徕通慢丝线切割 加工参数025mm.docx
《徕通慢丝线切割 加工参数025mm.docx》由会员分享,可在线阅读,更多相关《徕通慢丝线切割 加工参数025mm.docx(30页珍藏版)》请在冰点文库上搜索。
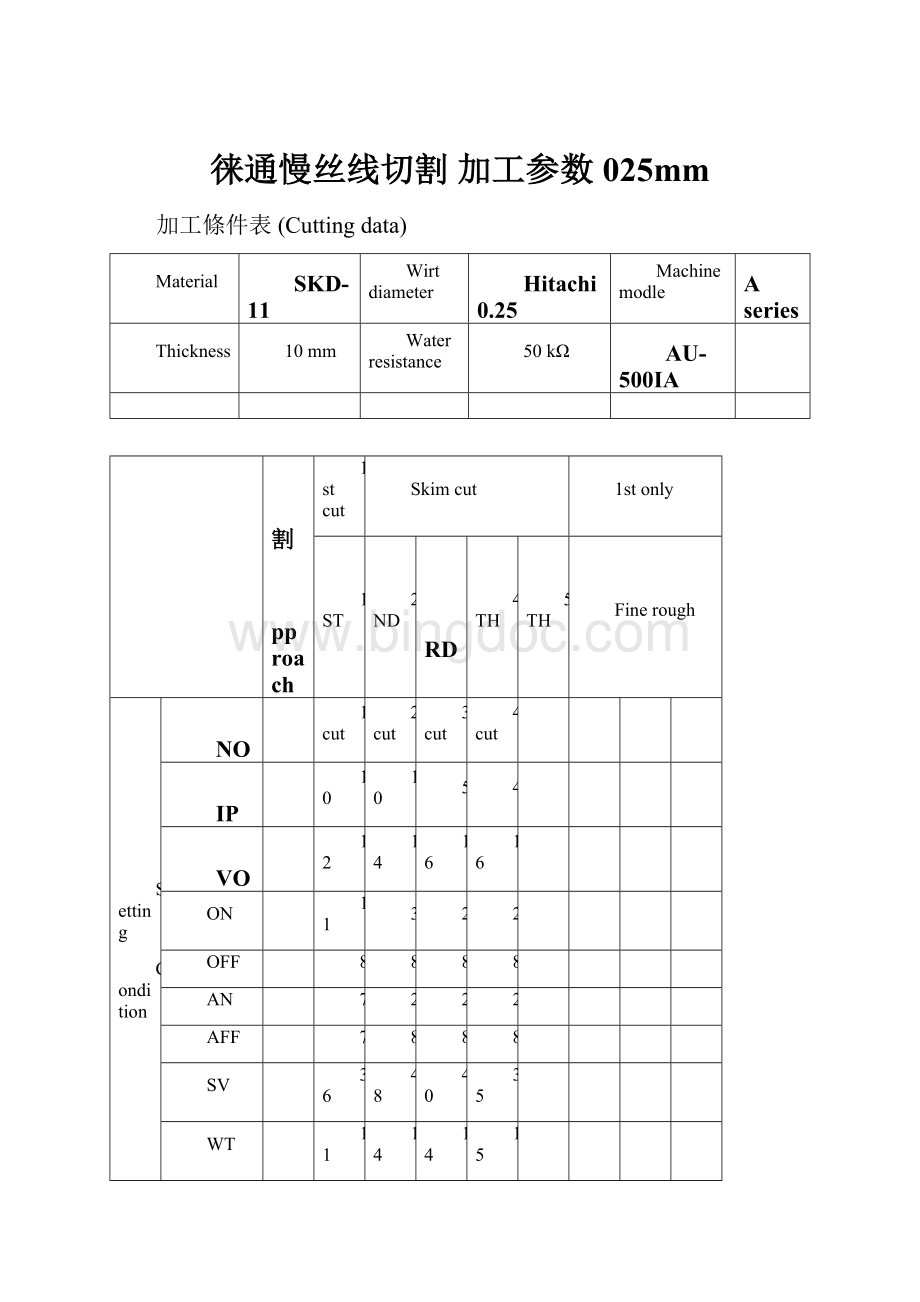
徕通慢丝线切割加工参数025mm
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
10mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
12
14
16
16
ON
11
3
2
2
OFF
8
8
8
8
AN
7
2
2
2
AFF
7
8
8
8
SV
36
48
40
35
WT
11
14
14
15
WF
9
10
10
10
WA
5
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.
30.0
FT
M90
M90
M90
M90
SG
18
21
23
26
加工電壓
GapVoltage
41V
加工速度
FeedRate
8.8
14
16
24
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
160
188
200
203
Upto2ndcut
129
141
144
Upto3rdcut
132
134
Upto4thcut
130
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
20mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
13
14
16
18
ON
12
3
3
2
OFF
9
8
8
8
AN
10
2
3
2
AFF
10
8
8
8
SV
37
48
40
35
WT
11
14
14
15
WF
9
10
10
10
WA
6
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.0
30.0
FT
M90
M90
M90
M90
SG
加工電壓
GapVoltage
41V
加工速度
FeedRate
5.8~6.0
12.5
13.0
21.0
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
165
188
200
202
Upto2ndcut
130
140
142
Upto3rdcut
130
132
Upto4thcut
130
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
30mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
14
16
18
18
ON
13
3
3
2
OFF
9
10
10
8
AN
7
3
3
2
AFF
9
10
10
10
SV
37
46
40
35
WT
13
14
15
15
WF
10
10
11
11
WA
6
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.0
30.0
FT
M90
M90
M90
M90
SG
14
20
24
25
加工電壓
GapVoltage
38V
加工速度
FeedRate
5.4~6.0
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
167
189
201
203
Upto2ndcut
131
143
145
Upto3rdcut
133
135
Upto4thcut
133
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
40mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
6
4
VO
14
16
18
20
ON
13
4
3
3
OFF
7
10
8
10
AN
9
3
3
3
AFF
7
10
8
10
SV
38
45
40
35
WT
12
14
14
15
WF
10
10
10
11
WA
7
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
13
19
23
25
加工電壓
GapVoltage
40V
加工速度
FeedRate
3.2~3.6
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
169
191
200
203
Upto2ndcut
134
143
145
Upto3rdcut
133
135
Upto4thcut
133
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
50mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
4
VO
14
16
18
20
ON
13
3
3
3
OFF
7
9
8
8
AN
10
3
3
3
AFF
8
9
8
10
SV
38
48
42
37
WT
12
14
15
15
WF
10
11
12
12
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
13
19
23
24
加工電壓
GapVoltage
39V
加工速度
FeedRate
2.6~2.7
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
170
192
203
204
Upto2ndcut
134
145
146
Upto3rdcut
135
136
Upto4thcut
132
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
60mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
15
16
18
20
ON
13
4
3
3
OFF
8
9
9
9
AN
10
3
3
3
AFF
8
9
9
9
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
12
19
23
24
加工電壓
GapVoltage
39~40V
加工速度
FeedRate
2.58~2.6
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
173
192
203
204
Upto2ndcut
135
146
147
Upto3rdcut
136
137
Upto4thcut
134
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
70mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
15
18
18
20
ON
13
4
3
3
OFF
9
9
9
9
AN
10
3
3
3
AFF
9
10
9
9
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
12
19
22
24
加工電壓
GapVoltage
39~40V
加工速度
FeedRate
2.2~2.3
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
175
194
204
205
Upto2ndcut
136
146
147
Upto3rdcut
136
137
Upto4thcut
134
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
80mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
16
18
18
20
ON
14
4
4
4
OFF
9
10
10
9
AN
9
4
3
3
AFF
10
10
10
10
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
11
18
21
23
加工電壓
GapVoltage
39V
加工速度
FeedRate
1.6~1.7
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
177
195
205
208
Upto2ndcut
137
147
149
Upto3rdcut
137
139
Upto4thcut
137
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
90mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
VO
16
18
20
ON
14
4
4
OFF
10
10
10
AN
8
5
4
AFF
10
10
10
SV
38
48
42
WT
12
14
15
WF
10
12
12
WA
8
1
1
FR%
 升级会员
升级会员 