46啮合同向三螺杆挤出机捏合段三维等温流场的数值分析陈晋南.docx
《46啮合同向三螺杆挤出机捏合段三维等温流场的数值分析陈晋南.docx》由会员分享,可在线阅读,更多相关《46啮合同向三螺杆挤出机捏合段三维等温流场的数值分析陈晋南.docx(10页珍藏版)》请在冰点文库上搜索。
46啮合同向三螺杆挤出机捏合段三维等温流场的数值分析陈晋南
啮合同向三螺杆挤出机捏合段三维等温流场的数值分析
胡冬冬陈晋南
北京理工大学化工与环境学院100081
摘要:
利用有限元软件包POLYFLOW数值模拟了并行排列和三角形排列的三螺杆挤出机及双螺杆挤出机中捏合块元件的三维等温流场,分析了三螺杆中物料的流动形态,比较了三种挤出机的熔体输送特性、挤出稳定性、瞬态混合特性及累积混合特性,并对正三角形排列的三螺杆所特有的中心区流动进行了分析。
关键词:
三螺杆挤出机捏合段三维等温流场数值分析
NumericalAnalysisofthe3DIsothermalFlowintheKneadingBlocksoftheIntermeshingCo-rotating3-ScrewExtruders
DongdongHuandJinnanChen
SchoolofChemicalEngineeringandEnvironmentalScience,BeijingInstituteofTechnology,Beijing100081,PRChina
Abstract:
Three-dimensionalisothermalflowsofpolymermeltinthekneadingblocksoftriangularly-arrangedandparallelly-arrangedintermeshingco-rotatingthree-screwextrudersalongwiththetraditionalintermeshingco-rotatingtwin-screwextruderaresimulatedusingthefiniteelementpackagePOLYFLOW.Basedonthevelocityfieldscalculated,flowpatternsinthethree-screwextrudersarevisualizedusingparticletrackingtechnique.Pumpingcharacteristic,extrusionstability,instantaneousandcumulativemixingcharacteristicsareanalyzedanddiscussedforthethreetypesofmachines.Alsothepeculiarflowinthecentralregionofthetriangularly-arrangedthree-screwextrudersisstudiedwithparticletrackinganalysis.
Keywords:
Three-screwextruders,Kneadingblocks,3-DIsothermalflow,NumericalAnalysis
引言
螺杆类挤出机的广泛应用促进了挤出机的发展创新。
近年来,人们在传统的双螺杆挤出机的基础上,研究开发了三螺杆挤出机[1-3],以适应高速发展的聚合物工业对混合效果提出的更高要求。
三螺杆挤出机以其灵活多变的几何排布方式、多个啮合区,形成物料在流向、流速上的多重变化,对质点在空间位置的分布产生了极其有益的影响,以优异的混合特性、小的长径比、较高的产能比受到关注。
目前,国内外对三螺杆挤出的理论研究还处于定性分析的初步阶段[1]。
由于三螺杆挤出机的流场比双螺杆更加复杂,文献中还未见有对三螺杆挤出机流场数值模拟研究的报道。
对于三螺杆挤出机,螺杆的几何排布方式可以有如下三种形式:
一字型(并列型)、等边三角形和等腰三角形。
本章利用POLYFLOW软件模拟了并行排列和三角形排列的三螺杆挤出机中捏合块元件的流场,并与双螺杆挤出机的流场进行了比较。
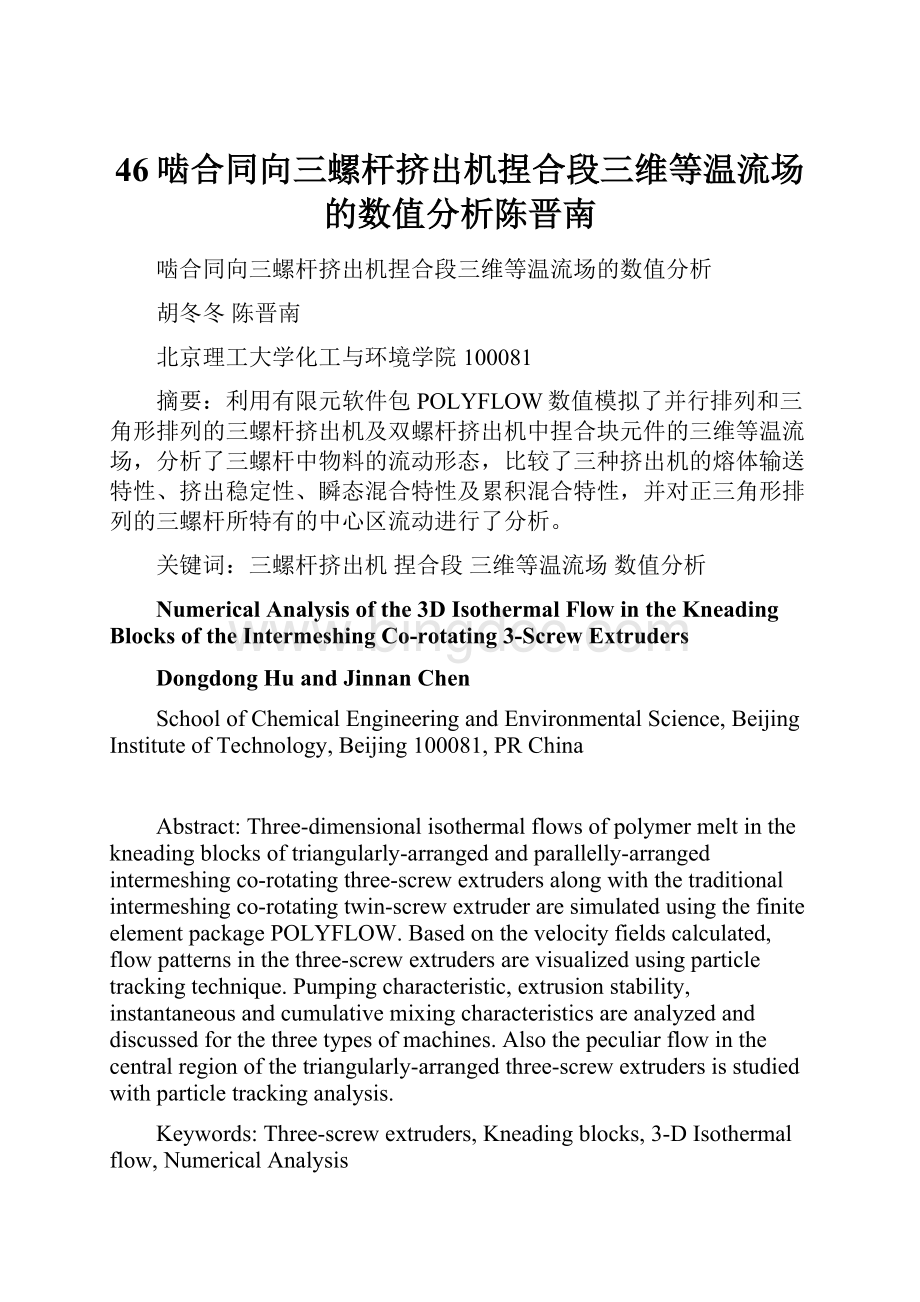
图1三种挤出机的螺杆构型及有限元网格(MST)
1螺杆元件特征尺寸及有限元网格划分
三种挤出机采用相同的几何特征参数:
螺杆根径42.0mm,机筒内径53.2mm,螺杆外径53.0mm,装配中心距48.0mm;其中,螺杆元件为三头捏合块,其错列角为30°,盘片厚度为6mm,捏合块总长度为30mm[4]。
为克服因螺杆旋转而带来的网格划分的困难,使用网格叠加方法(MST)来生成有限元网格。
三种挤出机的螺杆构型及有限元网格如图1所示。
可以看到,MST方法在这里更进一步地体现了其独特的优越性,若使用真实流道开展三螺杆流场的模拟计算,其网格划分将比双螺杆更为复杂,且工作量更为繁重。
2数学模型
采用文献[5]中数学模型式(2-1)~(2-4),聚合物熔体为LDPE,其流变模型参数已在文献[5]第二章2.1.4节给出。
计算中采用如下边界条件:
螺杆转速为100rpm;机筒内壁和螺杆表面无滑移;流道进出口给定压强边界条件。
为求得粒子轨迹,计算了螺杆转过不同角度时的流场。
对于三头螺杆元件而言,螺杆处于α角度时的流场与螺杆处于(α+120°)角度时的流场是完全相同的,根据这一周期性,我们只需计算螺杆转角从0°到120°时的流场。
在求得速度场后,通过对速度矢量沿时间进行积分获得粒子的轨迹。
我们对1000个粒子的轨迹进行了数值跟踪,并对计算得到的1000条运动轨迹进行了统计学处理。
采用PTA方法进行混合分析时所作的假设与第三章相同,这里不再赘述。
计算所得结果的相对迭代误差不超过0.5%,完成所有计算大约需要120小时。
3计算结果及讨论
3.1三螺杆挤出机中粒子的运动轨迹
图2和3给出了两种三螺杆挤出机中物料粒子的运动轨迹,图中粗线表示轨迹,轨迹线上不同的颜色代表不同的停留时间。
由于在本文的计算中三根螺杆是紧密啮合的,因此绝大多数粒子绕螺杆外围从一根螺杆流往另一根螺杆,沿着机筒轮廓线作空间螺旋运动,物料在三根螺杆间进行交换(见图2(a)~(c)及图3(a)~(d)),该模拟结果与文献[1]的定性分析一致。
对于三角形排列的三螺杆,由于相邻螺杆之间存在很小的间隙,部分粒子穿过啮合区进入中心区,如图2(d)、(e)所示;个别粒子在运动过程中偶尔会绕一根螺杆旋转,如图2(f)所示。
对于并行排列的三螺杆,部分粒子也会出现绕一根螺杆打转的情况。
在传统的啮合同向双螺杆挤出机中,物料每绕螺杆旋转一周要经过2次啮合区;在正三角形排列的三螺杆挤出机中,物料每绕螺杆旋转1周要经过次啮合区;在并行排列的三螺杆中,物料每绕螺杆旋转1周要经过4次啮合区;从这一意义上来说,三螺杆挤出机的多个啮合区将使得塑化和混合效果更好。
(a)(b)(c)
(d)(e)(f)
图2三角形排列的三螺杆挤出机中粒子轨迹
(a)(b)
(c)(d)
图3并行排列的三螺杆挤出机中粒子轨迹
3.2三种挤出机的输送特性
图4给出了三种挤出机中体积流量随轴向压差的变化,即螺杆特性曲线。
由图4可见,三螺杆挤出机的输送能力比双螺杆要强,且三角形排列的略高于并行排列的。
但是,从螺杆特性曲线的斜率可以看出,与三螺杆相比,双螺杆挤出机的螺杆特性“硬”,表明当压力梯度有较小的波动时,双螺杆的挤出过程相对稳定一些。
图4体积流量随轴向压差的变化
图5给出了三种挤出机中体积流量随螺杆转动角度的波动曲线,其中体积流量的相对波动幅度由体积流量的最大波动幅度与平均体积流量之比求得。
由图5可见,在三种挤出机中,随着螺杆的转动,三角形排列的三螺杆挤出机的挤出过程最稳定,双螺杆居中,并行排列的三螺杆挤出最不稳定。
图5体积流量随螺杆转动角度的波动曲线
3.3三种挤出机的瞬时混合特性
下面讨论了压差为零的条件下,螺杆在某一转角时的瞬态流场的混合特性。
图6给出了三种挤出机流道横截面上的剪切速率分布。
对于三种挤出机,流道横截面上的剪切速率有相似的分布:
在啮合区及螺杆顶端,剪切速率最大;在流道中部,剪切速率相对较小。
图6三种挤出机中流道横截面上的剪切速率分布
图7给出了三种挤出机中剪切速率的体积分布。
剪切速率在0~1000s-1范围内,三者的差别较小,为此我们将考察范围缩小,给出了剪切速率在300~600s-1范围内的体积分布。
比较7(a)(b)(c)可见,在高剪切速率范围内,并列型三螺杆中的体积分布明显地高于三角型三螺杆和双螺杆。
(a)并行排列的三螺杆挤出机中剪切速率的体积分布
(b)三角形排列的三螺杆挤出机中剪切速率的体积分布
(c)双螺杆挤出机中剪切速率的体积分布
图7三种挤出机中剪切速率的体积分布
图8、9和10分别给出了三种挤出机中平均剪切速率、平均特征剪切应力和平均拉伸流动指数随着轴向压差的变化。
由图8可见,并列型的三螺杆挤出机的平均剪切速率最大;三角形排列的三螺杆挤出机与双螺杆的平均剪切速率相当。
随着轴向压差的变化,三种挤出机内平均剪切速率的变化趋势相同:
即在压差为零时平均剪切速率最小;当轴向压差的绝对值增加时,平均剪切速率增加,可见正压和负压都有利于剪切混合。
由图9可见,三种挤出机的平均特征剪切应力的大小顺序为:
并列型三螺杆>三角形三螺杆>双螺杆。
同样地,在轴向压差为零时平均特征剪切应力最小;当轴向压差的绝对值增加时,平均特征剪切应力增加,但负压比正压更有利于剪切混合。
由图10可见,三种挤出机的平均拉伸流动指数的大小顺序为:
双螺杆>并列型
图8平均剪切速率随轴向压差的变化
图9平均特征剪切应力随轴向压差的变化
图10平均拉伸流动指数随轴向压差的变化
三螺杆>三角形三螺杆,但在数值上差别较小。
从平均拉伸流动指数随轴向压差的变化趋势上看,压差绝对值较小时有利于拉伸混合。
3.4三种挤出机的累积混合特性
图11给出了三种挤出机中的累积停留时间分布。
如前所述,我们跟踪了1000个粒子在18s内的运动轨迹;由于在4s以后三种挤出机中的累积停留时间分布曲线几
图11三种挤出机中的累积停留时间分布
乎重合,故这里只给出了4s内的累积停留时间分布。
由图11可以看出,在0.75s~1.5s的范围内,双螺杆挤出机中的累积停留时间分布略高于三螺杆挤出机。
对于三角形排列的三螺杆挤出机,其累积停留时间分布曲线的起始段(在0.25s~0.5s的范围内)有一小平台,该小平台所对应的那部分流体相对于其余部分流体的停留时间短得多,轴向混合较差。
在下文我们将解释产生小平台的原因。
图12流体A与流体B在三种挤出机流道入口的初始分布
图13物料在三种挤出机中的分离尺度
分离尺度也是反映累积混合特征的指标之一。
这里,我们考察了流体A与流体B在三种挤出机中的分散混合过程。
设流体A与流体B在三种挤出机流道入口的初始分布如图12所示,对前面求得的1000条粒子轨迹进行统计处理,我们得到了分离尺度沿螺杆轴向的变化,如图13所示。
由图13可见,对于双螺杆和并列型三螺杆,其初始分离尺度与正三角形排列的三螺杆有很大的差距,这主要是由于浓度的初始分布不同而引起的。
物料在正三角形排列的三螺杆挤出机中的分离尺度一直保持较低水平,可见该种挤出机的分散行混合性能较好。
(a)z=1mm(b)z=11mm
(c)z=16mm(d)z=21mm
图14正三角形排列的三螺杆挤出机中不同横截面上的速度矢量分布
3.5三角形排列的三螺杆挤出机中心区流动分析
对于正三角形排列的三螺杆挤出机,在三根螺杆之间有一个所谓的中心区。
中心区域的物料在螺杆工作时不能直接受到螺棱面的推进作用[1]。
图14给出了在某一时刻沿螺杆轴向的不同截面上速度矢量分布。
从该瞬时的速度矢量分布来看,中心区的物料似乎有形成局部小环流的可能性(见图14(a)(c))。
如果这种推测成立的话,中心区将会有物料滞留,这对加工显然不利。
为考察中心区是否会产生滞流,在流道入口处如图15所示的中心矩形区域任意释放了1000个粒子,并对它们的运动轨迹进行数值模拟跟踪。
通过对它们在计算域中停留时间的统计得到了粒子的累积停留时间分布,如图16所示。
从图16可以看出,在所考察的1000个粒子中,大约有97%的粒子其停留时间不超过4s;当时间进行到14s时,几乎所有的粒子都流出了计算域。
由此可见,三螺杆挤出机的中心区不会产生滞流。
这一结论证明了文献[1]的定性分析结果是正确的。
图15中心区粒子在流道入口处的初始分布图16中心区粒子的累积停留时间分布
事实上,随着三根螺杆的转动,中心区的面积有一个由大到小又由小到大的变化过程,处于中心区的物料将不断受到挤压–复原–放松的作用。
由于聚合物熔体是不可压缩的,当其受到螺棱的挤压时,部分物料将沿螺杆轴向向前或向后运动到中心区空间较大的区域,其运动轨迹如图17(a)(b)(c)所示;还有部分物料将在螺棱的带动下流出中心区,并绕着三根螺杆作螺旋运动,其运动轨迹如图17(d)所示。
虽然从轨迹(a)(c)上可以看出局部小环流,但这种小环流也只是个别的、瞬间即逝的,不会形成物料的滞留。
(a)(b)(c)
(d)
图17中心区粒子的典型轨迹
对比图16和图11可以发现,在正三角形排列的三螺杆中,中心区内大约55%以上的粒子其停留时间低于0.5s(图16),整个流场内大约20%的粒子其停留时间低于0.5s(图11)。
至此,我们可以对图11中正三角形三螺杆累积停留时间分布曲线上的“小平台”作出如下的解释:
由于中心区内的一部分流体直接流过中心通道(见图17(a)(b)(c)),因此其停留时间比其它绕三根螺杆作螺旋运动的流体要短得多,从而导致了小平台的出现。
另外需要指出的是,由于中心区的部分流体停留时间过短,这部分流体将无法得到较好的混合。
4结论
利用数值模拟的方法研究了并行排列和三角形排列的三螺杆挤出机及双螺杆挤出机中捏合块元件的三维等温流场,分析了三螺杆中物料的流动规律,比较了三种挤出机的熔体输送特性、挤出稳定性、瞬态混合特性及累积混合特性,并对正三角形排列的三螺杆所特有的中心区流动进行了分析。
模拟结果表明:
(1)对于并行排列和三角形排列的三螺杆,绝大多数粒子绕螺杆外围从一根螺杆流往另一根螺杆,沿着机筒轮廓线作空间螺旋运动,物料在三根螺杆间进行交换。
由于相邻螺杆之间存在很小的间隙,部分粒子穿过啮合区。
(2)三螺杆挤出机的输送能力比双螺杆要强,且三角形排列的略高于并行排列的。
当压力梯度有较小的波动时,双螺杆的挤出过程相对稳定一些。
在压差一定的条件下,就体积流量随着螺杆转动的相对波动幅度而言,三角形排列的三螺杆挤出机的挤出过程最稳定,双螺杆居中,并行排列的三螺杆挤出最不稳定。
(3)就瞬态混合特性而言,并列型的三螺杆挤出机较好,三角形排列的三螺杆挤出机较差。
三种挤出机中平均剪切速率、平均特征剪切应力和平均拉伸流动指数随着轴向压差的变化有相同的变化趋势。
(4)就累积混合特性而言,以分离尺度这一指标进行统计分析的结果表明三角形排列的三螺杆挤出机较好,但在其累积停留时间分布曲线的起始段有一小平台,该小平台对应的那部分流体停留时间较短,轴向混合较差。
(5)正三角形排列的三螺杆之间有一中心区,通过对中心区粒子运动轨迹的数值模拟跟踪及统计分析,结果表明中心区虽然会形成局部的瞬态小环流,但不会引起物料滞留。
此外,中心区的一部分流体直接流过中心通道,其停留时间比其它绕三根螺杆作螺旋运动的流体要短得多,从而导致累积停留时间分布曲线上出现小平台。
参考文献
1.姜南,朱常委.浅析三螺杆挤出机的混合作用.中国塑料,2001,15(8):
87-90
2.陈怡,刘廷华.螺杆挤出装备技术现状及其进展.塑料挤出,2002,1(3):
3~9
3.姜南,刑应生,闫宝瑞,朱常委.三螺杆挤出机及其特性.塑料,2003,32
(1):
56~58
4.HongfeiCheng,IcaManas-Zloczower.Studyofmixingefficiencyinkneadingdiscsofco-rotatingtwin-screwextruders.PolymEngSci,1997,37(6):
1082~1090
5.胡冬冬.组合式多螺杆挤出机性能和挤出机理的研究.北京理工大学博士学位论文,2004.3
 升级会员
升级会员 