灌装机酒操作标准作业指导书.docx
《灌装机酒操作标准作业指导书.docx》由会员分享,可在线阅读,更多相关《灌装机酒操作标准作业指导书.docx(15页珍藏版)》请在冰点文库上搜索。
灌装机酒操作标准作业指导书
1#线装酒机引酒操作标准作业指导书
一、目的
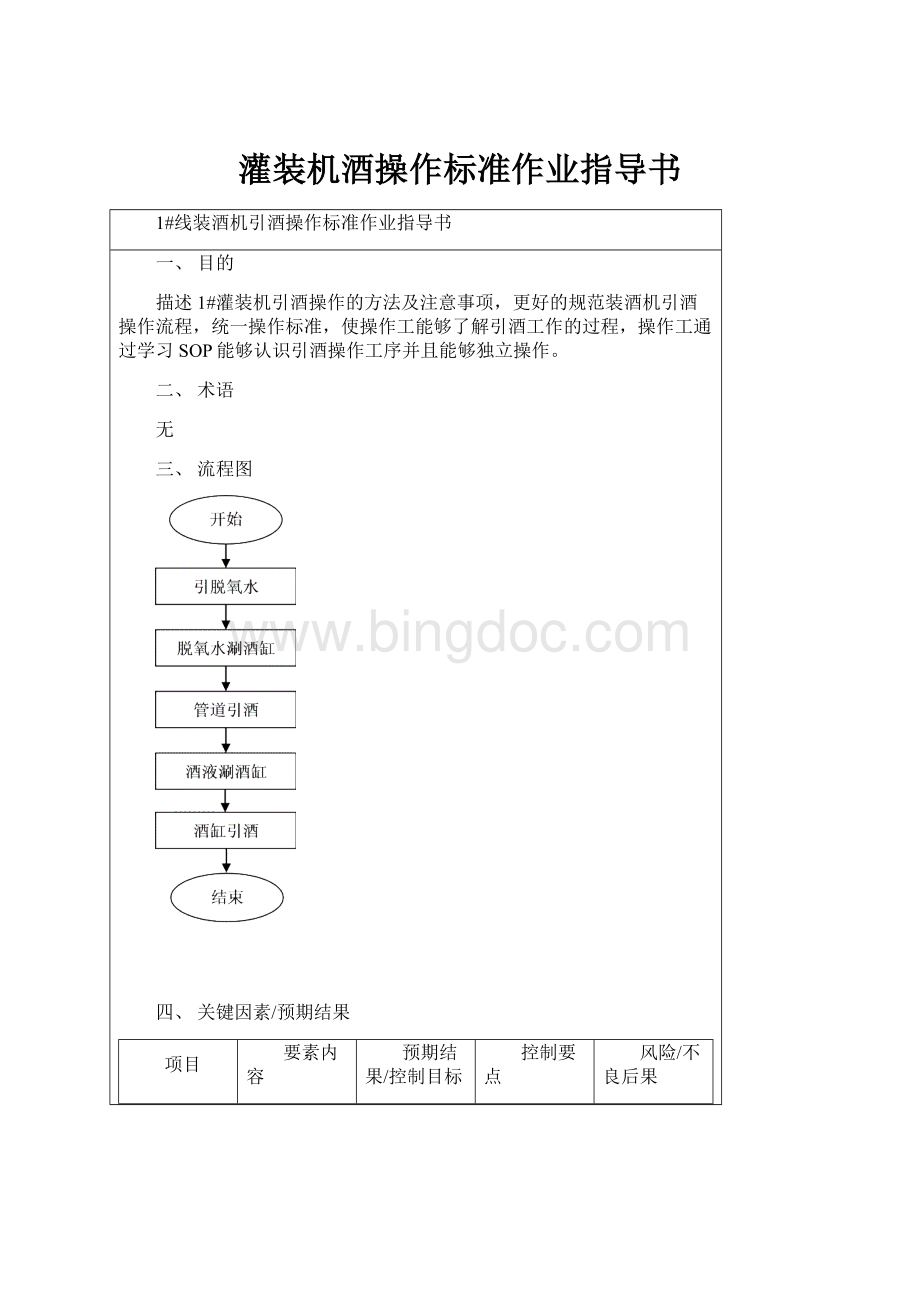
描述1#灌装机引酒操作的方法及注意事项,更好的规范装酒机引酒操作流程,统一操作标准,使操作工能够了解引酒工作的过程,操作工通过学习SOP能够认识引酒操作工序并且能够独立操作。
二、术语
无
三、流程图
四、关键因素/预期结果
项目
要素内容
预期结果/控制目标
控制要点
风险/不良后果
产品质量特性
激沫效果
细腻的泡沫刚好溢至瓶口
排氧水的喷射状态为集中线状,垂直于操作台,激沫压力控制在0.8-1.2Mpa;
容解氧超标,瓶颈空气超标;
a.TPO超标,>120ppb;
b.瓶颈空气超标,>0.4ml;
瓶颈空气
≤0.4ml
排氧水的喷射状态为集中线状,垂直于操作台,激沫压力控制在0.8-1.2Mpa;
排氧水的喷射状态为集中线状,垂直于操作台,激沫压力控制在0.8-1.2Mpa;
TPO
≤120PPb
a.设备无跑冒滴漏
b.瓶颈空气≤0.4ml
c.抽真空压力<-0.08Mpa;
d.抽真空泵水温<30℃;
e.定期更换抽真空阀、泄压阀密封,1次/3个月;
f.定期更换中心分配器密封,1次/6个月;
g.定期更换对中罩密封
新鲜度不合格
玻璃酒数量/只
0只
a.爆瓶喷冲正常开启,喷冲压力≥0.2Mpa;
b.开班前、品种转换、生产中检查酒管是否弯曲、倾斜,发现异常及时更换;
玻璃酒反馈
净含量
(600±8)ml
(500±5)ml
批量检测:
净含量大于标注净含量
a.酒温控制在4度以下;b.保证设备连续运转;
c.对单阀异常的情况及时处理;
a.净含量不合格,造成质量反馈;
b.酒损过高
压盖尺寸
28.5mm<D﹤29.2mm
按时巡检(1次/20分钟),按照调车标准调试压盖机
裙盖酒、群盖酒
或压碎瓶口
抽真空压力
压力<-0.08MPa
a.真空阀密封定期更换;
b.管道密封定期更换,1次/6个月
容氧超标
食品安全危害
酒液微生物
/
按照工艺要求进行灌装,按时巡检;
啤酒口味不好
化学品残留
/
按照工艺要求进行刷洗,刷洗结束后进行品评和PH试纸进行检测;
啤酒质量不合格
碎玻璃
按照现场标准清理
及时清理卫生;
碎玻璃划伤
激沫水微生物
/
定期刷洗激沫水管路及激沫头;
啤酒酒液染菌
油品泄露
无泄漏
定期检查油管路,更换密封,加油时避免洒到外面;
啤酒质量不合格
瓶盖微生物
/
按照工艺要求添加瓶盖
啤酒质量不合格
环境因素
酒头酒尾排放
专用管道集中排放
废液经污水管道进入污水处理场;
水体污染
刷洗水的排放
专用管道集中排放
保证车间内污水排放管路的畅通,无阻碍的排放到公司的污水处理;
水体污染土壤污染
废机油
集中回收
由部门定置封闭存放,由生产部回收处理(交给有资质的废品回收公司处理);
水体污染土壤污染
生产中碎玻璃
及时清理
放入专用垃圾桶;
碎玻璃划伤
危险源
蒸汽
无泄漏
定期对蒸汽管路阀门、连接处检查检修;定期进行蒸汽压力检测;修订完善蒸汽相关操作SOP并落实执行;定期对人员进行操作安全的培训;建立蒸汽泄露应急预案;
蒸汽管路或泄漏蒸汽烫伤
噪声
<85分贝
定期对作业环境检测,对员工进行公示;对员工定期进行培训,按规范佩戴耳塞;测试吸音材料,成功后在其它地方安装;
听力受损
触电
/
用电设备接地;
触电伤害事故
穿越输送碰伤
/
走安全通道;
碰伤
设备挤伤
/
挂牌上锁,停机处理设备故障;
安全事故
热碱、热水、消毒剂
/
按规定穿戴劳保用品、挂牌标示;
安全事故
五、设备示意图及部件编号
装酒机管道阀名称及编号:
名称
阀号
自来水
CIP1+CV1-Q171
热水罐进
CIP1+HWT1-Q161
热水罐出
CIP1+HWT1-Q151
热水罐喷淋阀
CIP1+HWT1-Q111
碱罐进
CIP1+LGT1-Q161
碱罐出
CIP1+LGT1-Q151
碱罐喷淋阀
CIP1+LGT1-Q111
排污阀
CIP1+CV1-Q161
热水排污阀
CIP1+HWT1-Q121
碱罐排污阀
CIP1+LGTI-Q121
热水浮球阀
CIP1+HWT1-Q115
碱罐浮球阀
CIP1+LGTI-Q115
加热循环阀
CIP1+CV1-Q141
CIP循环阀
CIP1+CV1-Q121
CIP1+CV1-Q101
跨接板CIP循环阀
CIP1+PAN1-Q126
CIP1+PAN1-Q127
溢流阀
CIP1+CV1-F101
进酒阀
105
名称
阀号
酒管路连通CIP回路阀
Q104
阀阵CIP回路阀
Q120、Q122
阀阵排污阀
Q121
真空泵回路阀
Q141
真空泵CIP回路阀
Q140
CO2CIP管路
Q208、Q164
CO2管路鼓膜阀
Q200
CO2管路
Q161、Q162
比例阀
Q100
六、操作前准备
1、常用工具:
工具
名称
数量
有效期(周期)
型号
功用
操作及维修工具
钩形扳手
1
2年
120mm
紧固管道
劳动防护
用品
耳塞
1
3月
/
防噪音
防割手套
1
2周
/
防割伤
防护镜
1
3月
/
保护眼睛
防护鞋
1
1年
巴固
保护脚部
清洁用品
扫帚
1
1月
/
清洁区域卫生
簸箕
1
1月
/
清洁区域卫生
专用小车
1
2年
/
盛放碎玻璃
2、相关记录:
《包装部装酒机设备运行记录》
《安全生产管理规定》M0109-06-08-3-10
《包装部卫生管理规定》M0109-16-07-4-01
3、安全措施:
a工作时间工作服穿戴整齐,按规定佩带防护用品;
b.检查故障时应穿戴好防护用品;
c.保持操作通道畅通
4、准备工作:
作业内容
要点提示
将酿造部的清酒管路和装酒机管道用U型接口接起来,连接Q127、Q128阀。
七、操作步骤
作业内容
要点提示
1管路引酒
1.1引脱氧水和脱氧水涮酒缸
.1.2关闭进酒手动阀Q102、关闭CIP回路的Q122、Q120,连接CIP回路的手动阀Q104、打开排污口Q121;
1.1.3打开二氧化碳管道的Q162,关闭Q208、Q164;
1.1.4在控制面板上选择MMA→程序选择→灌装机→生产前准备不带有现场清洗杯,拨打酿造部控制室电话“6851或6852”使用标准用语:
“喂,你好,请给1#线送脱氧水”;
1.1.5当排污口处有水流出后,观察电导率数显控制器上温度变化。
当温
度达到1--6℃(参考值),电导率在30--60时表示脱氧水已经送上。
(见下图)
电导率数显控制器
温度显示
电导率数字显示
1.1.6在控制面板上选择MMA→程序选择→灌装机→生产前准备不带有现场清洗杯,打开手动酒液管道总阀(Q102),关闭连接CIP回路的手动阀Q104,使脱氧水进入酒缸,观察面板酒缸液位是否达到满缸。
装酒机在运动中,使脱氧水充分的涮洗酒缸。
1.1.7关闭手动酒液管道总阀Q102,关闭连接CIP回路的手动阀Q104,打开CIP回路的Q122和排污口Q121,在控制面板上选择MMA→程序选择→灌装机→排放位置,将酒缸中的脱氧水排掉。
1.1.8在控制面板上选择MMA→程序选择→灌装机→吹出和密封,酒缸第一次备压
1.2管路引酒
1.2.1在控制面板上选择MMA→程序选择→灌装机→生产前准备不带有现场清洗杯,拨打酿造部控制室电话“6851或6852”使用标准用语:
喂,你好,请给1#线送XXXX(酒液名称),是XXXX酒液(酒液类别);
1.2.2在《包装部装酒机工作记录》备注栏内记录清酒送酒时间。
1.2.31-2分钟后,当排污阀口有酒沫喷出,电导率数字显示迅速上升时,缓慢关闭CIP回路的手动阀Q104;
附酒液品种与电导率对应关系表:
酒液品种
电导率
青岛优质
1100ms以上
崂山
860ms以上
趵突泉
860ms以上
1.2.4在控制面板上选择MMA→程序选择→灌装机→吹出和密封,将装酒机酒缸中残余的脱氧水吹出和排掉;
管路引酒结束。
2、灌装机引酒。
2.1酒液涮缸.
2.1.1在控制面板上选择MMA→程序选择→灌装机→生产前准备,将酒液管道手动阀Q102缓慢打开,让酒液缓慢进入酒缸;
2.1.2在控制面板上选择快捷方式进入管路视图,让酒液满缸,打开阀Q122、Q121;
2.1.3在控制面板上选MMA→程序选择→灌装机→排放位置,将酒缸中的酒排掉,当看到管路试图上酒缸的液位是0时,在控制面板上选MMA→程序选择→灌装机→吹出和密封,将酒缸中残余酒液排掉并为酒缸备压,前三次酒缸二氧化碳的压力设定值是0.7bar,会看到回风管里有酒沫吹出,三次以后酒缸的二氧化碳设定值自动变为设定值。
2.2.酒缸引酒.
2.2.1将真空泵管道上的两个阀转化(将Q140打开,Q141关闭),在控制面板上选择MMA→程序选择→灌装机→生产,缓慢打开手动酒液管道总阀Q102,关闭连接CIP回路的手动阀Q104,打开CIP回路的Q122和排污口Q121,酒液就会到达酒缸的设定液位;
装酒机酒缸引酒结束。
八、异常及紧急情况的处理
异常/紧急情况
处理措施
特别提示
设备故障
无法排出酒缸中脱氧水或酒液
可适当小的打开CIP回路的手动阀Q104
健康安全应急
滑倒摔伤
通知安全员,必要时送医院治疗
注意脚下湿滑
环境应急
无
无
无
食品安全应急
酒液浓度低
管道排酒使酒液浓度复核工艺要求
无
其他应急
无
无
无
九、相关文件
相关文件和参考资料
M0109-16-07-4-01《包装部卫生管理规定》
M0109-06-08-3-10《安全生产管理规定》
修改
状态
序号
章节号
摘要
通知单号
修改人
日期
 升级会员
升级会员 