整理柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分.docx
《整理柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分.docx》由会员分享,可在线阅读,更多相关《整理柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分.docx(24页珍藏版)》请在冰点文库上搜索。
整理柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分
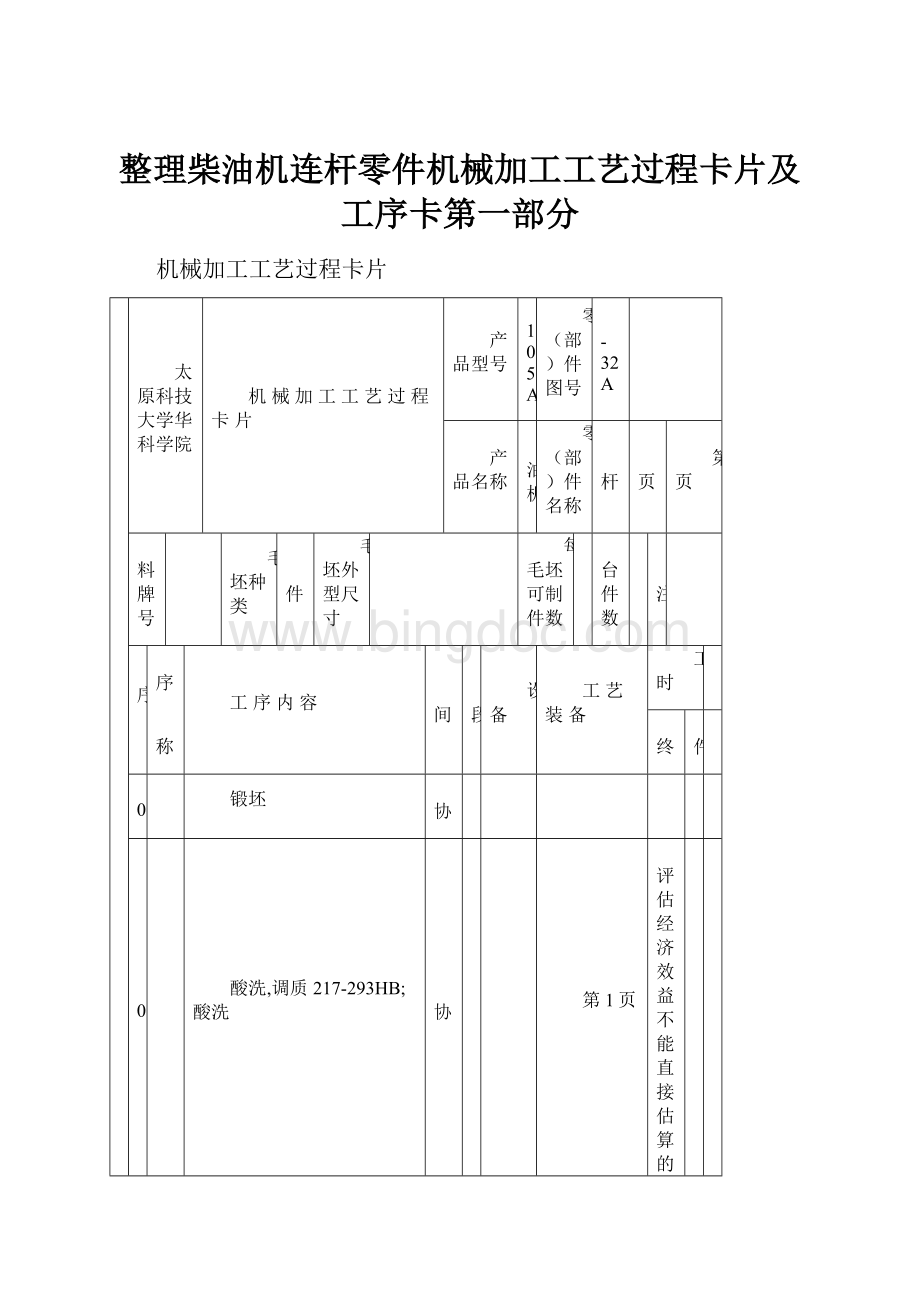
机械加工工艺过程卡片
太原科技大学华科学院
机械加工工艺过程卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共页
第页
材料牌号
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数
每台件数
1
备注
工序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
锻坯
外协
20
酸洗,调质217-293HB;酸洗
外协
第1页
在评估经济效益不能直接估算的自然资源方面,机会成本法是一种很有用的评价技术。
机会成本法特别适用于对自然保护区或具有唯一性特征的自然资源的开发项目的评估。
(1)内涵资产定价法30
喷砂,涂漆
金结
2.建设项目环境影响评价文件的报批时限
『正确答案』B
综合性规划
(1)土地利用的有关规划;
40
(1)资质等级。
评价机构的环评资质分为甲、乙两个等级。
环评证书在全国范围内使用,有效期为4年。
(3)专项规划环境影响报告书的内容。
除包括上述内容外,还应当包括环境影响评价结论。
主要包括规划草案的环境合理性和可行性,预防或者减轻不良环境影响的对策和措施的合理性与有效性,以及规划草案的调整建议。
探伤,退磁
规划环境影响的跟踪评价应当包括下列内容:
检
磁力探伤机
1
粗铣大小头连杆两端面
大件
NZ73008
2
钻小头孔
大件
Z575
3
粗镗小头孔
大件
T740
4
倒小头孔倒角及去毛刺
大件
Z525B
5
钻大头孔
大件
四轴立式组合钻床
6
粗镗大头孔
大件
四轴立式组合钻床
7
粗铣大头定位点(工艺凸台)
大件
X6130
8
钻扩铰连杆盖螺栓孔
大件
十轴立式钻床
9
精铣两端面
大件
四轴龙门铣床
10
精铣工艺凸台
大件
龙门铣床
11
磨两端面
大件
平面磨床
12
自连杆上切下连杆盖
大件
卧式铣床
13
粗铣结合面
大件
X52K
14
钻攻螺纹孔
大件
丝锥
160
精铣剖分面
大件
组-035
165
检
检
170
钻螺纹底孔
大件
NZ73007
175
检
检
180
去毛刺,止口倒角
大件
钳
190
吹螺纹孔内铁屑
大件
钳
200
合装打杆盖配对号
大件
钳
描图
描校
底图
号
装订
号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
105
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
大件老连杆
共()页
第()页
车间
工序号
工序名称
材料牌号
50
铣连杆平面
45钢
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
连杆两平面铣床
NZ73008
专-229
2
夹具编号
夹具名称
切削液
专用夹具
冷却液
工位器具编号
工位器具名称
工序工时
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
粗铣上平面至连杆身中心平面
86
108
2.09
1.8
1
描图
2
精铣上平面至杆身中心平面
86
108
2.09
0.7
1
3
粗铣下平面至杆身中心平面
86
108
2.09
1.8
1
描校
4
精铣下平面
86
108
2.09
0.7
1
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第
(2)页
车间
工序号
工序名称
材料牌号
60
磨两平面
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
平面磨床
苏联
037-1
6
夹具编号
夹具名称
切削液
浮化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
1000
1100
0.02
0.4
20
描图
磨下平面至尺寸
1000
1100
0.02
0.4
20
退磁
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105-A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(3)页
车间
工序号
工序名称
材料牌号
70
钻小头孔
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
立钻
Z575
021-51
1
夹具编号
夹具名称
切削液
浮化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻小头孔至尺寸
88
11.75
0.34
54
1
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(4)页
车间
工序号
工序名称
材料牌号
大件老连杆
80
倒小头孔角
45
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
立衍
X525B
021-56
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
小头孔上端倒角至尺寸
85
12.68
0.52
2.5
1
描图
2
小头孔另一端倒角至尺寸
85
12.68
0.52
2.5
1
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105-A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(5)页
车间
工序号
工序名称
材料牌号
90
镗小头孔
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
金刚镗
T740
027-5
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
镗小头孔至直径
670
92.6
0.10
0.55
1
描图
镗小头孔至尺寸
670
92.6
0.10
0.2
1
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
大件老连杆
共(43)页
第(6)页
车间
工序号
工序名称
材料牌号
100
铣大头定位点
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧铣
X6130
068-14
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
H-32-741-04
连杆大头定位点铣夹具
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
铣大头定位点至尺寸
420
165
0.25
2.6
1
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(7)页
车间
工序号
工序名称
材料牌号
大件老连杆
110
去大头定位点毛刺
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧铣
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
去大头定位点毛刺
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(8)页
车间
工序号
工序名称
材料牌号
大件老连杆
120
粗铣剖分面及止口
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
NZ73020
1
夹具编号
夹具名称
切削液
工序工时
准终
单件
H-32-221-06
连杆剖分面粗铣刀
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
粗铣剖分面至尺寸
75
22.4
0.80
4.5
1
描图
粗铣止口至尺寸
75
24.7
0.80
4.5
1
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
太原科技大学华科学院
机械加工工序卡片
产品型号
2105A
零(部)件图号
H-32A
产品名称
柴油机
零(部)件名称
连杆
共(43)页
第(9)页
车间
工序号
工序名称
材料牌号
130
半边镗大头孔
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
粗镗大头孔专机
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
H-32-734-06
连杆大头孔粗镗夹具
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
半边镗大头孔至尺寸
270
62.77
0.25
5
1
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 