华为要求终端结构件Cpk及SPC执行操作规范V2.0文档格式.doc
《华为要求终端结构件Cpk及SPC执行操作规范V2.0文档格式.doc》由会员分享,可在线阅读,更多相关《华为要求终端结构件Cpk及SPC执行操作规范V2.0文档格式.doc(5页珍藏版)》请在冰点文库上搜索。
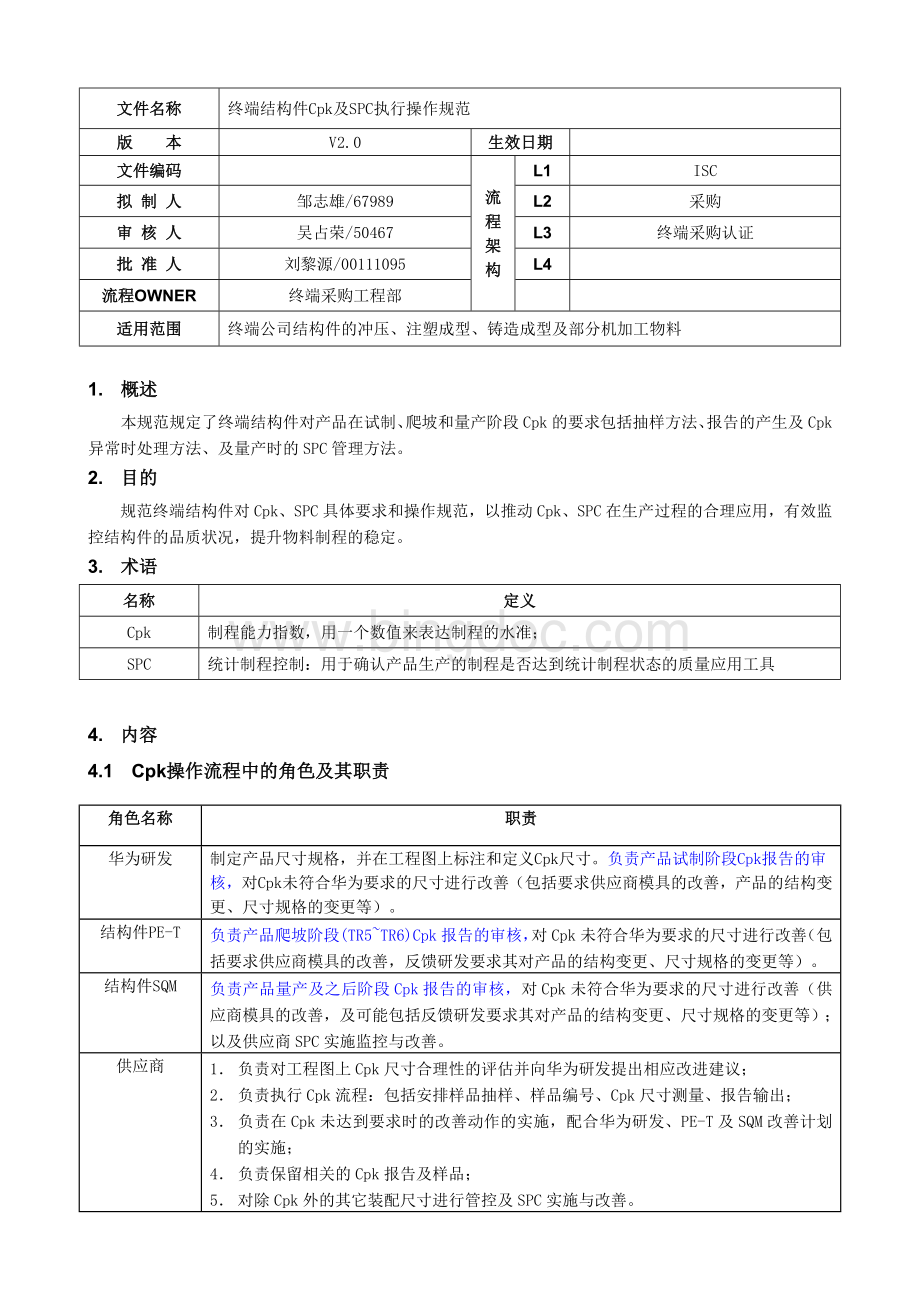
适用范围
终端公司结构件的冲压、注塑成型、铸造成型及部分机加工物料
1.概述
本规范规定了终端结构件对产品在试制、爬坡和量产阶段Cpk的要求包括抽样方法、报告的产生及Cpk异常时处理方法、及量产时的SPC管理方法。
2.目的
规范终端结构件对Cpk、SPC具体要求和操作规范,以推动Cpk、SPC在生产过程的合理应用,有效监控结构件的品质状况,提升物料制程的稳定。
3.术语
名称
定义
Cpk
制程能力指数,用一个数值来表达制程的水准;
SPC
统计制程控制:
用于确认产品生产的制程是否达到统计制程状态的质量应用工具
4.内容
4.1Cpk操作流程中的角色及其职责
角色名称
职责
华为研发
制定产品尺寸规格,并在工程图上标注和定义Cpk尺寸。
负责产品试制阶段Cpk报告的审核,对Cpk未符合华为要求的尺寸进行改善(包括要求供应商模具的改善,产品的结构变更、尺寸规格的变更等)。
结构件PE-T
负责产品爬坡阶段(TR5~TR6)Cpk报告的审核,对Cpk未符合华为要求的尺寸进行改善(包括要求供应商模具的改善,反馈研发要求其对产品的结构变更、尺寸规格的变更等)。
结构件SQM
负责产品量产及之后阶段Cpk报告的审核,对Cpk未符合华为要求的尺寸进行改善(供应商模具的改善,及可能包括反馈研发要求其对产品的结构变更、尺寸规格的变更等);
以及供应商SPC实施监控与改善。
供应商
1.负责对工程图上Cpk尺寸合理性的评估并向华为研发提出相应改进建议;
2.负责执行Cpk流程:
包括安排样品抽样、样品编号、Cpk尺寸测量、报告输出;
3.负责在Cpk未达到要求时的改善动作的实施,配合华为研发、PE-T及SQM改善计划的实施;
4.负责保留相关的Cpk报告及样品;
5.对除Cpk外的其它装配尺寸进行管控及SPC实施与改善。
4.2华为结构件Cpk要求及Cpk尺寸定义的说明
4.2.1对需要测量Cpk的尺寸根据抽样样板要求实施Cpk程序,Cpk≥1.33;
4.2.2研发在2D工程图上标注2~3个Cpk尺寸,Cpk尺寸的选择应为关键的装配尺寸,特别是可能影响装配及装配后产生间隙或断差的尺寸;
要求关键尺寸Cpk≥1.33,同时符合易测量及合理公差、能反映制程稳定属性。
以下尺寸需要双方沟通更改:
ü
不易测量的尺寸如圆弧或倒角延伸的尖点为尺寸的一起点的或测量时需破坏产品的等;
公差超出了工艺本身能达到的要求;
反映不了制程稳定的尺寸。
更改确定的Cpk要求的尺寸需重做Cpk。
4.2.3成品尺寸与素材尺寸转化:
供应商根据初版2D工程物料图纸,若图纸为成品图纸,则基于物料工艺转换为注塑素材尺寸,公差保持不变;
例:
图纸标注外形100±
0.05,2涂的膜厚为0.02mm,这样转化后素材为:
99.96±
0.05,然后以此尺寸作为CPK管控;
图纸本身就为素材图纸的,不用进行转换;
供应商转换的素材关键Cpk尺寸,需要华为研发审批才可执行;
可以通过邮件或其它正规方式交流;
(供应商需对工艺的膜厚负责,由于评估不准确或制程管控等原因导致的偏差由供应商负责)
研发在后期升级2D工程图纸时,要在2D上标注素材Cpk基准尺寸和公差以便供应商执行。
若后制程工艺不同导致成品尺寸变异或产品变形的,则要根据从成品中随机取样40pcs做模拟CPK报告对照;
若超出的,供应商需要提醒华为,要求华为考虑修正成品规格或重新开模或修改模来应对。
注:
若图纸为成品尺寸图,则承认书中附的全尺寸报告为成品尺寸报告和素材尺寸报告;
CPK报告为素材尺寸;
图纸为素材尺寸图,则承认书中附的全尺寸报告为素材尺寸报告,CPK报告为素材尺寸。
4.3Cpk样品的取样规定
当供应商的Cpk流程严于本规范时,可按自身流程执行,否则必须按此流程执行。
Cpk的启动条件是全尺寸报告必须确认OK,工艺稳定,且外观质量达到要求,才能开始进行取样测量。
4.3.1首件执行:
Cpk尺寸在模具和注塑成型稳定后,其实际尺寸必须在公差带的2/3范围内且成型机台连续稳定运行30分钟后才能取样。
关于公差带2/3范围,如10±
0.1,实际要在10±
0.06才行;
否则需要重新调整模具或成型参数或与华为商谈更改规格,直到满足才可。
4.3.2试制段是“SV2,SV3段”要求做Cpk。
SV2:
Mini-Cpk做法;
成型机台连续稳定运行30分钟后,每隔15min取样1次,每次每穴5pcs;
样本量:
40pcs/穴,总运行时间2H。
SV3:
正式CPK;
每隔30min取样1次,每次每穴2pcs;
总运行时间10H,样本量:
40pcs/穴
对于订单量小的产品,取样间隔可最小改至15分钟。
4.3.3爬坡段Cpk:
(爬坡段:
正式签样完成到量产稳定段,一般是华为的TR5~TR6阶段)
成型机台连续稳定运行30分钟后,每隔30min取样一次,每次每穴2pcs;
40pcs/穴。
4.3.4量产SPC:
首件检查的实际尺寸必须在公差带的2/3范围内才能取样量测首件,每穴3pcs进行X拔-R制作,数据保留1年。
每4H取样1次,每次每穴3pcs进行X拔-R制作,数据保留1年。
末件检查,每穴3pcs进行X拔-R制作,数据保留1年。
每批生产都应有SPC的取样测量,以每月为一个监控周期。
即SPC报告以月度形式。
4.3.5压铸件取样方式参照注塑件;
冲压件和机加件取样方式(含试产和量产):
冲压件取样须在FAI确认后模具连续稳定生产50件后再连续生产1000件,然后从1000件中随机抽取40件作为Cpk取样样品;
机加件取样在FAI确认及和生产稳定后每5件取一件做为Cpk取样样品,取40件。
4.4Cpk取样样品测量前的标示
Cpk测量需要的样品,应根据取样间隔按组进行标示;
如:
第一次取样组的标示为:
1-1,1-2,1-3….
第二次取样组的标示为:
2-1,2-2,2-3…依次类推。
同时,Cpk测量报告对产品的记录也根据该产
品的标示编码填入Cpk报告中。
对于一模多穴产品每穴需分别做CPK。
4.5Cpk样品测量前的准备
4.5.1测量仪器的选择:
应根据产品尺寸的位置、特性、公差、尺寸的测量基准等信息来确定测量的仪器。
4.5.2样品的放置时间:
对于注射成型和铸造成型,测量前,样品应在常温下放置不少于4小时。
对于冲压和机加工,除特殊的素材外(如钛合金等记忆合金),一般无放置时间要求。
4.6Cpk报告及取样样品的保留
4.6.1试制阶段和爬坡阶段,供应商须将尺寸测量结果输入Cpk报告并得出Cpk,CP的数值。
量产阶段,采用SPC来监控产品尺寸的变异。
4.6.2试制阶段和爬坡阶段,所取样品和Cpk报告及相应的制程参数(包括成型参数,冲压参数等)应保留至量产开始。
量产阶段,保留首末件样品半年,其它样品无需保留,若为良品可作正常生产物料;
SPC报告应保留至少1年,可以是电子文档或纸张报告。
4.7Cpk/SPC报告的审核及异常处理
4.7.1Cpk/SPC报告的审核:
由华为结构件研发负责对试制阶段Cpk报告的审核。
审核确定是否Cpk报告符合以上的流程制作,Cpk尺寸是否正确,是否有遗漏或多余尺寸,Cpk报告计算格式是否正确,Cpk数值是否达到1.33的要求。
审核方式可以是纸张报告签名或电子邮件,并通知PET及SQM;
由华为结构件PET负责对爬坡阶段Cpk报告的审核。
审核方式可以是纸张报告签名或电子邮件并通知SQM;
由结构件SQM负责对量产阶段SPC报告的月度监控,确认产品尺寸的SPC报告是否制作正确,有效,及时;
确认SPC报告是否证明产品制程是否在统计控制状态。
4.7.2Cpk/SPC报告异常的处理:
u试制阶段,当Cpk<
1.33时:
对于Cpk尺寸,实配Ok及外观OK,需分析供应商制程能力,根据分析结果,华为确认是否做规格修整;
其它情况,需进行模具调整,重新取样送检,直到满足要求。
u爬坡阶段,当Cpk<
对于Cpk尺寸,实配Ok及外观OK,需首先分析供应商制程能力,根据分析结果,并得到华为结构件PET确认,决定是否推动华为研发做规格修整;
u量产阶段,若SQM需要再次确认Cpk的,其可在TR6时的第一批物料生产时启动;
当Cpk<
1.33时,需进行模具或制程调整,重新取样送检,直到满足要求。
u试制时Cpk<
1.33,不能进入爬坡生产和签正式样;
爬坡时Cpk<
1.33,不能进入进行量产认证;
若因进度紧急需书面认可可签限批样,否则不能生产。
u量产后,供应商进行SPC管控;
当SPC报告显示供应商制程不在统计制程状态时,供应商应立即通知内部相关部门采取改善措施,同时通知华为结构件SQM,由SQM给出判定结论。
一般地,供应商须同时向前追溯1批产品,并做相关实配的验证,确保产品不会有质量问题的发生,若有问题时需做隔离处理。
SPC判定不合格的标准如下:
有1点或多点超出SPC管控范围(非产品公差)
连续9点在SPC图表同一侧
连续6点上升或下降
连续14点相邻交替上下
连续15点在中心线两侧的C区内
连续5点有4点在中心线同一侧的C区外
连续8点落在中心线两侧且无一在C区内
连续3点有2点落在中心线同一侧的B区外
4.8关于Cpk尺寸和装配尺寸的区别和管控
Cpk尺寸是由华为研发在工程图纸上定义的重点管控尺寸,也是产品承认的必要条件及生产制程稳定的认证指标。
装配尺寸是指该尺寸会影响到产品的装配并导致质量问题的发生,包括Cpk尺寸。
当供应商或华为SQM评估该尺寸可能影响到产品质量时,供应商必须将其纳入SIP的管控中。
5.支持文件
序号
1
终端结构类物料签样流程
IPD-PD-UE/P012
6.相关文件
上层/上下游接口文件
无
7.记录的保存
记录名称
移交
责任人
保存
保存场所
归档时间
保存期限
到期处理方式
1-Cpk报告及样品
2-SPC报告及样品
SQE
同Cpk及SPC生成的时间
1.1-数据归档后1年;
1.2-样板保持到量产
2.1-数据归档后1年;
2.2-只保留首末件半年。
报废
8.文件拟制/修订记录
版本
拟制/修订责任人
拟制/修订日期
修订内容及理由
批准人
V1.0
邹志雄
2011.12.27
新拟制
刘黎源
2012.05.31
依物料试制节点(SV1、SV2、SV3、正式签样、爬坡试制、量产认证)进行更新。
 升级会员
升级会员 