1机械加工工艺过程卡 工序卡要点Word文档下载推荐.docx
《1机械加工工艺过程卡 工序卡要点Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《1机械加工工艺过程卡 工序卡要点Word文档下载推荐.docx(21页珍藏版)》请在冰点文库上搜索。
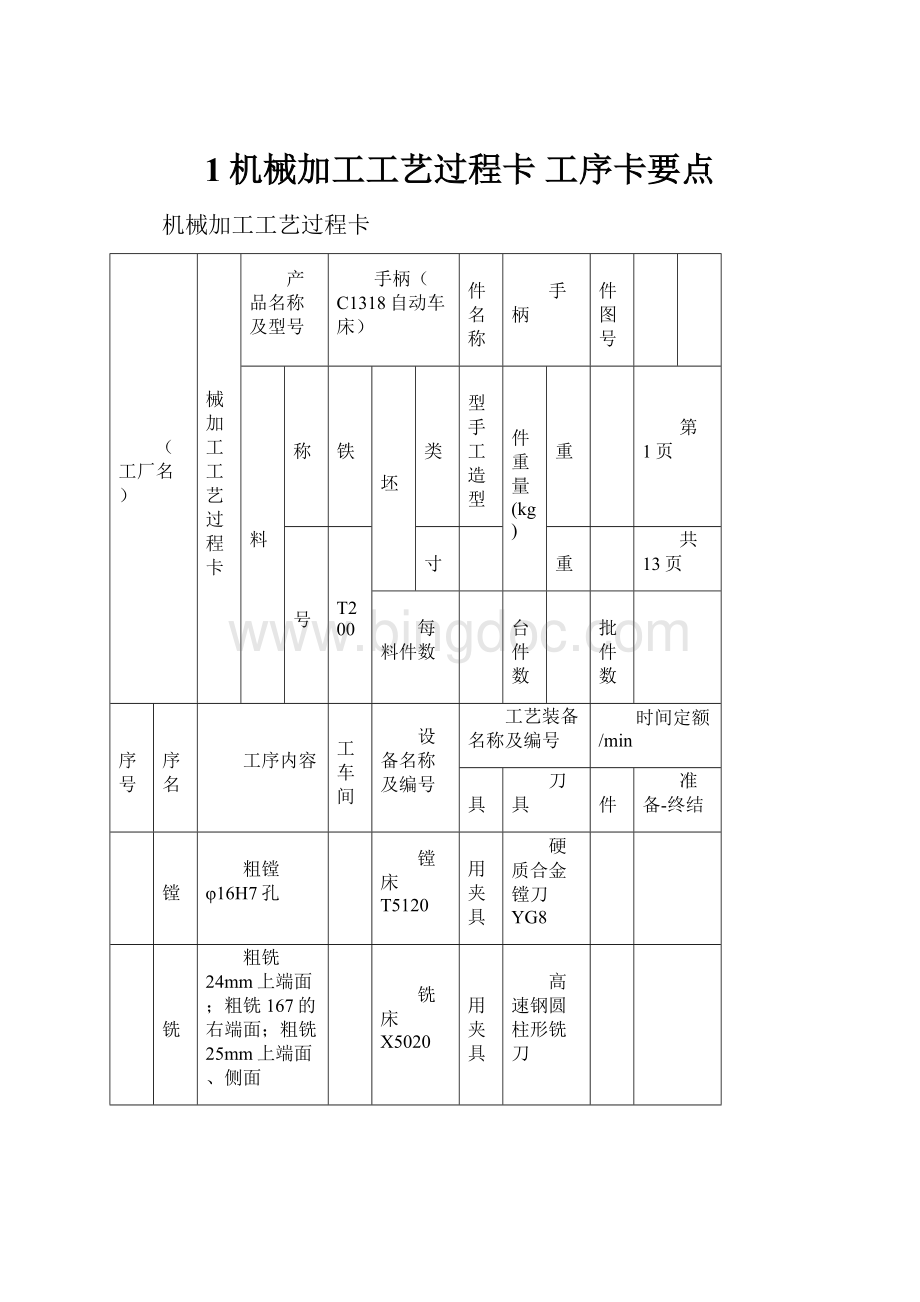
共13页
每料件数
1
每台件数
每批件数
工序号
工序名
工序内容
加工车间
设备名称及编号
工艺装备名称及编号
时间定额/min
夹具
刀具
单件
准备-终结
Ⅰ
粗镗
粗镗φ16H7孔
镗床T5120
通用夹具
硬质合金镗刀YG8
Ⅱ
粗铣
粗铣24mm上端面;
粗铣167的右端面;
粗铣25mm上端面、侧面
铣床X5020
高速钢圆柱形铣刀
Ⅲ
半精镗
半精镗φ16H7孔
专用夹具
硬质合金镗刀YG6
Ⅳ
半精铣
粗铣、半精铣25mm下端面、24mm下端面;
半精铣167的右端面
Ⅴ
精镗
精镗φ16H7孔
Ⅵ
精铣
半精铣、精铣24mm上端面;
半精铣25mm上端面
铣床X5020
Ⅶ
半精铣、精铣24mm下端面;
精铣M16处的端面;
倒圆角R2
Ⅷ
钻孔
钻M16底孔;
钻M5底孔
卧式钻床Z6220
硬质合金钻头
Ⅸ
粗镗、半精镗、精镗M16孔
卧式镗铣床T6120
硬质合金镗刀YG6
Ⅹ
攻螺纹
丝锥加工M16螺纹,丝锥加工M5螺纹
钳工台
丝锥
Ⅺ
钻锥销孔
加工30°
角度的锥销孔φ4
立式钻床Z5150
分度夹具
Ⅻ
锉光
用锉刀锉光R20圆弧
锉刀
编制
校对
审核
机械加工工序卡1
机械加工工序卡
产品名称
工序名称
第2页
车间
工段
材料名称
材料牌号
同时加工件数
单件时间/min
准备—终结时间/min
设备名称
设备编号
夹具名称
工作液
立式镗床
T5120
普通夹具
无
工
步
号
工步内容
走
刀
次
数
切削用量
工时定额/min
刀具、量具及辅助工具
背吃刀量/mm
进给量/(mm/r)或(mm/min)
主轴转速/(r/min)
切削速度/m/min
基本时间
辅助时间
工作地服务时间
刀具名称
刀具编号
量具名称
量具规格
辅助工具
2.3
0.5/(mm/r)
360
60
镗刀
YG8
机械加工工序卡2X2
第3页
立式铣床
X5020
粗铣24mm上端面
1.5
1.5/(mm/r)
520
42
铣刀
2
粗铣167的右端面
3
机械加工工序卡3
第4页
0.5
80
YG6
机械加工工序卡4X3
第5页
粗铣25mm下端面
半精铣25mm下端面
粗铣24mm下端面
4
半精铣24mm下端面
5
机械加工工序卡5
第6页
0.2
0.3/(mm/r)
机械加工工序卡6X2
第7页
半精铣24mm上端面
1/(mm/r)
精铣24mm上端面
机械加工工序卡7X2
第8页
1.0/(mm/r)
精铣24mm下端面
精铣M16处的端面
—
-
机械加工工序卡8
第9页
卧式钻床
Z6220
钻M16底孔
6
680
钻头
机械加工工序卡9
第10页
卧式镗铣床
T6120
粗镗M16孔
0.8/(mm/r)
半精镗M16孔
0.4(mm/r)
精镗M16孔
0.2(mm/r)
机械加工工序卡10
第11页
专用夹具配合普通夹具
丝锥加工M16螺纹
丝锥加工M5螺纹
机械加工工序卡11
第12页
立式钻床
Z5150
机械加工工序卡12
第13页
锉光R20圆弧
 升级会员
升级会员 