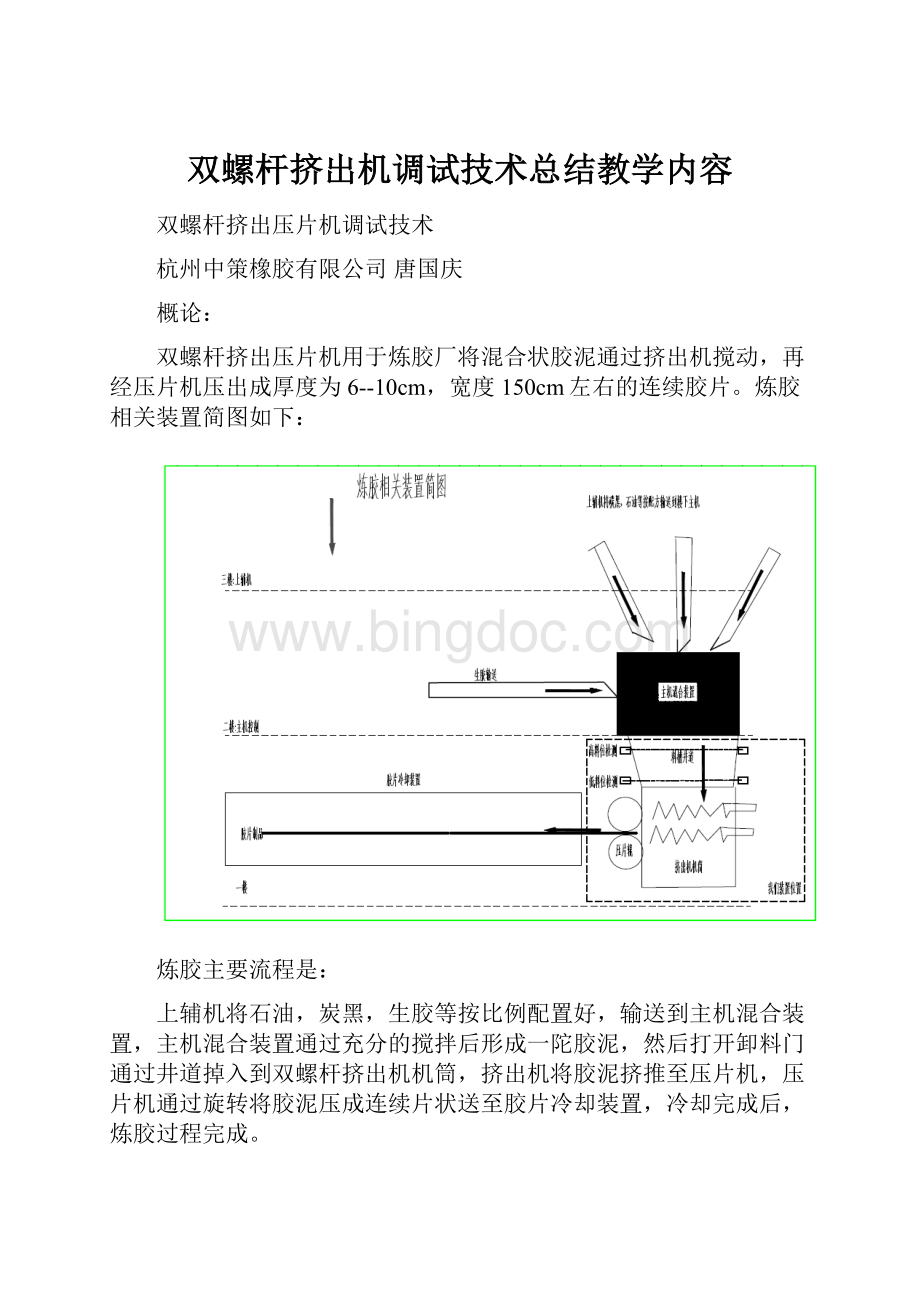
双螺杆挤出压片机用于炼胶厂将混合状胶泥通过挤出机搅动,再经压片机压出成厚度为6--10cm,宽度150cm左右的连续胶片。
炼胶相关装置简图如下:
炼胶主要流程是:
上辅机将石油,炭黑,生胶等按比例配置好,输送到主机混合装置,主机混合装置通过充分的搅拌后形成一陀胶泥,然后打开卸料门通过井道掉入到双螺杆挤出机机筒,挤出机将胶泥挤推至压片机,压片机通过旋转将胶泥压成连续片状送至胶片冷却装置,冷却完成后,炼胶过程完成。
其在生产应用中对制品主要技术指标是:
1.厚度是否能够达到规定值;厚度调节是通过调节压片机上辊筒来改变辊距实现。
2.压出面两边厚度是否一样,边角是否整齐。
若两边厚度不一致,可以卸开两个辊之间传动轴的联轴器,将其中一个辊提高到两个辊距相同时,再连接好联轴器。
若边角不整齐,可能导胶板磨损(一般新机器没有该现象,用过一段时间会有该现象,)此时需要钳工打磨导胶板。
有关辊距控制要点:
A.为避免损坏设备,在压片运转时,是不可以进行辊距调节的,此在程序里必须限制住。
B.辊距速度有高低速度两档,一般设置高速档设置50HZ,低速档20HZ,在拉开辊距采用高速档,减少辊距时,两辊距离少于5cm左右时切换为低速档。
C.在辊筒上下限有辊距限位行程开关,以防止损坏压辊。
最小限位行程调节的要点是使上辊筒与导胶板之间间隙不少于0.35毫米,不大于0.55毫米为最佳。
此必须使用塞尺来检测。
D.下辊筒与导胶板间隙在出厂时一般已经调节好,但是在现场仍需检查核对,不少于0.35毫米,不大于0.55毫米。
若间隙过大则产生漏胶,此时必须在下辊底座垫入薄铜片;过小则容易将辊筒磨坏,此时必须将下辊筒底座拆下磨掉部分。
挤出机压片机控制调试控制流程:
一般我们挤出机及压片机的驱动柜放在离机械较远的低压配电间,PLC控制柜放在机械侧前方,两者距离较远,通过电缆连接。
所以为避免电气布线所产生的干扰,强弱电缆必须分开布线,弱电必须采用屏蔽电缆并做好接地。
通电调试时首先检查机台接线及柜体之间的接线,特别检查强电与弱电之间是否短路连通,特别注意要检查挤出机料筒是否有杂物会损坏螺杆,检查无误后方可以上电。
为更清楚看到机筒情况,应通过手动控制变频器将上辊筒抬起,最初几次提升辊筒时因为摩擦系数较高,变频器电流可能很大,一般多运行几次即可正常。
若情况仍然存在,可将变频器参数P14改为2,改变负荷类型。
挤出机压片机初次运行,必须安排一人在机器旁看护安全,以免误伤施工人员。
在驱动柜那边用内控状态下由驱动柜上按钮启动机械,两人必须保持通讯联络以确保安全。
在确认挤出压片机在内控状态下运转正常后,可以切换到外控状态,调试人员可以逐步完善PLC程序进行外部控制。
设备安全相关:
挤出压片装置安全装置有急停装置及保护性装置组成。
在压片辊前端有一急停拉绳开关,在料槽门上有一行程开关检测门是否关闭,在控制柜门上有一急停按钮。
任何一个急停装置被触发后,所有运转设备必须停止输出,并发出报警声,急停装置复位后,必须需要重新启动各控制按钮,设备才允许运转。
设备正常生产时控制流程:
设备生产时,操作人员首先根据工艺要求调节好辊距(辊距显示在触摸屏上,特别注意,辊距显示是两辊间距,由于橡胶有弹性,实际制品出来后,厚度会比辊距大一倍左右。
)。
然后启动挤出机及压片机的风机油泵按钮,控制柜向驱动柜发送风机油泵启动信号,待检测到风压及油压正常后,再启动压片机及挤出机主机。
在手动状态下,挤出机及压片机速度通过其各自速度控制按钮控制速度,在设备每次运行的开始几车胶料,因为机筒里有主机漏下的机油,会使挤出机电流相当小,所以最好采用手动。
待设备运转正常后,可切换到自动运行状态。
自动运行时,挤出机速度通过速比由压片机提供,只需调节压片机速度及速比即可以调节挤出机速度。
在挤出机及压片机电流低于有胶判断电流值时,压片机停止速度输出,挤出机以3—5转/分的速度运转,待主机胶料落下后,挤出机电流慢慢增加到大于有胶判断值时,压片机和挤出机恢复到给定速度状态。
所以如何在程序里设定的有胶判断的界定值相当重要,需要经过现场多次测试来设置该值。
若值设置过大,则从无胶转换到有胶的判断时间很长,影响工作效率,若值设置过小,则机筒内留的胶料太少,压出胶料容易断不连贯。
挤出压片机与其它设备的联络。
挤出压片机是整个生产线链条的中间环节,其接受主机提供的团状胶泥,输送给胶片冷却装置(也称凉皮机)胶片。
所以其需要与主机及凉皮机进行状态联络。
具体如下;
1.在挤出机停机时,需要将停机状态同时送给主机及上辅机开关信号,提醒主机不要打开其卸料门再往下输送胶料,提示上辅机不要再往主机配送原料;在运行中,若料槽井筒胶料堆积超过高料位信号,则输出高料位继电器,其作用也是提示主机不要打开其卸料门再往下输送胶料,提示上辅机不要再往主机配送原料。
此可统称阻料信号。
2.在挤出机及压片机运行正常时,输出本机及上辅机准备好信号,提示其挤出压片装置一切正常,可以正常生产;
3.联络主机按钮主要用于挤出压片机与主机操作人员通过电铃联络,可以不进入PLC系统、。
4.与胶片冷却装置的联络主要在凉皮机故障时发出一个停机信号给挤出压片装置。
具体实际使用中,在凉皮机切换在联动状态时,其停机时发出该信号,挤出压片装置在接到其信号后,切换到暂停状态,仅仅停止速度输出。
在凉皮机停机信号解除后,再自动解除暂停状态。
凉皮机在联动状态下,其速度跟随挤出压片装置的压片机速度,其线速应该与压片机外辊线速度一致,所以压片机速度输出值0---10V,要通过屏蔽电缆与凉皮机相连。
(此处注意,先要问清凉皮机厂家其速度控制是0—10V,还是0—5V,或4—20MA,以保证压片机速度与之匹配。
)
微波料位计调试参数:
料位计安装角度必须一致或180°。
为防止油污及炭黑落入电路板,进线孔应该向下。
装置设置开关设置。
(二)创业优势分析调节是,先用一片胶片挡住料位开关之间,若灵敏度过高则判断挡住了,有信号输出,显示红灯,通过调节灵敏度电位器使红灯灭,再用两片胶挡住这对料位开关间,调节电位器使之达到判断的临界值。
如此调节是为减少料位计的误判断。
(六)DIY手工艺品的“创作交流性”
程序例解:
(2)缺乏经营经验以杭州中策橡胶双螺杆项目为例。
首先在PLC参数建立模块信息及定义I/O输入输出地址。
四、影响的宏观环境分析定义模拟量控制模块的输入输出规范化,开关定义的意义参照对应模块说明书。
因为PLC需要通过串口与触摸屏通讯,所以需定义其通讯参数
营销环境信息收集索引然后编制程序。
可以在程序开始编制模拟量模块的初始化程序,定义模块插槽及通道对应的数据寄存器。
程序意义参考模块说明书。
因为三菱系列程序篇幅较长,可以在程序里插入注解或声明来将程序分段。
PLC程序设计完成后,再设计触摸屏程序。
民族性手工艺品。
在饰品店里,墙上挂满了各式各样的小饰品,有最普通的玉制项链、珍珠手链,也有特别一点如景泰蓝的手机挂坠、中国结的耳坠,甚至还有具有浓郁的异域风情的藏族饰品。
触摸屏目前采用了F940及GT1000系列,在下载程序前需下载基本OS。
两者通讯手段稍有区别。
F940触摸屏与PC连接采用九孔串口接头,两接头接线如下。
2---3,3---2,4--6,8短接6,8----4。
F940与PLC连接采用Q系列串口编程电缆。
在连接PLC与连接PC进行转换时,需更改触摸屏里通讯串口设置。
朋友推荐□宣传广告□逛街时发现的□上网□Gt1000系列与PLC通讯时注意,其编程软件下载时,下载连接机器的基本设置后,串口已经分配给与PLC通讯,再下载程序需要从面板上的USB接口传送。
综上所述,DIY手工艺品市场致所以受到认可、欢迎的原因就在于此。
我们认为:
这一市场的消费需求的容量是极大的,具有很大的发展潜力,我们的这一创业项目具有成功的前提。
400-500元1326%项目调试完成后,须将最终程序与图纸及各智能控制装置修改过的参数进行统计归档移交用户,并对用户操作人员及维护人员进行技术培训,做好培训及资料移交记录。
(三)DIY手工艺品的“自助化”
 升级会员
升级会员 