Moldex3D分析设定操作技巧经过流程Word文档格式.doc
《Moldex3D分析设定操作技巧经过流程Word文档格式.doc》由会员分享,可在线阅读,更多相关《Moldex3D分析设定操作技巧经过流程Word文档格式.doc(34页珍藏版)》请在冰点文库上搜索。
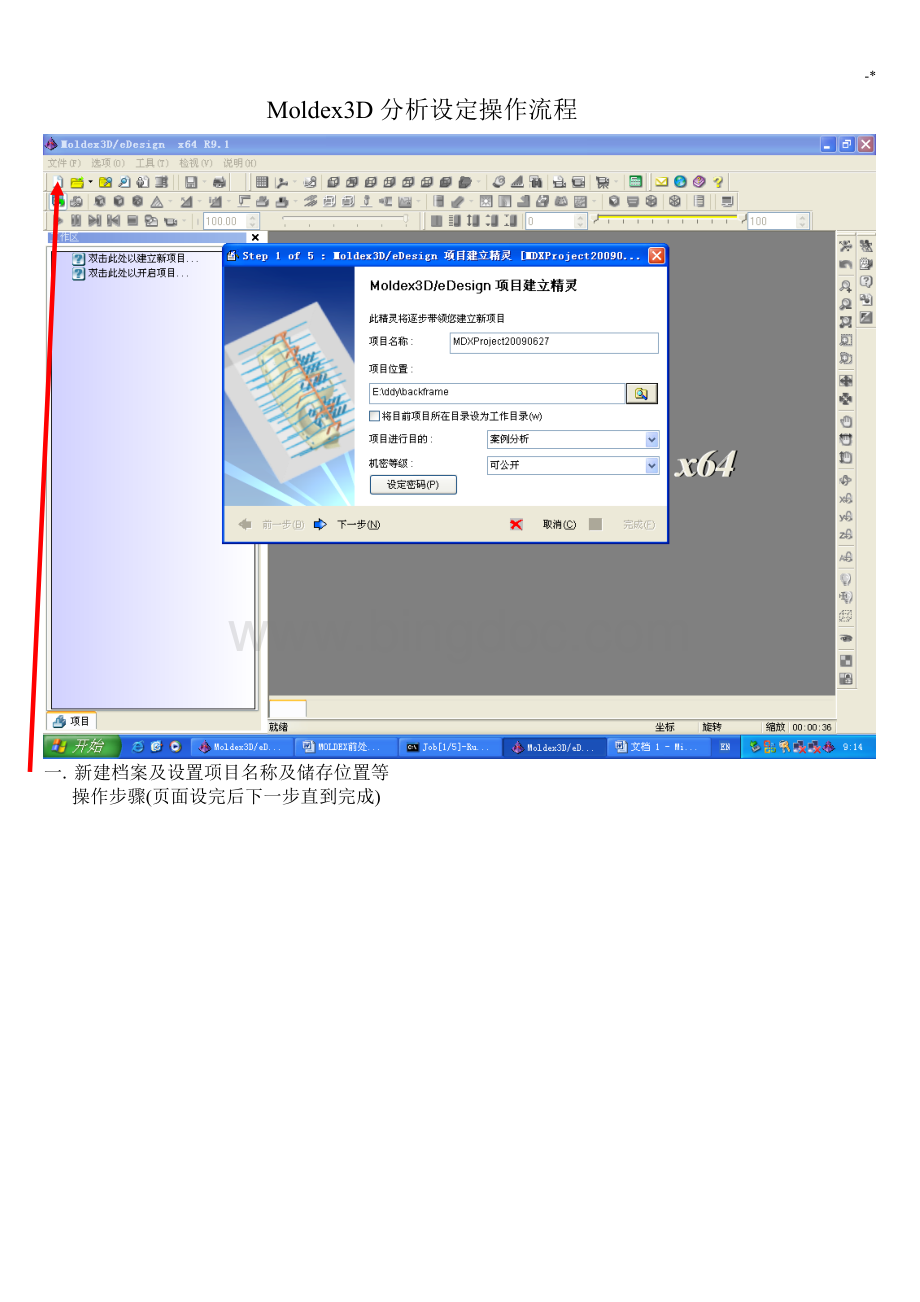
基本信息查看,完成
分析项目建立新组别
导入新的网格
查看模具尺寸,模穴体积(cc数量,后续很常用的一项指标)等信息
设置新的材质(如果下拉菜单已有所需的材料可以选用,没有需新增)
第一项紫色菜单是已加入的项目的材料
第二项绿色菜单是用户使用过的材料
第三项红色菜单是软件收积的材料库
在材料库中找到所需材料右键加入项目
此项目选用HIPS-POLYREXPH-888H
查看材料的信息
黏度MFI值(流动指数)-值越小越难流动(需在相同环境测试的值才能比较)
比容Tg(玻璃转化温度点,塑胶在这个温度的时候会慢慢变软)压力越大,比容越小,密度越大
比热(塑胶吸热有速度)鼠标停留在坐标上,下面会出现相对应的温度及比热值
热传导系数(塑胶的温度传递)鼠标停留在坐标上,下面会出现相对应的温度及热传导系数值
了解机械性质
材料内容非流动温度(也叫固化温度,塑胶冷却到此温度会固化)密度
查看完后关闭,下一步
建立新的成型条件
暂不了解模具的机台及成型压力等因素时选用CAE分析设定界面
知道模具的机台可选射出机台设定界面(由多段设定/由射出时间),本次项目选第二项射出机台设定界面(由多段设定)
射出机台设定:
如果下拉菜单中已有所需机台,直接选用;
如果没有则新增
选择所需的机台型号
如HC-600-S(S代表此型号机台的螺杆大小,S最小,M中等,L最大)
检视
查看螺杆大小及机台压力
螺杆越小,机台的压力越大,射出的流率(CC量)越小
完成后确认加入自定资料库
充填保压的设定
流率的多段设定设为三段,第一段充填流道,此时压力降小不让它速度过快产生高热
第二段是产品的充填过程,可以让射出速度加快
第三段是产品快充满时可降慢速度让压力减小
第二段螺杆行程=产品CC量/(产品CC量+流道CC量)X螺杆总行程
第三段螺杆行程=1/10螺杆总行程
设完后观看行程时间合理性再确认
射出压力多段设定
射出压力控制在机台的八成压力以内,不让机台进行极限运作
VP切换(V是流率,充填P是压力,保压)
VP切换指的是充填压力切换到保压压力
此项暂选由充填体积的98%切换成保压压力
保压时间(分析时暂不确定保压时间可设3秒,根据产品依经验判别)
保压压力为参照充填结束压力
啤机注塑时会有一个充填惯性,产品充填结束后如果继续有持续的压力进行保压,产品可能会被出现
毛边,变形等现象,所以充填结束切换到保压压力时应减小压力(充填压力七至八成),防止过保压
塑胶温度及模具温度台照材料内容里面
冷却设定
空气温度为啤机车间的室温,开模时间(充填完成冷却时间+开模+滑块及顶出等机械动作+合模的总时间,模具开模后散发的热量会更多)冷却时间进行估算
设各项指标进行估算
密度,比热,热传导系数可在材料里面找出
如比热
光标停留在顶出温度上,下面会显示相应的值
冷却进阶设定
水路温度设成与模具温度一样
选择相应的模具材质(此项目选项718H)
了解和核对一些基本信息
新建计算参数设定
固化温度(非流动温度,在材料内容里面,HIPS非流动温度为117度)
进行多个文件处理时可更改工作数(工作数不能超过授权数,也不能超过CPU数,如此项目不能超过2)
确认内容完成
右键设定分析顺序
选择完整分析-CFPCW(冷却,充填,保压,冷却,翘曲),储存,开始分析
有多个项目需一起分析时可用批次执行,选择所要分析的项目加入
 升级会员
升级会员 