模具加工工艺卡.docx
《模具加工工艺卡.docx》由会员分享,可在线阅读,更多相关《模具加工工艺卡.docx(21页珍藏版)》请在冰点文库上搜索。
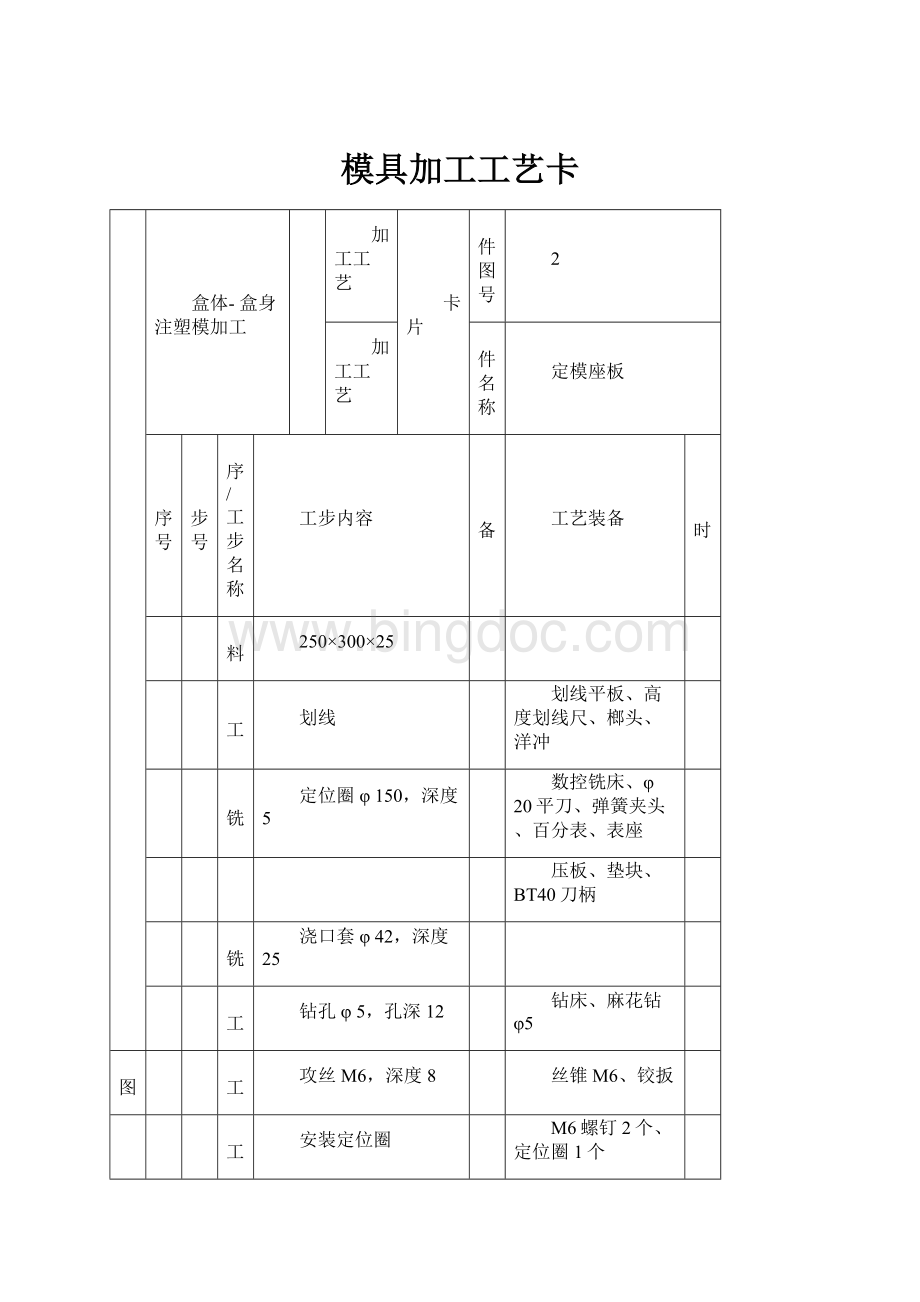
模具加工工艺卡
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
2
加工工艺
零件名称
定模座板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
250×300×25
2
钳工
划线
划线平板、高度划线尺、榔头、洋冲
3
数铣
定位圈φ150,深度5
数控铣床、φ20平刀、弹簧夹头、百分表、表座
压板、垫块、BT40刀柄
4
数铣
浇口套φ42,深度25
5
钳工
钻孔φ5,孔深12
钻床、麻花钻φ5
描图
6
钳工
攻丝M6,深度8
丝锥M6、铰扳
7
钳工
安装定位圈
M6螺钉2个、定位圈1个
描校
8
钳工
安装浇口套
浇口套1个
9
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第1页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
3
加工工艺
零件名称
型腔固定板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
200×300×50
2
钳工
划线(穿丝孔的定位)
划线平板、高度划线尺、榔头、洋冲
3
钳工
钻孔φ5,孔深50(通孔)
钻床、麻花钻φ5
4
线切割
编程,加工尺寸90×120
编程软件(4个程序,两个方向编程G41、G42)
5
线切割
切割型腔孔
压板、百分表、表座
6
数铣
台阶90×130,深度5,四周R2角
数控铣床、精密平口钳、压板、刀柄、φ4平刀
7
钳工
划线(浇口套定位孔,冷却水道定位孔)
划线平板、高度划线尺、榔头、洋冲
描图
8
钳工
钻孔φ12,孔深50(通孔),铰孔φ12
钻头φ12,铰刀φ12、铰扳
9
钳工
钻孔φ14,孔深40(通孔)
钻头φ14
描校
10
钳工
修配型腔和型腔固定板
整形锉、扁锉、各种砂纸
11
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第2页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
4
加工工艺
零件名称
推件板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
200×300×20
2
钳工
划线(穿丝孔的定位)
划线平板、高度划线尺、榔头、洋冲
3
钳工
钻孔φ5,孔深20(通孔)
钻床、麻花钻φ5
4
线切割
编程,加工尺寸67×42和67×39
编程软件(4个程序,两个方向编程G41、G42)
5
线切割
切割推件板孔(与型芯固定一起加工)
压板、百分表、表座
6
数铣
铣成型面74×46,深度0.5,翻面,铣锥面,深度
10,锥度10°(周边)
数控铣床、精密平口钳、压板、刀柄、φ4平刀
7
数铣
翻面,铣流道
φ3球刀
描图
8
钳工
划线(拉料杆的定位孔)
划线平板、高度划线尺、榔头、洋冲
9
钳工
钻孔φ4,孔深20(通孔),铰孔φ4
钻头φ4,铰刀φ4,铰扳,φ
6钻头
描校
,扩孔至大端φ6
10
钳工
修配型腔和型腔固定板
整形锉、扁锉、各种砂纸
底图号
11
检验
达图要求
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第2页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
5
加工工艺
零件名称
型芯固定板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
200×300×30
2
钳工
划线(穿丝孔的定位)
3
钳工
钻孔φ5,孔深30(通孔)(与推件板一起)
钻床、麻花钻φ5
4
线切割
编程,加工尺寸67×42和67×39
5
线切割
切割型芯孔(与推件板一起加工)
6
数铣
翻面,铣台阶面73×42和73×39,深度5,四周R2角
数控铣床、精密平口钳、压板、刀柄、φ4平刀
7
钳工
划线(拉料杆定位孔)
划线平板、高度划线尺、榔头、洋冲
描图
8
9
钳工
钻孔φ4.5,孔深30(通孔)
台钻,钻头φ4
钳工
修配型芯孔和型芯
整形锉、扁锉、各种砂纸
描校
10
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第4页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
6
加工工艺
零件名称
支承板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
200×300×30
2
钳工
划线(密封圈孔的定位)
划线平板、高度划线尺、榔头、洋冲
3
数铣
铣密封圈孔φ20×3.2,孔深2
φ3平刀
4
数铣
中心钻点冷却水孔的中心位置
中心钻
5
钳工
钻孔φ8,孔深15
钻头φ8
6
钳工
划线(两侧面水道孔定位)
7
钳工
钻孔φ8,孔深77
钻头φ8
描图
8
钳工
扩孔φ11.6,孔深10
钻头φ11.6
9
钳工
攻丝
丝锥G1/4,铰扳
描校
10
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第5页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
8
加工工艺
零件名称
动模座板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
250×300×25
2
钳工
划线(φ70和φ20的中心定位)
划线平板、高度划线尺、榔头、洋冲
3
数铣
铣φ70(顶出孔)通孔
铣床、平口钳、压板、垫块、φ20平刀
4
数铣
铣φ20(支撑柱孔)通孔
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
5
检验
达图要求
描图
描校
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第6页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
12
加工工艺
零件名称
推板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
120×300×20
2
钳工
划线(φ30的中心定位孔2个)
划线平板、高度划线尺、榔头、洋冲
3
数铣
铣φ30(支撑柱孔)通孔
铣床、平口钳、压板、垫块、φ20平刀
4
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
5
钳工
划线(沉孔的中心定位,数量2个)
划线平板、高度划线尺、榔头、洋冲
6
钳工
钻孔φ9(螺钉孔)通孔
麻花钻φ9
7
钳工
钻孔φ14(螺钉孔)深度10
锪钻φ14
描图
8
检验
达图要求
描校
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第7页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
13
加工工艺
零件名称
推杆固定板
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
120×300×15
2
钳工
划线(φ30的中心定位孔2个)
划线平板、高度划线尺、榔头、洋冲
3
数铣
铣φ30(支撑柱孔)通孔
铣床、平口钳、压板、垫块、φ20平刀
4
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
5
钳工
划线(螺钉孔的中心定位,数量2个)
划线平板、高度划线尺、榔头、洋冲
6
钳工
钻孔φ6.8(螺钉孔)通孔
麻花钻φ6.8
7
钳工
攻丝M8
丝锥M8,铰扳
描图
8
检验
达图要求
描校
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第8页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
21
加工工艺
零件名称
型芯2
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
76×43×78
2
数铣
铣左侧台阶面及外形(粗加工),留余量1mm
φ20平刀、铣床、平口钳、压板、垫块
3
数铣
铣右侧台阶面及外形(粗加工),留余量1mm
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
4
钳工
钻孔φ8
麻花钻φ8
5
钳工
闷孔(水堵头)数量6个
紫铜水堵头、鎯头
6
数铣
铣左侧台阶面(精加工)
7
数铣
铣右侧台阶面(精加工)
描图
8
钳工
型芯与固定板、推件板修配
扁锉、整形锉、各种砂纸
9
钳工
成型面抛光
整形锉、油石、研磨膏
描校
10
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第9页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
22
加工工艺
零件名称
型芯1
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
76×46×82
2
数铣
铣左侧台阶面及外形(粗加工),留余量1mm
φ20平刀、铣床、平口钳、压板、垫块
3
数铣
铣右侧台阶面及外形(粗加工),留余量1mm
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
4
钳工
钻孔φ8
麻花钻φ8
5
钳工
闷孔(水堵头),数量6个
紫铜水堵头、鎯头
6
数铣
铣左侧台阶面(精加工)
7
数铣
铣右侧台阶面(精加工)
描图
8
数铣
铣矩形和两个圆柱的台阶
φ16平刀粗加工(留下两个岛),φ6平刀精加工
9
钳工
型芯与固定板、推件板修配
扁锉、整形锉、各种砂纸
描校
10
钳工成型面抛光
整形锉、油石、抛光膏、油石
11
检验
达图要求
底图号
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第10页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
24
加工工艺
零件名称
型腔1
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
132×94×52
2
数铣
铣左侧台阶面及外形(粗加工),留余量1mm
φ20平刀、铣床、平口钳、压板、垫块
3
数铣
铣右侧台阶面及外形(粗加工),留余量1mm
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
4
钳工
钻孔φ8
麻花钻φ8
5
钳工
闷孔(水堵头)数量24个
紫铜水堵头、鎯头
6
钳工
扩孔φ11.6,深度10,攻丝
麻花钻φ11.6,丝锥G1/4,铰扳
7
数铣
铣左侧台阶面(精加工)
描图
8
数铣
铣右侧台阶面(精加工)
9
数铣
铣型腔70×45×30
描校
10
电火花
放电加工型腔底部R2角
电火花成型机、电极、R规
11
钳工
与型腔固定板上的型腔孔进行修配
扁锉、整形锉、各种砂纸
底图号
12
钳工成型面抛光
抛光膏、油石、整形锉、砂纸
13
检验
达图要求
装订号
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第11页
精选
盒体-盒身注塑模加工
加工工艺
卡片
零件图号
23
加工工艺
零件名称
型腔2
工序号
工步号
工序/工步名称
工步内容
设备
工艺装备
工时
1
备料
132×94×52
2
数铣
铣左侧台阶面及外形(粗加工),留余量1mm
φ20平刀、铣床、平口钳、压板、垫块
3
数铣
铣右侧台阶面及外形(粗加工),留余量1mm
百分表、BT40刀柄、弹簧夹头、橡胶锤、活络扳手
4
钳工
钻孔φ8
麻花钻φ8
5
钳工
闷孔(水堵头),数量24个
紫铜水堵头、鎯头
6
钳工
扩孔φ11.6,深度10,攻丝
麻花钻φ11.6,丝锥G1/4,铰扳
7
数铣
铣左侧台阶面(精加工)
描图
8
数铣
铣右侧台阶面(精加工)
9
数铣
铣型腔70×42×27.5
描校
10
数铣
铣台阶74×46×1.5,台阶的R2角
φ4平刀
11
电火花
放电加工型腔底部R角和
电火花成型机、电极、R规
底图号
12
钳工
与型腔固定板上的型腔孔进行修配
扁锉、整形锉、各种砂纸
13
钳工成型面抛光
整形锉、油石、砂纸、研磨膏
装订号
14
检验
达图要求
编制
审核
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
共16页
第12页
精选
实训工具一览表
工种
工步
工具
钳工
划线
划线平板
游标卡尺
高度尺
木刷
样冲、棉布
鎯头
钻孔
台钻
麻花钻
铰孔
铰刀
铰扳
锪孔
锪钻
攻丝
丝锥
铰扳
乳化液、煤油、机油
抛光
油石
砂纸
煤油
研磨膏
羊毛毡、净水
锉配
整形锉
扁锉
部件装配
铜棒
内六角扳手
数铣
数铣
数控铣床
压板
精密平口钳
垫块
百分表及表座
弹簧夹头
刀柄
平刀
球刀
游标卡尺
线切割
线切割
压板
百分表
钼丝
加工液
软件
游标卡尺
电火花
电火花
压板
刀口尺
成型电极
煤油
游标卡尺
精选
 升级会员
升级会员 