PE电容焊接工艺评定Word文件下载.docx
《PE电容焊接工艺评定Word文件下载.docx》由会员分享,可在线阅读,更多相关《PE电容焊接工艺评定Word文件下载.docx(6页珍藏版)》请在冰点文库上搜索。
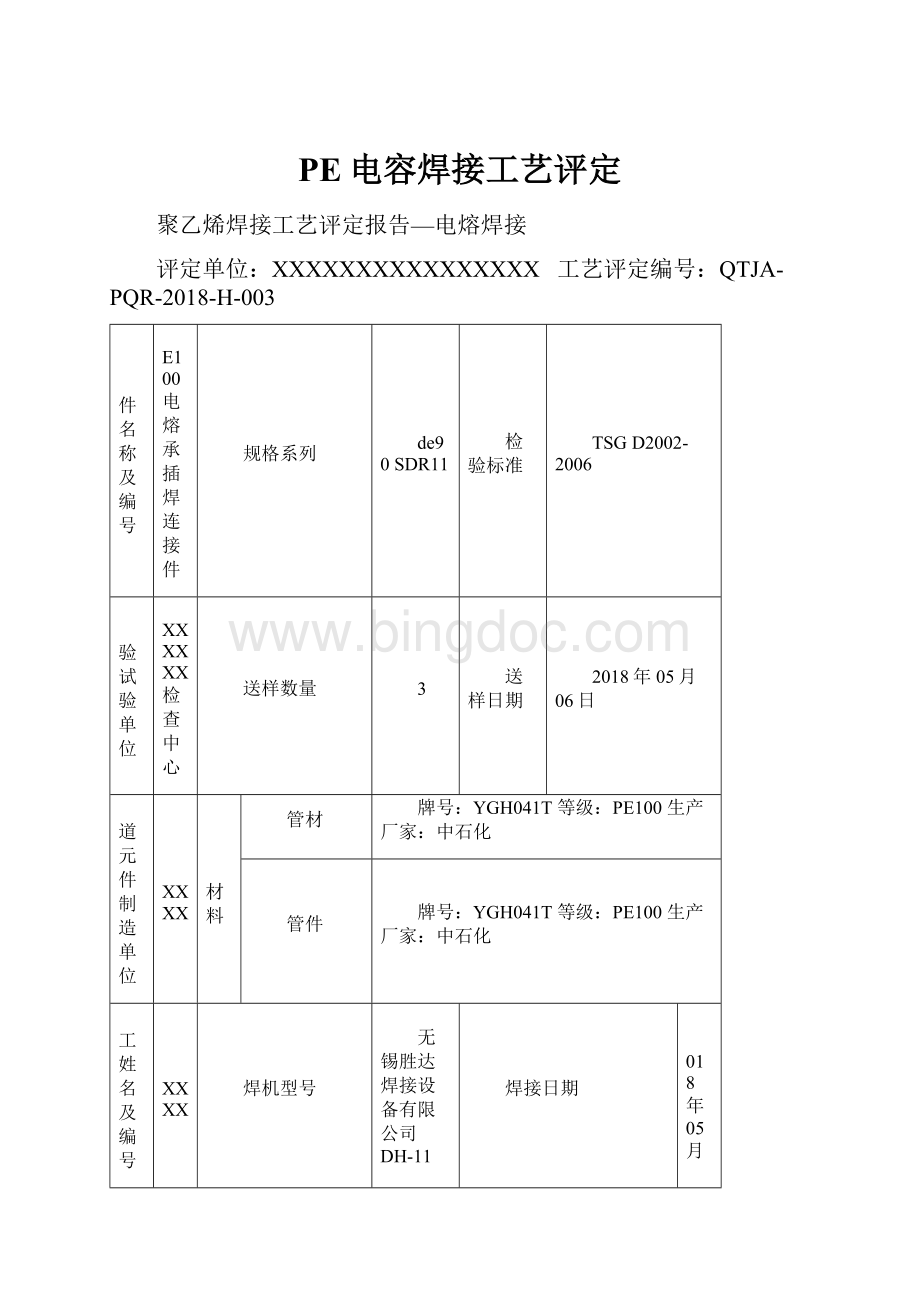
管道元件制造单位
XXXXX
原材料
管材
牌号:
YGH041T等级:
PE100生产厂家:
中石化
管件
焊工姓名及编号
焊机型号
无锡胜达焊接设备有限公司DH-11型电熔焊机
焊接日期
2018年05月04日
焊接工艺
焊接电压(V)
焊接时间(S)
冷却时间(S)
环境温度(℃)
39.5
130
900
21
检测项目
外观
电熔管件剖面检验
挤压剥离
拉伸剥离
静液压强度试验
检验结果
电熔管件完整无损,无变形及变色;
观察孔有少量聚乙烯顶出且不呈流满状,焊接表面无熔融物溢出;
管件与管材保持同轴;
圆周的刮削痕迹符合要求。
电阻丝排列整齐无涨出、裸露、错行,焊后不游离,熔接面无可见界线、无虚焊、过焊气泡等缺陷。
剥离脆性破坏百分比7%(小于33.3%)
剥离脆性破坏百分比2%(小于33.3%)
焊接处无破损,无渗漏
结论
合格
评定结论
PE100电熔焊接连接件外观检查合格,焊接过程合格,性能检验合格,此焊接工艺符合标准要求。
备注:
试样编号为QTJA-PE003-01
QTJA-PE003-02
QTJA-PE003-03
编制:
审核:
批准:
日期:
年月日
聚乙烯焊接作业指导书
焊接工艺规程编号
QT-PWPS-2018-H-003
焊工作业项目代号
EW-Z-C
试件名称
焊接工艺评定编号
管材规格型号
de90SDR11
管件规格型号
管材原材料
管件原材料
焊接顺序
1
焊接准备
5
输出接头连接
9
自然冷却
2
管材截取
6
焊接模式设定
焊接面清理
7
焊接数据输出
4
管材与管件对口
8
焊接
加热板温度(℃)
/
测算焊接压力P2(MPa)
焊接参数
备注
测量电压(39.5V)、清洁接头、检查焊机输出端尺寸与管件接线柱的符合性;
管线端面应垂直轴线、误差小于5mm;
划线标识、刮削0.1mm-0.2mm深氧化层;
划线位置长度为管件的1/2
管材上划线位置距离端面1/2管件长度,承插好后划线与管件两侧边缘对齐。
同轴度偏差小于2%;
换线位置与管件端头两侧对齐,焊接过程管件不得受外力
输出端与管件接线柱牢固连接,不得虚接;
接线柱尺寸不同时,应用专用转换插头
手动
手动设定焊接数据、焊接时间90S;
设定数据严格按产品说明书
启动焊接开关;
冷却600S
冷却过程管件不得受外力
审批:
2018年05月03日
XXXXXXXXXXXXXXXX
PE管电熔焊接记录
DH-11
管材(件)厂家
XXXX
施焊单位
XXXXXXXXXXX
焊工姓名
施工日期
环境温度℃
22
焊口编号
管道原件规格
焊口检查
QTJA-PE003-01-90
QTJA-PE003-02-90
QTJA-PE003-03-90
施工人员:
年月日
技术人员:
评定:
审核:
力学性能实验报告
报告编号:
ZSHJ-PQR-2018-H-078
送检单位
XXXXXX
工程名称
焊接工艺评定
焊接面力学性能
试验项目
挤压剥离、拉伸剥离
试件形式
电熔套筒焊接
材质规格
管件De90*8.2SDR11管材De90*8.2SDR11
试件编号
078
焊接方式
电熔焊接
试验温度
23℃
试验仪器
TH-8203A拉力试验机落锤冲击试验机
挤压剥离试验
试验标准号GB/T19810
试样编号
试样宽度(mm)
试样厚度(mm)
载荷
剥离脆性破坏百分比
试验结果
078-L1
200
8.2
7%
 升级会员
升级会员 