机械设计课程设计工序卡Word文档格式.docx
《机械设计课程设计工序卡Word文档格式.docx》由会员分享,可在线阅读,更多相关《机械设计课程设计工序卡Word文档格式.docx(21页珍藏版)》请在冰点文库上搜索。
车
间
工段
设备
工艺装备
工时
准
单
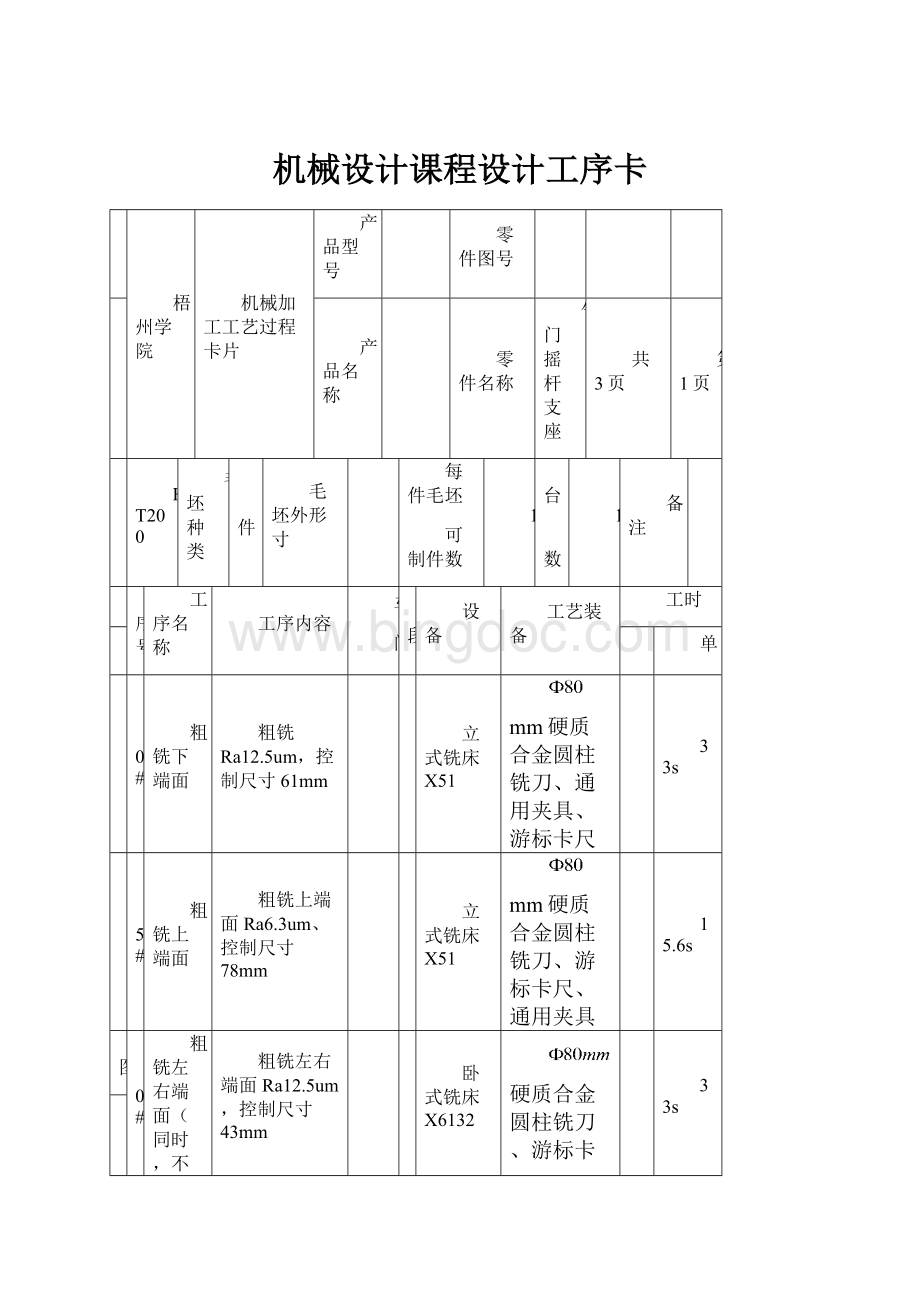
20#
粗铣下端面
粗铣Ra12.5um,控制尺寸61mm
立式铣床X51
mm硬质合金圆柱铣刀、通用夹具、游标卡尺
33s
25#
粗铣上端面
粗铣上端面Ra6.3um、控制尺寸78mm
mm硬质合金圆柱铣刀、游标卡尺、通用夹具
15.6s
描图
30#
粗铣左右端面(同时,不准调头)
粗铣左右端面Ra12.5um,控制尺寸43mm
卧式铣床X6132
硬质合金圆柱铣刀、游标卡尺、通用夹具
描校
35#
钻两通孔
mm
钻钻
孔
摇臂式钻床Z525
钻头为
直柄麻花钻、游标卡尺、通用夹具
27.6s
底图号
40#
精铣下端面
精铣下端面Ra6.3um,控制尺寸60mm
设计
日期
设计日期
装订号
标记
处数
更改文件号
签字
第2页
45#
精铣左右前端面(同时,不准调头)
精铣左右端面Ra12.5um,控制尺寸
50#
钻通孔
锥柄麻花钻、游标卡尺
55#
粗镗孔至尺寸
卧式组合镗床
ITA20镗削头、镗通孔镗刀及镗杆、专用夹具、游标卡尺
39.6s
60#
精镗孔
精镗孔Ra3.2um,控制尺寸
mm,孔口倒角2*45
ITA20镗削头、镗通孔镗刀及镗杆、专用夹具游标卡尺
9.8s
65#
粗铣轴向槽
粗铣3mm轴向槽
mm直齿三面刃铣刀、通用夹具量具
45s
第3页
70#
去毛刺
钳工台
锉刀
75#
热处理
淬火机等
塞规、百分表、塞规
80#
终检
塞规、百分表
85
入库
机械加工工序卡片
共9页
车间
工序名
材料牌号
粗铣下端面
毛坯外形尺寸
每坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
38s
工步号
工步内容
主轴转速/(r/min)
切削速度/(m/min)
进给量/(mm/r)
背吃刀量/mm
进给次数
机动
辅助
粗铣下端面,控制尺寸61mm
160
40.19
0.2
3.4
3
5s
通用夹具
18s
150
37.68
4.6
2.34s
粗铣左右端面
卧式铣床
X6132
4.95s
第4页
摇臂式钻床
Z525
31.74s
钻
通孔
直柄麻花钻、通用夹具、游标卡尺
272
11.1
0.36
13
4.14s
第5页
37.95s
1.4
2
第6页
精铣左右端面
40s
37.68
第7页
钻通孔
32s
锥柄麻花钻、通用夹具、量具
18
第8页
55#、60#
粗镗孔
,精镗孔至
卧式组合镗床床
65s
ITA20镗削头镗通孔镗刀及镗杆、专用夹具、游标卡尺
380
23.6
1.8
39.6s
5.94s
精镗孔至
960
60.3
0.04
7.8
1.17s
孔口倒角
第9页
52s
mm直齿三角刃铣刀、通用夹具、量具
375
132.6
10
6.75s
描
校
图
专用工艺装备
设计任务书
01
生产批量
大批量
工装编号
使用车间
工装名称
使用设备
制造数量
使用其他产品
工装等级
旧工序号
库存数量
设计理由
旧工装处理意见
镗孔
需用专用夹具且是大批量生产
编制日期
审核日期
比准日期
 升级会员
升级会员 