逆向工程设计doc文档格式.docx
《逆向工程设计doc文档格式.docx》由会员分享,可在线阅读,更多相关《逆向工程设计doc文档格式.docx(26页珍藏版)》请在冰点文库上搜索。
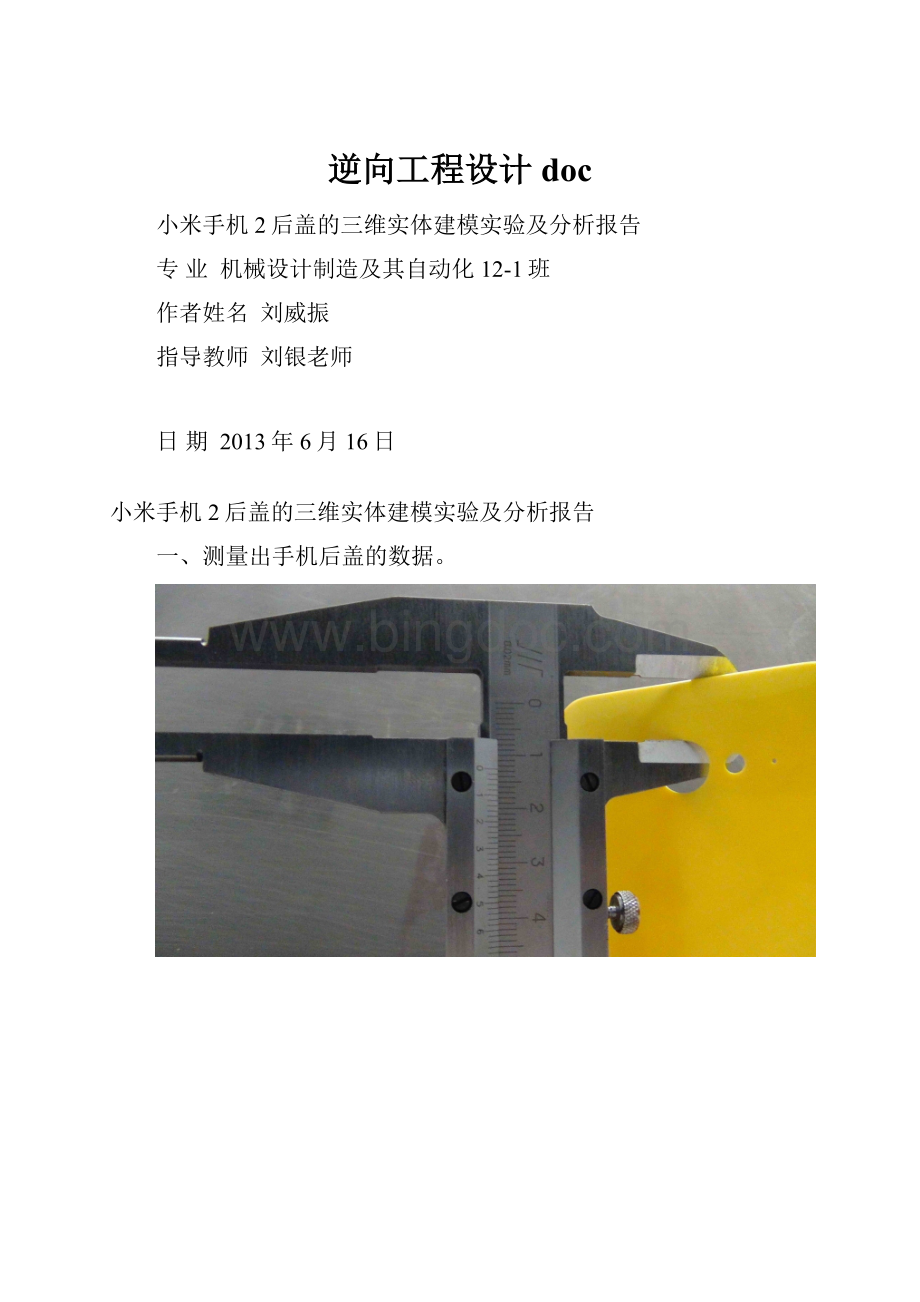
手机后盖主要数据信息:
长126mm、宽64mm、厚8mm。
2、打开UG7.0
1.新建文件
2.创建长方体
点击长方体命令,分别输入长宽高数据,长为126mm,宽为64,高度为8mm,创建长方体。
如图所示
3.边倒圆
给长方体四个边边倒圆,半径为8mm,如图所示。
4.抽壳
单击抽壳命令,输入厚度1mm,然后选择正面为抽壳面,如图所示。
5.进入草图
单击草图命令,选择背面为基准面进如草图,如图所示。
6.画定位尺寸线
用偏置曲线命令画出定位尺寸线,如图所示。
7.画出外放、摄像头、闪光灯等部件
根据定位尺寸线,分别画出外放、摄像头、闪光灯等部件,然后删除定位尺寸线,如图所示。
8.完成草图,拉伸部件
单击完成草图,然后单击拉伸命令,分别拉伸出外放、摄像头、闪光灯等部件,然后隐藏草图画的线。
9.耳机孔
单击打孔命令,选择简单孔,输入数据直径为4mm,深度10mm。
选择正上面为基准面,进入草图。
进入草图后,输入孔的位置,x为20mm,y为-1mm,z为0mm。
完成草图,单击确定,耳机孔完成。
10关机键和音量键
选择侧面为基准平面,进入草图。
偏置曲线,画出定位尺寸线。
单击快速修建,修建多余线段。
完成草图,单击拉伸命令,布尔运算选择求和,距离为1mm。
11边倒圆
单击边倒圆命令,将手机四周做边倒圆。
12MI字标志
进入草图,根据数据画出MI字标志,然后完成草图,拉伸求差,距离为0.3mm。
3、完成手机后壳
4、上色
五、总结
转眼间快速成型技术一学期的课程就要结束了,通过一个学期的课程学习,使我对快速成型技术有了比较系统的了解。
快速成形技术又称快速原型制造(RapidPrototypingManufacturing,简称RPM)技术,诞生于20世纪80年代后期,是基于材料堆积法的一种高新制造技术,被认为是近20年来制造领域的一个重大成果。
它集机械工程、CAD、逆向工程技术、分层制造技术、数控技术、材料科学、激光技术于一身,可以自动、直接、快速、精确地将设计思想转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。
即,快速成形技术就是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。
快速成型技术主要有四种基本类型。
近十几年来,随着全球市场一体化的形成,制造业的竞争十分激烈。
尤其是计算机技术的迅速普遍和CAD/CAM技术的广泛应用,使得RP技术得到了异乎寻常的高速发展,表现出很强的生命力和广阔的应用前景。
快速成形技术发展至今,以其技术的高集成性、高柔性、高速性而得到了迅速发展。
目前,快速成形的工艺方法已有几十种之多,其中主要工艺有四种基本类型:
光固化成型法、分层实体制造法、选择性激光烧结法和熔融沉积制造法。
光固化成形
SLA(StereolithographyApparatus)工艺也称光造型、立体光刻及立体印刷,其工艺过程是以液态光敏树脂为材料充满液槽,由计算机控制激光束跟踪层状截面轨迹,并照射到液槽中的液体树脂,而使这一层树脂固化,之后升降台下降一层高度,已成型的层面上又布满一层树脂,然后再进行新一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到1个三维实体模型。
该工艺的特点是:
原型件精度高,零件强度和硬度好,可制出形状特别复杂的空心零件,生产的模型柔性化好,可随意拆装,是间接制模的理想方法。
缺点是需要支撑,树脂收缩会导致精度下降,另外光固化树脂有一定的毒性而不符合绿色制造发展趋势等。
分层实体制造
LOM(LaminatedObjectManufacturing)工艺或称为叠层实体制造,其工艺原理是根据零件分层几何信息切割箔材和纸等,将所获得的层片粘接成三维实体。
其工艺过程是:
首先铺上一层箔材,然后用CO,激光在计算机控制下切出本层轮廓,非零件部分全部切碎以便于去除。
当本层完成后,再铺上一层箔材,用滚子碾压并加热,以固化黏结剂,使新铺上的一层牢固地粘接在已成形体上,再切割该层的轮廓,如此反复直到加工完毕,最后去除切碎部分以得到完整的零件。
该工艺的特点是工作可靠,模型支撑性好,成本低,效率高。
缺点是前、后处理费时费力,且不能制造中空结构件。
选择性激光烧结
SLS(SelectiveLaserSintering)工艺,常采用的材料有金属、陶瓷、ABS塑料等材料的粉末作为成形材料。
先在工作台上铺上一层粉末,在计算机控制下用激光束有选择地进行烧结(零件的空心部分不烧结,仍为粉末材料),被烧结部分便固化在一起构成零件的实心部分。
一层完成后再进行下一层,新一层与其上一层被牢牢地烧结在一起。
全部烧结完成后,去除多余的粉末,便得到烧结成的零件。
该工艺的特点是材料适应面广,不仅能制造塑料零件,还能制造陶瓷、金属、蜡等材料的零件。
造型精度高,原型强度高,所以可用样件进行功能试验或装配模拟。
熔融沉积成形
FDM(FusedDepositionManufacturing)工艺又称为熔丝沉积制造,其工艺过程是以热塑性成形材料丝为材料,材料丝通过加热器的挤压头熔化成液体,由计算机控制挤压头沿零件的每一截面的轮廓准确运动,使熔化的热塑材料丝通过喷嘴挤出,覆盖于已建造的零件之上,并在极短的时间内迅速凝固,形成一层材料。
之后,挤压头沿轴向向上运动一微小距离进行下一层材料的建造。
这样逐层由底到顶地堆积成一个实体模型或零件。
该工艺的特点是使用、维护简单,成本较低,速度快,一般复杂程度原型仅需要几个小时即可成型,且无污染。
除了上述4种最为熟悉的技术外,还有许多技术也已经实用化,如三维打印技术、光屏蔽工艺、直接壳法、直接烧结技术、全息干涉制造等。
通过这次手机后盖的制作,使我发现了自己很多的不足,对于UG操作的不熟悉,还有一些命令不会使用。
但是通过刘银老师对我细心的指导,我不仅完成了手机后盖的制作,还完善了自己的报告。
在此,非常感谢刘银老师对我的帮助。
 升级会员
升级会员 