注塑件Word格式.docx
《注塑件Word格式.docx》由会员分享,可在线阅读,更多相关《注塑件Word格式.docx(11页珍藏版)》请在冰点文库上搜索。
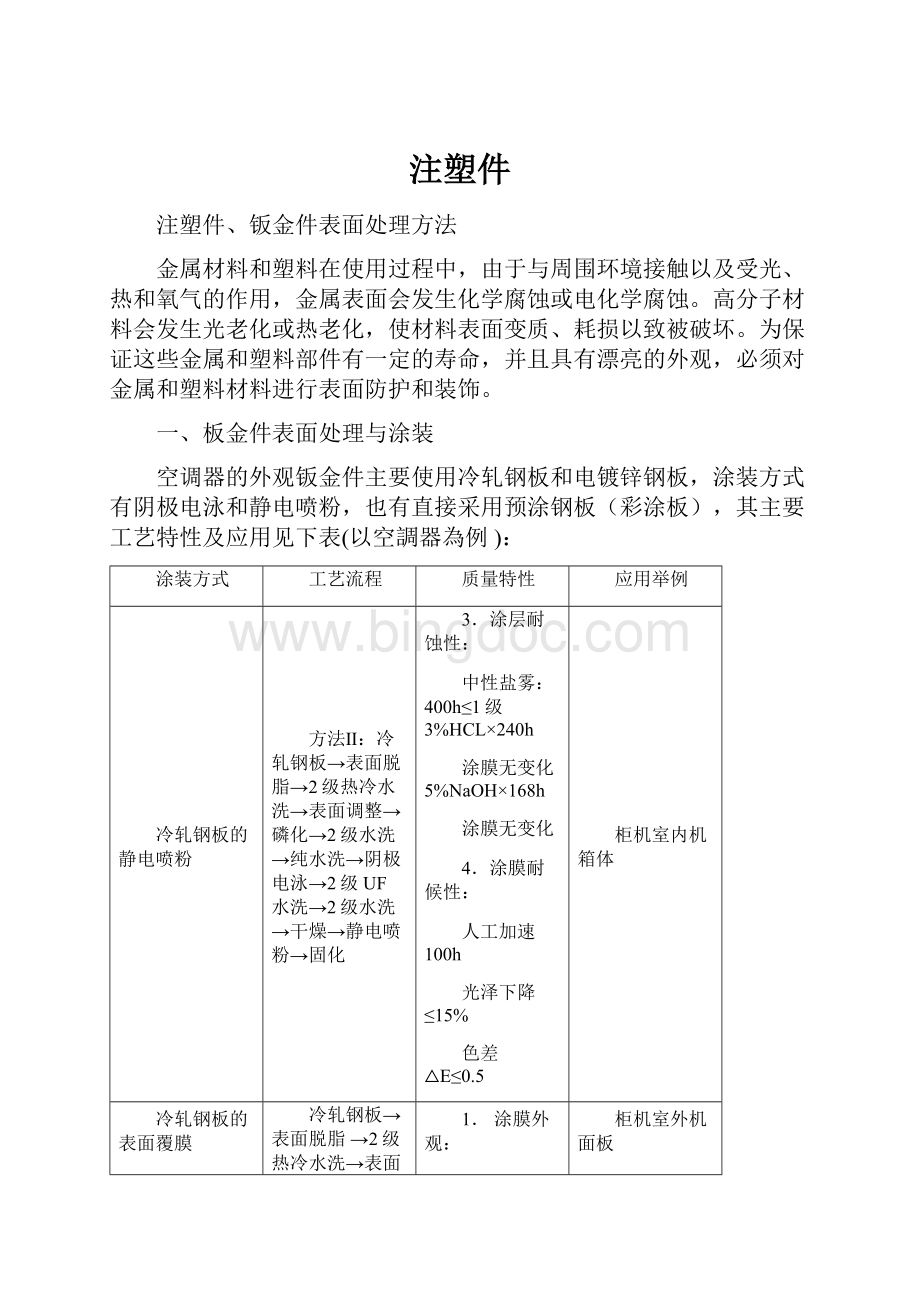
4.涂膜耐候性:
人工加速100h
光泽下降≤15%
色差△E≤0.5
柜机室内机箱体
冷轧钢板的表面覆膜
冷轧钢板→表面脱脂→2级热冷水洗→表面调整→磷化→3级水洗→钝化→干燥→喷底漆→干燥→表面覆膜
1.涂膜外观:
板面平整光亮,无明显气泡、杂质、划痕、褶皱纹、凸凹等缺陷,花纹与样板相同,色差△E≤1.0;
2.底材为Q235-A碳素结构钢板或镀锌钢板,底漆膜厚≥8μm基材厚度0.5~0.8mm;
3.涂膜物性
硬度:
HB(F)或H
光泽:
≥100%
冲击强度:
≥50kg.cm
弯曲强度:
OT无损伤、无剥离
成型性能:
成型后覆膜与底材无剥离
柜机室外机面板
装潢方式
烫箔
软质PVC薄膜染色→真空镀铝→涂热熔胶→烫印
1.颜色
镀层为银色,表面光亮,色泽一致;
2.外观色条平直,表面无损伤、污染、杂质和离层等缺陷,切口平整无毛刺;
3.物性
拉伸长度≥15MPa
断裂伸长率≥100%
150~120℃范围内能保持有效粘贴。
科龙73柜机银镶条
喷花
塑料注塑件→表面除油→静电除尘→喷底漆→干燥→喷中间涂层→喷花→喷面漆→干燥
1.外观
漆膜平整光滑,颜色与标准色板相符,色差ΔE≤0.5;
2.物性
≥H
附着力(划格):
100%不脱落
耐醇性:
99.5%甲醇500g荷重来回擦100次不露底;
耐洗涤剂性:
5%中性洗涤剂40℃×
90%RH×
120h无变化;
耐候性:
人工加速老化200h,涂层无龟裂、粉化,颜色、光泽无明显变化。
分体室内机面板、外罩
植绒
塑料底基涂胶→人工撒绒→静电植绒→干燥
1.绒毛长度0.8mm
2.绒面外观平整均匀,绒毛密度与样板一致,无局部缺陷
3.绒毛为尼龙材质,能耐水、耐溶剂、耐磨蚀。
分体室内机接水盘的出水口
刻蚀
模板清洗→贴蚀纹图案→涂刻蚀剂→白炽灯照射→去底图→清洗→干燥→上模→注塑成型
表面刻蚀纹的形状、深度与样板一致,无局部缺蚀现象。
分体室内机底座
静电防尘
抗静电剂→与承载树脂加工成母粒→干燥→母粒与树脂粒料混熔→注塑成型
1.外观注塑件表面无雪花状或树枝状静电积尘;
2.物性树脂表面电阻由1017Ω降为1012Ω左右(25℃,45%RH)。
柜机室内机出风口、面板、进风栅格;
分体室内机面板;
窗机面板。
三、其它外观装饰件的应用
1贴膜:
采用一些透明的塑料片材,用丝印印刷所需的图案、用热压定型所需的形状,冲裁所需的外形,背部加贴双面的不干胶,粘贴在显示座上,粘贴后表面有明显交接的痕迹。
材料多采用PVC、PC、PET,要求粘贴的位平整、粘贴胶最窄超过8mm,允许有一定的圆弧面,轻微的球面(个人不建议采用,如必须则建议采用模内覆膜),贴膜要求粘贴强度要好、耐温、防潮、防老化。
2模内覆膜:
此工艺是将印刷好、定型好、冲裁好的塑料膜片放到要进行注塑成型加工的显示座上一起成型,成型后膜片与显示座熔接一起,表面看不到有交接的痕迹,可以将外观制作得比较漂亮,也可以成型一些比较复杂的表面。
3魔术镜:
现在家电上采用较多的结构,是一种采用透明的塑料板材,如PMMA板、PC板的背面上进行真空溅镀金属膜,形成镜子的效果,由于金属膜比较薄,光线可以通过,一般情况看不到背部的物景,只有镜子的效果,所以在空调控制器上安装一块魔术镜,控制器不显示时,在面板上则只看到是一块镜子,当控制器显示时,显示的内容则清晰可见,却以看不到其它多余的东西。
D、外观的表面处理对材料应用、成本控制影响较大。
4铝材的装饰应用:
一般有板材、型材、冲压、压铸的方式,对外观零件,不管是用任何方式,通常都是需要再做表面氧化处理的,在表面氧化上可以是无色阳极氧化膜,也可以选用着色阳极氧化膜,做出更多的外观色彩来。
喷砂处理是为了获得膜光装饰或细微反射面的表面,以符合光泽柔和等特殊设计需要。
拉丝效果,一般是用已经拉丝的板材。
冲压后再拉丝处理都是板材在砂轮下摩擦而产生的各种表面效果,冲压后拉丝成本很高,只适合利润较高的IT数码类小玩儿。
压铸会出一些曲面的效果但是金属件出曲面不会像塑料那样多细节应该说金属件不太适合做复杂的曲面效果,如正在使用的铝商标则是采用压铸成型,
机加工,通过机械的切削加工,使铝表面形成高亮折射,以获得更强烈的金属效果,如正在使用的铝商标的表面是采用机械的切削加工实现的。
四、空调室内装饰件技术要求
1尺寸:
按图纸规定的技术指标和尺寸公差检验.
2外观:
2.1装饰件应与设计方案一致。
表面光洁,手感光滑,边缘无锯齿形和残缺等缺陷。
2.2装饰件的透光度应和封样一致。
正面观察(后有背光),镀膜或特种油墨不得有褶皱、漏镀、斑点、不平等缺陷。
2.3装饰件表面应无亮点、针孔、夹灰、黑点等缺陷;
不允许制品存在包装运输过程造成的划痕。
2.4印刷图案:
2.4.1印刷状态完好,和图纸及封样一致,不能有剥开、脱落、杂质、色差等缺陷。
2.4.2印刷性能要求:
印刷图案除按3.3.1试验和判定外,还应满足3.5、3.7、3.8、3.9、3.10、3.11规定的性能。
3镀膜的附着力(镜面类装饰件,背面镀金属膜)
3.1胶带剥离试验:
方法:
镀膜面用宽40mm、长度300mm左右,6N/25mm以上的透明胶带贴紧。
抓住胶带一头以
与镀面成45º
方向快速拉开。
判定:
肉眼观察应无剥离和脱落发生。
3.2划格试验:
按GB5270-85中的附着力划格法进行。
试验后,完好无损的方格应占90%以上。
4表面硬度(指基材和金属膜):
按GB/T6739中的规定的铅笔硬度进行。
正反面硬度均大于等于1H。
5耐水性:
将样品放到40℃的水中浸24小时后取出,室温放置30分钟观察。
确认表面无水泡、斑点、、脱落、光泽不良等现象。
6耐磨损性(非镀膜面和表面覆膜印刷面,印刷图案在正面表面且无保护膜时不进行):
方法1:
一般耐磨性
将样品固定到耐磨试验仪里,把棉布包在耐磨试验仪摩擦面后加2Kg±
200g的负荷,磨损
1000次;
方法2:
中性洗涤剂耐磨
将样品固定到耐磨试验仪里,把浸有中性洗涤剂的棉布包在耐磨试验仪摩擦面后加900g的负荷,磨损500次;
试验后确认磨损部分无剥离、剥开、光泽明显变化等。
7恒温恒湿试验:
把样品放到恒温恒湿试验箱中(+60℃、RH90%)72小时取出,室温放置30min后观察。
确认正反面均无变形、裂开、变色、污痕、脱落、光泽明显变化等;
进行金属镀膜的附着力试验合格。
8冷热冲击试验:
+60℃放置4.5小时,室温半小时;
-30℃放置4.5小时,室温半小时为1个周期,连续4个周期。
测试后室温放置半小时,确认正反面均无变形、脱落、裂开、变色、光泽不良等;
再进行金属镀膜的附着力试验应合格。
9UV老化试验:
24小时紫外线(UV,可不凝露)老化试验。
试验后样品无明显变化。
10中性盐雾试验(NSS):
35±
2℃,喷雾8小时,停喷16小时为一个周期,10个周期。
完毕用38℃以下的水冲洗,凉干后观察。
确认金属镀膜表面状态。
11耐酒精性:
1)用棉布沾上75%的医用酒精后施加1Kg力摩擦印刷面和正面30次以上。
2)根据样品情况,把样品放入装有75%的医用酒精的杯中,保证样品的印刷部位只浸泡一半,3小时后拿出自然干燥后观察。
按1)试验后印刷物不被擦掉,正面无外观明显变化;
按
2)试验后,浸泡部位和未浸泡部位比较(正反两面),不应有变色、脱色等变化及光泽方面的外观缺陷。
12背胶检验:
12.1双面胶厚度和涂胶方式符合图纸要求,胶层牌号有要求的,也应符合图纸规定。
12.2耐高温试验:
取样件粘贴于覆膜钢板(或等同类试板)上,室温放置半小时后。
浸入
60℃的恒温水中24小时。
取出,室温放置半小时后观察,背胶面不得有脱离,样件表面粘手等现象。
12.3耐低温试验:
取样件粘贴于覆膜钢板(或等同类试板)上,室温放置半小时后,置入
-40℃的冰箱中24小时。
取出,室温放置半小时后观察,背胶面不得有脱离。
12.4抗拉性能-180度剥离(可制成标准样品时):
按GB/T2792方法进行。
不小于8N/10mm。
12.5持粘力(可制成标准样品时):
按GB/T4851-1998方法进行。
对粘贴固定后一般无外力影响或影响很小的普通制件(如分体机上的装饰板等)持粘力
不小于48h;
对粘贴固定后外力影响频繁或影响较大的类似制件(如柜机膜片等经常外力接触或撞击的)持粘力不小于96h。
2.颜色
3.外观
4.物性
4.耐中性盐雾性能
PVC/PET膜:
360h无变化
底漆涂膜:
240h允许有极轻微不扩散锈点;
5.耐药品性
5%H2SO4×
5h
5%NaOH×
无水乙醇×
5h,
煤油×
浸泡后覆膜及漆膜无变化
6.耐气候性
人工加速老化24h,△E≤3.0(白色△E≤5.0)光泽下降≤15%;
7.耐温性能
-18℃×
48h,180℃弯曲无剥离;
100℃×
72h,表面无变化;
沸水1h,
水冷5min,表面无变化。
 升级会员
升级会员 