工序卡.docx
《工序卡.docx》由会员分享,可在线阅读,更多相关《工序卡.docx(19页珍藏版)》请在冰点文库上搜索。
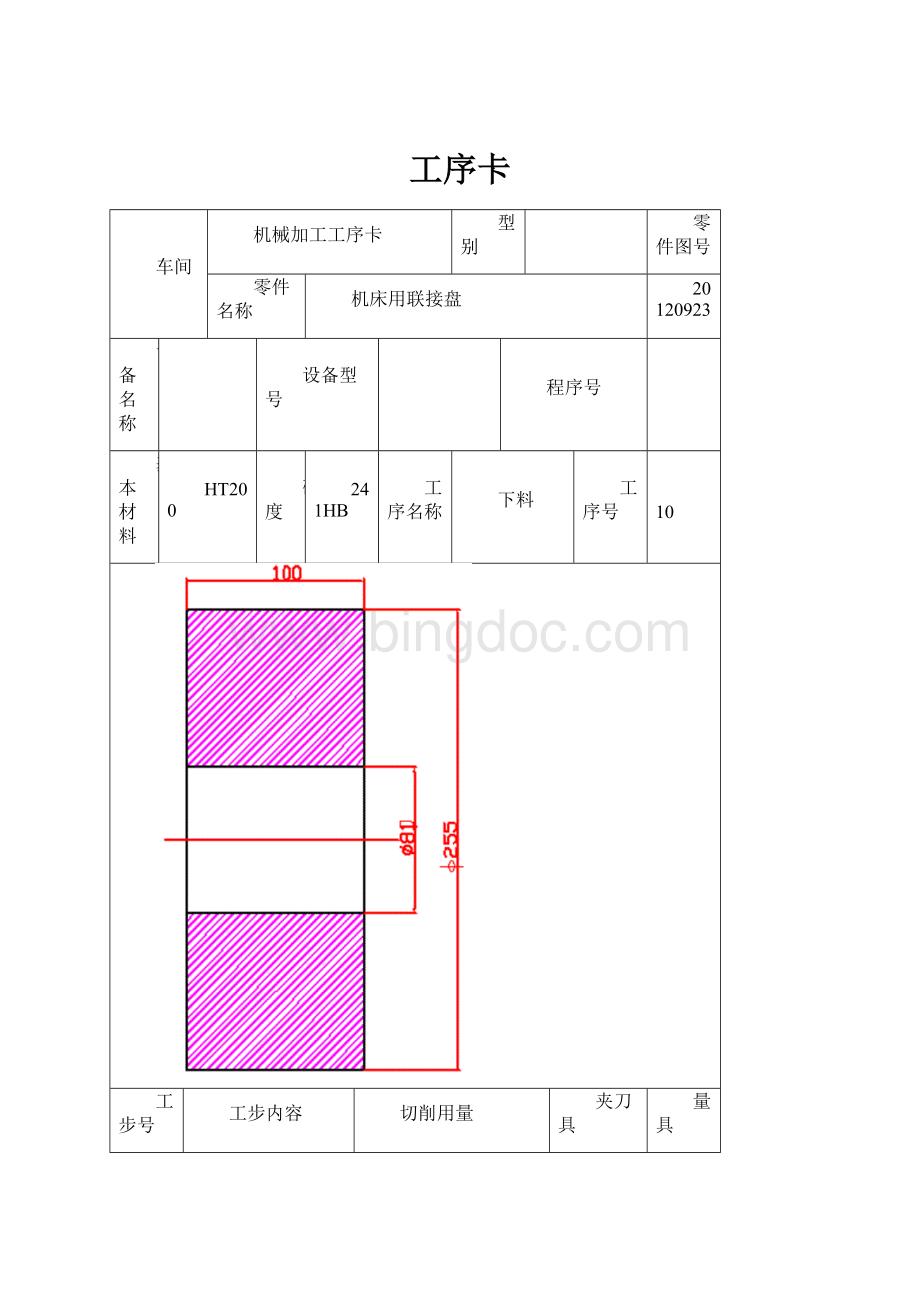
工序卡
车间
机械加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
设备型号
程序号
基本材料
HT200
硬度
241HB
工序名称
下料
工序号
10
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
按φ255mm×100mm,中心φ80的管下料
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
车间
机械加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
设备型号
程序号
基本材料
HT200
硬度
241HB
工序名称
热处理,调质
工序号
20
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
热处理调质
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
普车车间
机械加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
普车
设备型号
CA6140
程序号
基本材料
HT200
硬度
241HB
工序名称
车
工序号
30
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
2
粗车右端外圆,粗车右端面
480
0.15
4
2
45度外圆车刀
游标卡尺
更改栏
工艺员
陈永能
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
数车车间
数控加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
数控车床
设备型号
CK7150A
程序号
O0001
基本材料
HT200
硬度
241HB
工序名称
车
工序号
40
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
粗车左端外圆
500
0.15
109
3
90°硬质合金粗车刀
游标卡尺
2
精车左端外圆
700
0.3
1
90°硬质合金粗车刀
游标卡尺
3
镗φ82的通孔
500
0.15
2
镗刀
游标卡尺
内径千分尺
3
粗精镗φ90,深40的孔
500
0.15
2
镗刀
游标卡尺
内径千分尺
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
数车车间
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
数控车床
设备型号
CK7150A
程序号
O0002
基本材料
HT200
硬度
241HB
工序名称
车
工序号
50
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
粗车左端外圆
500
0.15
53
1
90°硬质合金粗车刀
游标卡尺
2
精车左端外圆
700
0.15
1
2
90°硬质合金精车刀
外径千分尺
3
倒右端c3的圆角
500
0.2
6
3
45°硬质合金车刀
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
加工中心车间
数控加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
加工中心
设备型号
XH713A
程序号
O0004
基本材料
HT200
硬度
241HB
工序名称
加工中心
工序号
60
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
铣上端槽
300
200
10
4
φ20的端铣刀
游标卡尺
2
钻φ9.2的孔
300
200
φ9.2的钻头
游标卡尺
3
攻丝
300
200
M10的丝锥
螺纹塞规
更改栏
工艺员
陈永能
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
加工中心车间
数控加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
加工中心
设备型号
XH713A
程序号
O0004
基本材料
HT200
硬度
241HB
工序名称
加工中心
工序号
70
工步号
工步内容
切削用量
夹刀具
量具
n(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
铣下端槽
300
200
10
4
φ20的端铣刀
游标卡尺
2
钻φ9.2的孔
300
200
φ9.2的钻头
游标卡尺
3
攻丝
300
200
M10的丝锥
螺纹塞规
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
加工中心车间
数控加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
加工中心
设备型号
XH713A
程序号
O0005
基本材料
HT200
硬度
241HB
工序名称
加工中心
工序号
80
截面图
俯视图
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
钻四个φ11的通孔
500
300
T04
φ11 钻头
游标卡尺
内,外径千分尺
2
钻四个深8mmφ15的孔
500
300
T05
φ15钻头
游标卡尺
内,外径千分尺
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
数车车间
数控加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
数控车床
设备型号
CK7150A
程序号
O0006
基本材料
HT200
硬度
241HB
工序名称
数控车床
工序号
90
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
夹左端,车M88X6的内螺纹
300
6
7.8
T0404
内螺纹刀
4
螺纹塞规
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
车间
机械加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
设备型号
程序号
基本材料
HT200
硬度
241HB
工序名称
钳
工序号
100
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
去毛刺,倒钝
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
车间
机械加工工序卡
型别
零件图号
零件名称
机床用联接盘
20120923
设备名称
设备型号
程序号
基本材料
HT200
硬度
241HB
工序名称
检
工序号
110
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
编号
名称
1
检验各尺寸
游标卡尺
外径千分尺塞规
内径千分尺深度千分尺
2
合格入库
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
 升级会员
升级会员 