木制品生产工艺学家具课程设计讲解.docx
《木制品生产工艺学家具课程设计讲解.docx》由会员分享,可在线阅读,更多相关《木制品生产工艺学家具课程设计讲解.docx(28页珍藏版)》请在冰点文库上搜索。
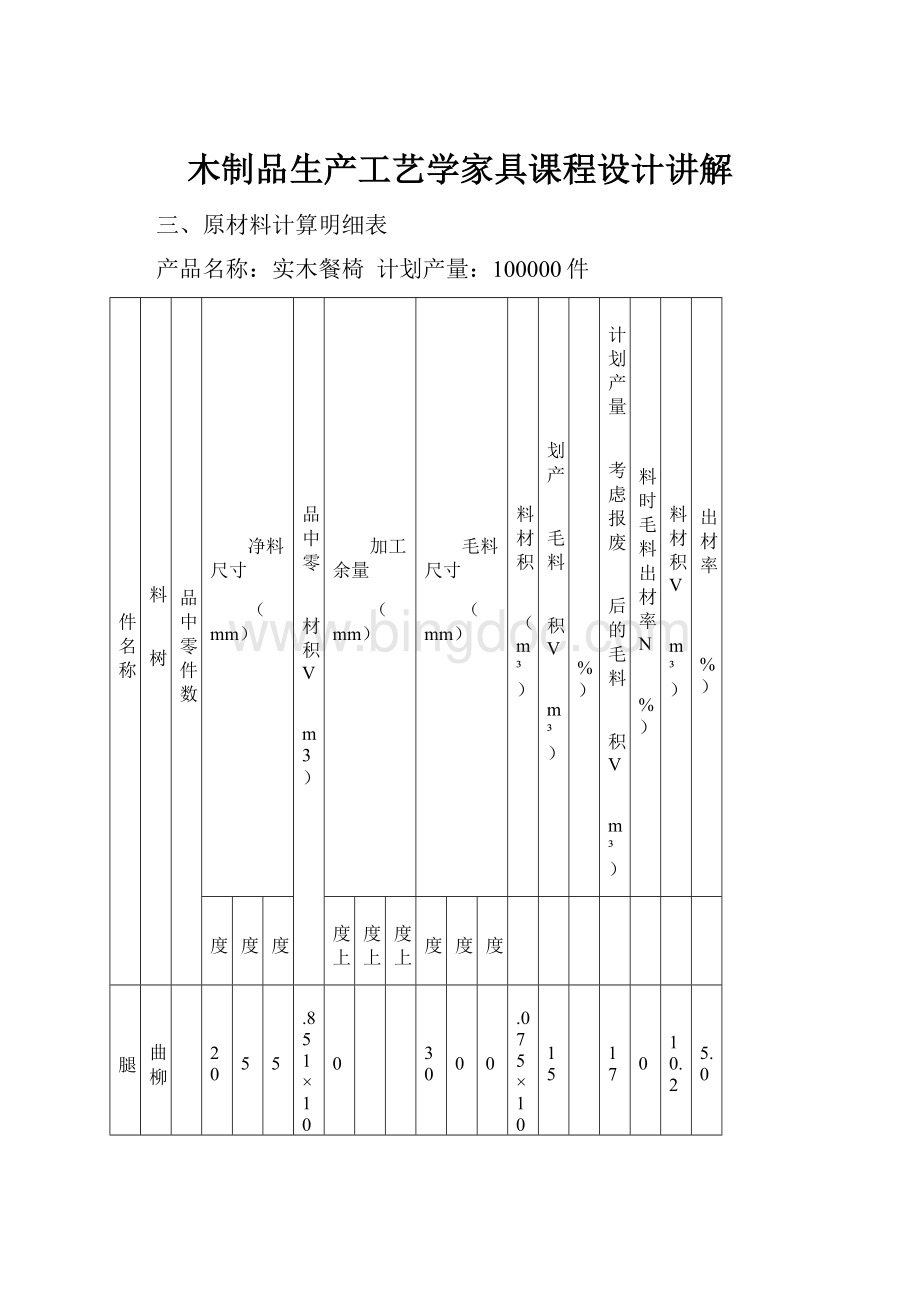
木制品生产工艺学家具课程设计讲解
三、原材料计算明细表
产品名称:
实木餐椅计划产量:
100000件
零件名称
材料
与树
种
制品中零件数
净料尺寸
(mm)
制品中零
件材积V
(m3)
加工余量
(mm)
毛料尺寸
(mm)
毛料材积
V(m³)
计划产
量毛料
材积V
(m³)
报
废
率
K
(%)
按计划产量
并考虑报废
率后的毛料
材积V
(m³)
配料时毛料出材率N
(%)
原料材积V
(m³)
净出材率
C
(%)
长度
宽度
厚度
长度上
宽度上
厚度上
长度
宽度
厚度
前腿
水曲柳
2
420
45
45
0.851×10-3
10
5
5
430
50
50
1.075×10-3
215
1
217
70
310.2
55.0
后腿
水曲柳
2
870
30
55
1.436×10-3
10
5
5
880
35
60
1.848×10-3
369.6
1
373
70
533.3
54.0
后背横条
水曲柳
2
350
25
25
0.219×10-3
10
5
5
360
30
30
0.324×10-3
64.8
1
65.5
70
93.4
46.8
椅脑
水曲柳
1
350
90
30
0.945×10-3
10
5
5
360
95
35
1.20×10-3
240
1
242.4
70
346.29
54.6
前后望板
水曲柳
2
350
50
20
0.350×10-3
10
5
5
360
55
25
0.495×10-3
99.0
1
99.99
70
142.84
50
侧面望板
水曲柳
2
350
50
20
0.350×10-3
10
5
5
360
55
25
0.495×10-3
99.0
1
99.99
70
142.84
50
拉档
水曲柳
2
360
25
25
0.225×10-3
10
5
5
370
30
30
0.333×10-3
66.6
1
67.27
70
96.1
46.8
座面
水曲柳
9
420
45
20
0.378×10-3
10
5
5
430
50
25
0.538×10-3
483.75
1
488.59
70
697.99
48.7
侧面边条
水曲柳
2
368
20
8
0.059×10-3
12
5
4
380
25
12
0.114×10-3
22.8
1
23.03
70
32.9
35.9
前面边条
水曲柳
1
436
20
8
0.070×10-3
14
5
4
450
25
12
0.135×10-3
13.5
1
13.64
70
19.49
35.9
四、原料清单
产品名称:
实木餐椅计划产量:
100000件
木质材料种类与等级
树种
规格尺寸(mm)
数量
长度
宽度
厚度
材积(m³)
块数
实木锯材
水曲柳
4000
200
12
52.39
5458
实木锯材
水曲柳
4000
200
25
983.67
49184
实木锯材
水曲柳
4000
200
30
189.6
7900
实木锯材
水曲柳
4000
200
35
346.29
12368
实木锯材
水曲柳
4000
200
50
310.21
7756
实木锯材
水曲柳
4000
200
60
533.29
11111
涂料计算明细表
产品名称:
实木餐椅计划产量:
100000件
编
号
零件
或部件名称
零件或部
件数量
胶量
种类
涂胶尺寸(mm)
每一制品涂胶面积(m2)
消耗定额(kg/m2)
耗胶量(kg)
长度
宽度
每一制品
年耗用量
1
后背横条
2
PVAC
25
25
5×10-3
0.2
1×10-3
100
2
椅脑
1
PVAC
25
50
5×10-3
0.2
1×10-3
100
3
前后望板
2
PVAC
25
30
6×10-3
0.2
1.2×10-3
120
4
侧面望板
2
PVAC
25
30
6×10-3
0.2
1.2×10-3
120
5
拉档
2
PVAC
25
25
5×10-3
0.2
1×10-3
100
6
座面
9
PVAC
420
20
0.1344
0.2
2.688×10-2
2688
7
前面边条
1
PVAC
436
8
3.488×10-3
0.2
6.976×10-4
69.76
8
侧面边条
2
PVAC
368
8
2.944×10-3
0.2
5.888×10-4
58.88
工艺卡片
加工(装配、装饰)工艺卡片第1号
制品名称:
实木餐椅___________零件草图
零件名称:
前腿___________
零件在制品中的数量:
2________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
420×45×45__________
毛料尺寸:
430×50×50__________
倍数毛料尺寸:
_________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×50
1
1
2
横解
圆锯机
圆锯片
Φ350
8
50
1
1
420×200×50
1
0
3
纵截
横截锯
圆锯片
Φ350
8
50
1
1
420×50×50
1
1
4
基准加工
平刨床
刨刀
Φ90
15
540
1
3
420×50×49
1
1
5
刨削
单面压刨
刨刀
Φ90
15
540
1
1
420×48×49
1
0
6
刨削
四面刨
刨刀
Φ90
15
540
1
1
420×45×47
1
0
7
双端铣
双轴铣床
铣刀
1
1
420×45×47
1
1
8
打榫眼
榫眼机
1
1
420×45×47
1
0
9
砂光
窄带砂光机
4
1
420×45×45
1
0
工艺卡片
加工(装配、装饰)工艺卡片第2号
制品名称:
实木餐椅___________零件草图
零件名称:
后腿___________
零件在制品中的数量:
2________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
896×30×55__________
毛料尺寸:
1000×35×60__________
倍数毛料尺寸:
_________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×60
1
1
2
横截
圆锯机
圆锯片
Φ350
8
50
1
1
880×200×60
1
0
3
纵解
圆锯机
圆锯片
Φ350
8
50
1
1
880×35×60
1
1
4
基准加工
平刨床
刨刀
Φ90
15
540
1
3
880×35×59
1
1
5
刨削
单面压刨
刨刀
Φ90
15
540
1
1
880×33×59
1
0
6
刨削
四面刨
刨刀
Φ90
15
540
1
1
880×32×57
1
0
8
弧面铣型
下轴铣床
铣刀
2.67
240
2
1
870×31×57
1
1
9
开榫眼
榫眼机
1
1
870×31×57
1
0
10
砂光
砂光机
4
1
870×30×55
1
0
工艺卡片
加工(装配、装饰)工艺卡片第3号
制品名称:
实木餐椅____________零件草图
零件名称:
后背横条____________
零件在制品中的数量:
2_________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
350×25×25___________
毛料尺寸:
360×30×30___________
倍数毛料尺寸:
________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
4000×200×30
1
1
2
纵解
圆锯机
圆锯片
Φ350
8
50
1
1
360×200×30
1
0
3
横截
圆锯机
圆锯片
Φ350
8
50
1
1
360×200×30
1
1
4
基准加工
平刨床
刨刀
Φ90
15
540
1
3
360×30×29
1
1
5
刨削
单面压刨
刨刀
Φ90
15
540
1
1
360×30×28
1
0
6
刨削
四面刨
刨刀
Φ90
15
540
1
1
360×27×27
1
0
7
截断
圆锯机
圆锯片
Φ350
8
50
1
1
360×27×27
1
0
8
开榫头
双头开榫机
1
1
351×26×27
1
0
9
砂光
窄带砂光机
4
1
350×25×25
1
0
工艺卡片
加工(装配、装饰)工艺卡片第4号
制品名称:
实木餐椅___________零件草图
零件名称:
椅脑___________
零件在制品中的数量:
1________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
350×90×30_________
毛料尺寸:
360×95×35_________
倍数毛料尺寸:
________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×35
1
1
2
横截
圆锯机
圆锯片
450
8
50
1
1
360×200×35
1
0
3
纵解
圆锯机
圆锯片
450
8
50
1
1
360×95×35
1
1
4
曲线开料
细木工带锯机
锯条
10
50
1
1
360×95×35
1
1
5
基准加工
平刨床
刨刀
90
15
540
1
3
360×95×34
1
1
6
刨削
单面压刨
刨刀
90
15
540
1
1
360×95×33
1
0
7
刨削
四面刨
刨刀
90
15
540
1
1
360×92×32
1
0
8
截断
圆锯机
圆锯片
450
8
50
1
1
350×92×32
1
0
9
开榫头
双端开榫机
1
1
350×91×32
1
0
10
镂空
镂铣机
2
1
350×90×30
1
0
11
砂光
窄带砂光机
4
1
350×90×30
1
0
12
涂胶
涂胶机
1
350×90×30
1
1
工艺卡片
加工(装配、装饰)工艺卡片第5号
制品名称:
实木餐椅___________零件草图
零件名称:
前后望板___________
零件在制品中的数量:
2________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
350×50×20__________
毛料尺寸:
360×55×25__________
倍数毛料尺寸:
_________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×25
1
1
2
横截
圆锯机
圆锯片
450
8
50
1
1
360×200×25
1
0
3
纵解
圆锯机
圆锯片
450
8
50
1
1
360×55×25
1
1
4
基准加工
平刨床
刨刀
90
15
540
1
3
360×55×23
1
1
5
刨削
单面压刨
刨刀
90
15
540
1
1
360×53×22
1
0
6
刨削
四面刨
刨刀
90
15
540
1
1
360×50×21
1
0
7
截断
圆锯机
圆锯片
450
8
50
1
1
360×50×21
1
0
8
开榫头
双端开榫机
铣刀
1
1
350×50×21
1
0
9
砂光
窄带砂光机
4
1
350×50×20
1
0
10
涂胶
涂胶机
1
350×50×20
1
1
工艺卡片
加工(装配、装饰)工艺卡片第6号
制品名称:
实木餐椅___________零件草图
零件名称:
侧面望板___________
零件在制品中的数量:
2________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
360×50×20_________
毛料尺寸:
370×55×25________
倍数毛料尺寸:
________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×25
1
1
2
横截
圆锯机
圆锯片
450
8
50
1
1
370×200×25
1
0
3
纵解
圆锯机
圆锯片
450
8
50
1
1
370×55×25
1
1
4
基准加工
平刨床
刨刀
90
15
540
1
3
370×55×23
1
1
5
刨削
单面压刨
刨刀
90
15
540
1
1
370×53×22
1
0
6
刨削
四面刨
刨刀
90
15
540
1
1
370×50×21
1
0
7
截断
圆锯机
圆锯片
450
8
50
1
1
370×50×21
1
0
8
开榫头
双端开榫机
铣刀
1
1
360×50×21
1
0
9
砂光
窄带砂光机
4
1
360×50×20
1
0
10
涂胶
涂胶机
1
360×50×20
1
1
工艺卡片
加工(装配、装饰)工艺卡片第7号
制品名称:
实木餐椅___________零件草图
零件名称:
拉档___________
零件在制品中的数量:
2________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
360×25×25_________
毛料尺寸:
370×30×30_________
倍数毛料尺寸:
________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×30
1
1
2
横截
圆锯机
圆锯片
450
8
50
1
1
370×200×30
1
0
3
纵解
圆锯机
圆锯片
450
8
50
1
1
370×30×30
1
1
4
基准加工
平刨床
刨刀
90
15
540
1
3
370×30×28
1
1
5
刨削
单面压刨
刨刀
90
15
540
1
1
370×28×27
1
0
6
刨削
四面刨
刨刀
90
15
540
1
1
370×25×26
1
0
7
截断
圆锯机
圆锯片
450
8
50
1
1
370×25×26
1
0
8
开榫头
双端开榫机
铣刀
1
1
360×25×26
1
0
9
砂光
窄带砂光机
4
1
360×25×25
1
0
10
涂胶
涂胶机
1
360×25×25
1
1
工艺卡片
加工(装配、装饰)工艺卡片第8号
制品名称:
实木餐椅___________零件草图
零件名称:
座面___________
零件在制品中的数量:
________
材料:
(树种、等级):
水曲柳A级
净料尺寸:
4204520__________
毛料尺寸:
4305025__________
倍数毛料尺寸:
________________
编号
工序名称
机床或工位
刀具
夹具
加工规程
加工后的尺寸
mm
工人
工时定额
备注
名称
尺寸
名称
编号
进料速度
(米/分)
切削速度
(米/分)
走刀次数
同时安放工件数
机床工
辅助工
人数
人数
等级
等级
1
划线
划线台
1
4000×200×25
1
1
2
横截
圆锯机
圆锯片
450
8
50
1
1
420×200×25
1
0
3
纵解
圆锯机
圆锯片
450
8
50
1
1
420×50×25
1
1
4
基准加工
平刨床
刨刀
90
15
540
1
3
420×50×23
1
1
5
刨削
单面压刨
刨刀
90
15
540
1
1
420×48×23
1
0
6
刨削
四面刨
刨刀
90
15
540
1
1
420×45×21
1
0
7
截断
圆锯机
圆锯片
450
8
50
1
1
420×45×21
1
1
8
涂胶
涂胶机
1
420×45×21
1
0
9
胶拼
拼板机
9
420×420×21
1
1
10
砂光
宽带砂光机
砂带
1
1
420×420×20
1
1
11
裁边
圆锯机
圆锯片
450
8
50
1
1
420×420×20
1
1
工艺卡片
加工(装配、装饰)工艺卡片第9号
制品名称:
实木餐椅___________零件草图
零件名称:
侧
 升级会员
升级会员 