工具钳工中级理论复习资料Word格式文档下载.docx
《工具钳工中级理论复习资料Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《工具钳工中级理论复习资料Word格式文档下载.docx(31页珍藏版)》请在冰点文库上搜索。
12.阿基米德螺线有三种划线方法,其中以()最精确。
A、分段作圆弧法B、圆弧划线法C、逐点划线法
13.百分表和扭簧比较仪都属于()。
A、标准量具B、微动螺旋量具C、机械量仪
14.内测千分尺的测量方向和读数方向与外径千分尺()。
A、相同B、相反C、基本一致
15.公法线千分尺测量公法线长度属于()。
A、综合测量B、绝对测量C、相对测量
16.按照规定的()要求,将若干个零件通过各种形式结合成为组件、部件,最终组成一台完整的工装的工艺过程称为装配。
A、程序B、次序C、技术
17.工装装配后的试车工作是将工装放在()条件下进行试用的。
A、实际生产B、装配场地C、空载
18.分组选配法装配时应用尺寸小的包容件与尺寸()相配。
A、大的被包容件B、大的包容件C、小的被包容件
19.静平衡过程中,偏重总是停留在()位置上。
A、水平B、铅垂方向的最高C、铅垂方向的最低
20.在装配带轮时,两带轮的中间平面的偏斜角应不超过()。
A、1°
B、5°
21.双螺母消隙机构是通过调整两螺母的轴向相对位置来消除()间隙的机构。
A、轴向B、径向C、轴向和径向
22.在轴上固定连接的齿轮,孔与轴一般采用()配合。
A、间隙B、过渡C、过盈
23.直齿圆柱齿轮传动产生一端接触的原因是()。
A、两齿轮轴线不平行B、两齿轮轴线歪斜C、两齿轮轴中心距偏大
24.测量同轴线孔的同轴度时,应将百分表装在()上,测头触及在孔壁上。
A、专用定位套B、检验心棒C、孔壁
25.可制造需镀铬的量规的材料是()。
A、20CrB、9CrWMnC、T7
26.镀铬防腐的成本较高,所以常用()防腐代替。
A、油漆B、气相C、发黑
27.卡规精研磨和粗研磨相比,其研磨剂配方中不加()。
A、蜂腊B、硬脂配C、油酸
28.可调式研具的形状与样板的型面()。
A、完全一致B、部分一致C、不一定一致
29.形状较复杂的型面,在精加工型面时可预先制造(),供配合加工和测量。
A、辅助样板B、工作样板C、校对样板
30.90°
角尺是用来检验零件()的工具。
A、直线度B、平面度C、垂直度
31.量块虽然形状简单,但精确度很高,并具有较高的()。
A、粘合性B、传递性C、研磨性D、互换性
32.()齿背加工比较复杂,一般要用专用的成形铣刀铣削。
A、直线形B、折线形C、抛物线形
33.如刀具前角ro(),磨削时砂轮端面应相对刀具中心偏移一段距离H。
A、=0°
B、>0°
C、<0°
34.()滚刀的轴向剖面的齿形是直线,制造和测量较方便,刃磨时齿形精度也较容易控制。
A、阿基米德B、法向直廓C、整体式
35.将毛坯得到任意形状的空心零件,或将其形状及尺寸作进一步的改变,而不引起料厚改变的模具称为()。
A、拉深模B、压弯模C、剖截模
36.由于材料的弹性变形,弯曲后的制件的弯曲半径和弯曲角度会发生变化,与模具的相应尺寸不一致,这种现象叫()。
A、伸长变形B、回弹C、压缩变形
37.拉深模()易导致圆筒件拉裂。
A、凸、凹模间隙过小B、R凹过大C、R凹过小
38.冲裁模凹、凸模刃口不锋利会导致()。
A、制件有毛刺B、制件不平C、制件成偏拉现象
39.在用量套找正加工法加工孔的过程中,找正量套与钻床主轴位置时,把百分表装在主轴上,应使其测头触及在量套的()上。
A、端面B、孔壁C、外圆柱面
40.夹具最后装配的内容之一是修研和检验夹具的()尺寸和精度。
A、定位B、基准C、外形
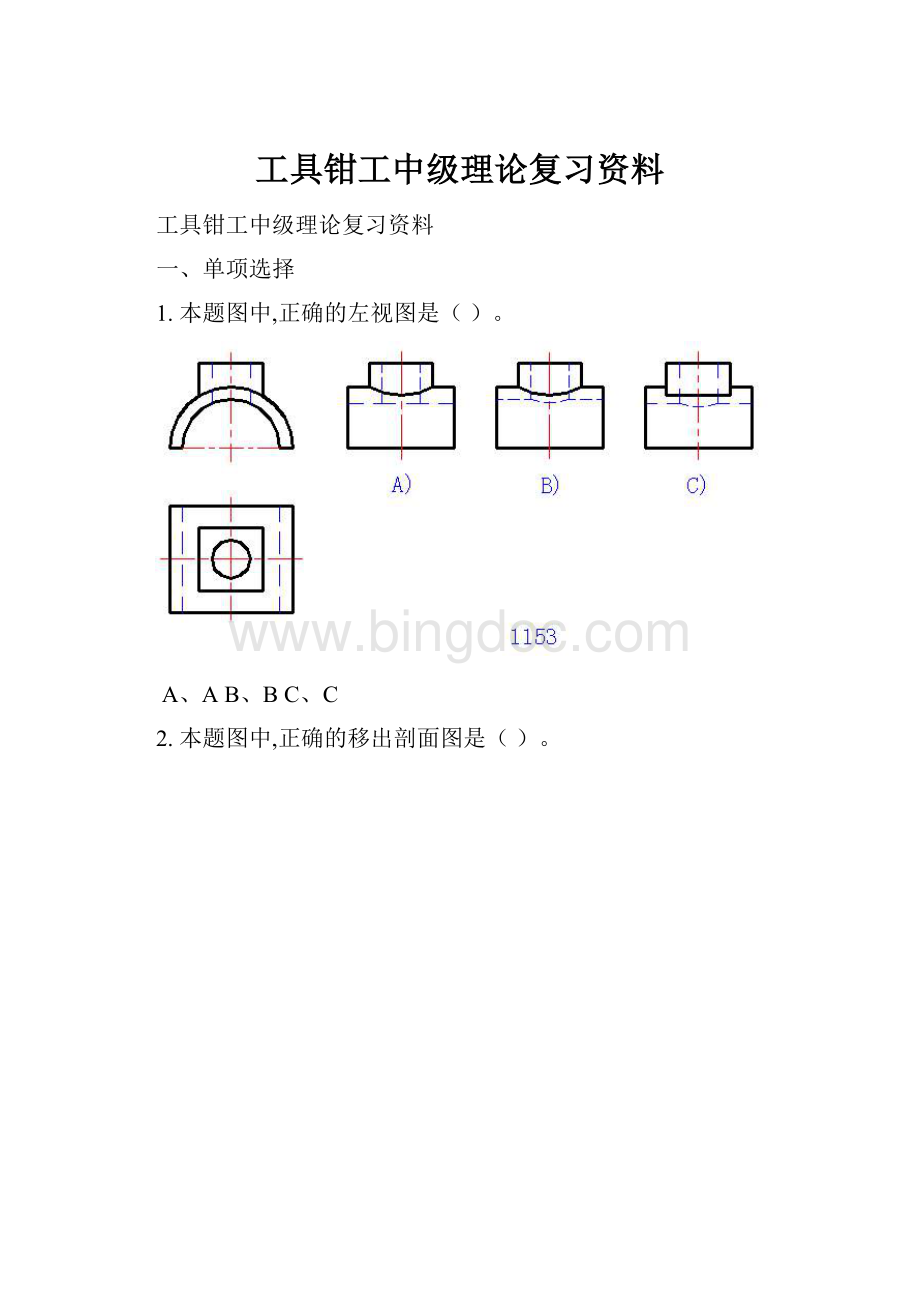
41.本题图中,正确的左视图是()。
42.装配图上必须标注的尺寸有规格性能尺寸、相对位置尺寸、安装尺寸、()和其它重要尺寸。
A、配合尺寸、零件尺寸B、装配尺寸、外形尺寸C、配合尺寸、外形尺寸
43.产品质量应首先由()来保证。
A、操作者的经验B、机床精度C、工艺规程
44.尺寸链中,在其它尺寸出现后自然形成的尺寸,称为()。
A、增环B、减环C、封闭环
45.零件的加工精度是由尺寸精度,几何形状精度及()精度组成的。
46.当斜楔的斜角α=(),斜楔夹紧机构能自锁。
47.自动定心夹紧元件的动作是()的。
48.在刀具磨损过程的三个阶段中,作为切削加工应用中的磨损是()阶段
A、初期磨损B、正常磨损C、急剧磨损
49.标准群钻与麻花钻相比,钻心高度(),加强了定心作用,可使横刃更加锋利而不影响钻尖强度。
A、不变 B、升高 C、降低
50.低碳钢通过()热处理可以改善切削加工性。
A、正火B、淬火C、退火
51.箱体划线一般都要划出十字找正线,找正线越(),找正越准确。
A、长B、短C、粗
52.盘形端面凸轮划线时,应先划出()。
A、滚子中心运动曲线B、凸轮的外周曲线C、凸轮的实际曲线
53.微动螺旋量具是指用()移动测头来实现几何量测量的量仪。
A、直接方式B、螺旋方式C、光学原理
54.测微仪和扭簧比较仪都属于()。
A、标准量具B、极限量规C、机械指示式量具
55.公法线千分尺测量公法线长度属于()。
56.引起疏忽误差的主要原因是()。
A、量具量仪刻度不准B、测量温度未保持20℃C、疏忽大意
57.按照规定的()要求,将若干个零件通过各种形式结合成为组件、部件,最终组成一台完整的工装的工艺过程称为装配。
58.工装装配后的试车工作是将工装放在()条件下进行试用的。
59.分组选配法装配时应用尺寸小的包容件与尺寸()相配。
60.静平衡过程中,偏重总是停留在()位置上。
61.在装配带轮时,两带轮的中间平面的偏斜角应不超过()。
62.双螺母消隙机构是通过调整两螺母的轴向相对位置来消除()间隙的机构。
63.在轴上固定连接的齿轮,孔与轴一般采用()配合。
64.直齿圆柱齿轮传动产生一端接触的原因是()。
65.在蜗杆传动机构中,当蜗轮齿面接触斑点不在正确位置时,可通过调整()位置,使其达到正常接触。
A、蜗杆轴向B、蜗轮轴向C、两轴中心距
66.制造量规的材料稳定性好,可保证其()。
A、保存期内不发生变形B、使用寿命C、减少测量误差
67.冷处理是将量规淬火后及时放在()中保持1~8h,再放在空气中至室温
A、-70~-90℃B、-30~-70℃C、-10~-30℃
68.镀铬防腐的成本较高,所以常用()防腐代替。
69.形状较复杂的型面,在精加工型面时可预先制造(),供配合加工和测量。
70.90°
71.手工研磨量块采用直线式往复运动,其运动方向应()于量块的长边。
A、交叉B、平行C、垂直
72.可转位车刀多利用刀片上的孔进行夹固,因此与机夹车刀的夹固结构()。
A、一致B、相似C、不同
73.常用于丝锥及各种形状复杂的成形铣刀和齿轮滚刀上的齿背为()。
A、折线形B、抛物线形C、阿基米德螺旋线
74.如刀具前角ro(),磨削时砂轮端面应相对刀具中心偏移一段距离H。
75.通常螺距()的丝锥,可以在热处理后直接磨出螺纹,而不是事先车出螺纹。
A、>1mmB、<1mmC、>2mm
76.拉深模()易导致圆筒件拉裂。
77.用压印修锉法加工凸、凹模,加工余量一般为单面()mm。
A、0.05B、0.2C、0.5
78.冲裁模最后试冲需冲出()个合格制件,方可交付生产使用。
A、50-100B、100-150C、1000
79.冲裁模的凸、凹模配合间隙不合理,将导致制件()。
A、有毛刺B、卸料不正常C、制件不平
80.确保塑料模动模与定模合模时准确对中的部分是()。
A、导向部分B、顶出装置C、分型抽芯机构
81.本题图中,正确的左视图是()。
82.装配图上必须标注的尺寸有规格性能尺寸、相对位置尺寸、安装尺寸、()和其它重要尺寸。
83.()便于管理和变换产品,主要用于单件及小批量生产。
84.钻头在长锥孔内定位时,就可消除钻头的()自由度。
85.工件的定位误差是由()误差和基准不符误差组成的。
A、基准位移B、工序C、装配
86.当斜楔的斜角α=(),斜楔夹紧机构能自锁。
87.自动定心夹紧元件的动作是()的。
88.粗加工时,为了增加刀刃的强度,应取()的后角。
A、较小B、较大C、任意大小
89.在刀具磨损过程的三个阶段中,作为切削加工应用中的磨损是()阶段
90.标准麻花钻锋角2φ为()。
A、90°
B、160°
C、118°
91.低碳钢通过()热处理可以改善切削加工性。
92.国内常用数控机床的数据系统有FANUC和()两大类
A、SHARPB、SIEMENSC、FORD
93.大型工件第一划线位置确定后,应选择()作为安置基面。
94.阿基米德螺线有三种划线方法,其中以()最精确。
95.用测微仪和扭簧比较仪测量工件时,其测量值应取反复多次测量的()。
A、最大值B、平均值C、最小值
96.按照规定的()要求,将若干个零件通过各种形式结合成为组件、部件,最终组成一台完整的工装的工艺过程称为装配。
97.直接选配法的装配质量主要取决于()。
A、工人的技术水平B、零件的加工精度C、零件的尺寸大小
98.静平衡过程中,偏重总是停留在()位置上。
99.圆锥销具有()的锥度。
A、1:
50B、1:
100C、1:
30
100.滚动轴承的工作温升不得超过()℃。
A、50B、100C、150
101.在装配带轮时,两带轮的中间平面的偏斜角应不超过()。
102.双螺母消隙机构是通过调整两螺母的轴向相对位置来消除()间隙的机构。
103.直齿圆柱齿轮传动产生一端接触的原因是()。
104.测量同轴线孔的同轴度时,应将百分表装在()上,测头触及在孔壁上。
105.测量孔的轴线与孔端面垂直度时,将心棒插入孔中,一端用角铁抵住定位,将百分表装在心棒上,测头抵在孔端面,将心棒转过(),百分表的读数差,即为端面与轴线的垂直度误差。
B、180°
C、360°
106.制造量规的材料稳定性好,可保证其()。
107.镀铬防腐的成本较高,所以常用()防腐代替。
108.手工研磨卡规的尺寸精度一般可达(),表面粗糙度可达Ra0.025μm。
A、0.001mmB、0.01mmC、0.01μm
109.形状较复杂的型面,在精加工型面时可预先制造(),供配合加工和测量。
110.90°
111.量块虽然形状简单,但精确度很高,并具有较高的()。
112.手工研磨量块采用直线式往复运动,其运动方向应()于量块的长边。
113.在铲齿机床上铲得的齿背曲线为()。
A、阿基米德螺旋线B、抛物线C、折线
114.将毛坯得到任意形状的空心零件,或将其形状及尺寸作进一步的改变,而不引起料厚改变的模具称为()。
115.有间隙的冲孔模,凹、凸模的配合加工顺序为(),保证规定的间隙。
A、加工好凹模、按凹模来精加工凸模
B、加工好凸模、按凸模来精加工凹模,
C、任意先加工凸模或凹模,再精加工凹模或凸模
116.用压印修锉法加工凸、凹模,加工余量一般为单面()mm。
117.冲裁模凹、凸模刃口不锋利会导致()。
118.锻模的模槽中常钻有通气孔,其位置最好是()。
A、垂直向上B、水平C、与水平成45o
119.确保塑料模动模与定模合模时准确对中的部分是()。
120.夹具最后装配的内容之一是修研和检验夹具的()尺寸和精度。
121.本题图中,正确的俯视图是()。
122.本题图中,正确的移出剖面图是()。
123.产品质量应首先由( )来保证。
124.( )便于管理和变换产品,主要用于单件及小批量生产。
125.欠定位是工件的实际定位点数( )应该的定位点数,而又不能满足加工要求。
A、多于B、等于C、少于
126.尺寸链中某组成环增大,而其它组成环不变,会使封闭环随之减小的,此环就是( )。
127.为改善工件的切削条件,可对低碳钢工件进行( )处理。
A、退火B、调质C、正火
128.零件的加工精度是由尺寸精度,几何形状精度及( )精度组成的。
129.当斜楔的斜角α=( ),斜楔夹紧机构能自锁。
130.自动定心夹紧元件的动作是( )的。
131.刀具材料的硬度必须( )工件材料硬度。
A、低于B、高于C、等于
132.前角增大能使刀具( )。
A、切削费力B、排屑不畅C、刃口锋利
133.在刀具磨损过程的三个阶段中,作为切削加工应用中的磨损是( )阶段
134.标准群钻主切削刃分成两条直刃、两条圆弧刃和两条内刃,加上横刃,形成( )。
A、二尖三刃 B、三尖五刃 C、三尖七刃
135.数控机床由控制介质、( )、伺服系统和机床四部分组成。
A、数控装置B、计算机C、刀库
136.箱体划线一般都要划出十字找正线,找正线越( ),找正越准确。
137.大型工件第一划线位置确定后,应选择( )作为安置基面。
138.盘形端面凸轮划线时,应先划出( )。
139.微动螺旋量具是指用( )移动测头来实现几何量测量的量仪。
140.V形测砧千分尺是用来测量( )零件外径的特殊测微量具。
A、奇数等分槽B、偶数等分槽C、不等分槽
141.为提高用样板比较法测量表面粗糙度的准确度,检验人员往往要借助于( )。
A、比较仪B、投影仪C、专用显微镜
142.按照规定的( )要求,将若干个零件通过各种形式结合成为组件、部件,最终组成一台完整的工装的工艺过程称为装配。
143.工装装配后的试车工作是将工装放在( )条件下进行试用的。
144.存在有偏重的零、部件在高速旋转时会产生很大的( )。
A、离心力B、向心力C、内应力
145.在装配带轮时,两带轮的中间平面的偏斜角应不超过( )。
146.双螺母消隙机构是通过调整两螺母的轴向相对位置来消除( )间隙的机构。
147.在轴上固定连接的齿轮,孔与轴一般采用( )配合。
148.冷处理是将量规淬火后及时放在( )中保持1~8h,再放在空气中至室温
149.镀铬防腐的成本较高,所以常用( )防腐代替。
150.样板热处理后要用各种研具来研磨,研具一般用( )制成。
A、合金钢B、不锈钢C、铸铁
151.形状较复杂的型面,在精加工型面时可预先制造( ),供配合加工和测量。
152.量块虽然形状简单,但精确度很高,并具有较高的( )。
153.常用于丝锥及各种形状复杂的成形铣刀和齿轮滚刀上的齿背为( )。
154.在铲齿机床上铲得的齿背曲线为( )。
155.拉深模( )易导致圆筒件拉裂。
156.有间隙落料模的凸、凹模,其尺寸的特点是( )。
A、制件尺寸等于凹模尺寸
B、制件尺寸等于凸模尺寸
C、制件尺寸等于凹模尺寸,也等于凸模尺寸
157.用压印修锉法加工凸、凹模,加工余量一般为单面( )mm。
158.凸模与凸模固定板的配合是( )配合。
A、过渡B、过盈C、间隙
159.冲裁模凹、凸模刃口不锋利会导致( )。
160.( )是锻模上互相垂直的两个侧面,垂直度要求较高,是安装、调整上下模位置的基准面。
A、锁口B、检验角C、钳口
161.本题图中,正确的俯视图是()。
162.本题图中,正确的移出剖面图是()。
163.产品质量应首先由( )来保证。
164.工件的定位误差是由( )误差和基准不符误差组成的。
165.尺寸链中,在其它尺寸出现后自然形成的尺寸,称为( )。
166.( )表面粗糙度值,可以提高工件的疲劳强度。
A、减小B、增大C、减小或增大
167.零件的加工精度是由尺寸精度,几何形状精度及( )精度组成的。
168.当斜楔的斜角α=( ),斜楔夹紧机构能自锁。
169.自动定心夹紧元件的动作是( )的。
170.( )加工时,为了使刀具刃口锋利,应取较大前角。
A、精B、半精C、粗
171.使用切削液能迅速从切削区域内带走大量的热,同时还减少刀具与工件之间的摩擦,以及( )热量的产生。
A、增加B、减少C、保持
172.低碳钢通过( )热处理可以改善切削加工性。
173.数控机床进给系统常采用( )。
A、滚珠丝杆B、方牙丝杆C、静压丝杆
174.接触测量是零件被测表面与量具量仪的测头接触,表面间存在机械作用的( )。
A、作用力B、反作用力C、测量力
175.V形测砧千
 升级会员
升级会员 