纵剪机组配刀方法.docx
《纵剪机组配刀方法.docx》由会员分享,可在线阅读,更多相关《纵剪机组配刀方法.docx(3页珍藏版)》请在冰点文库上搜索。
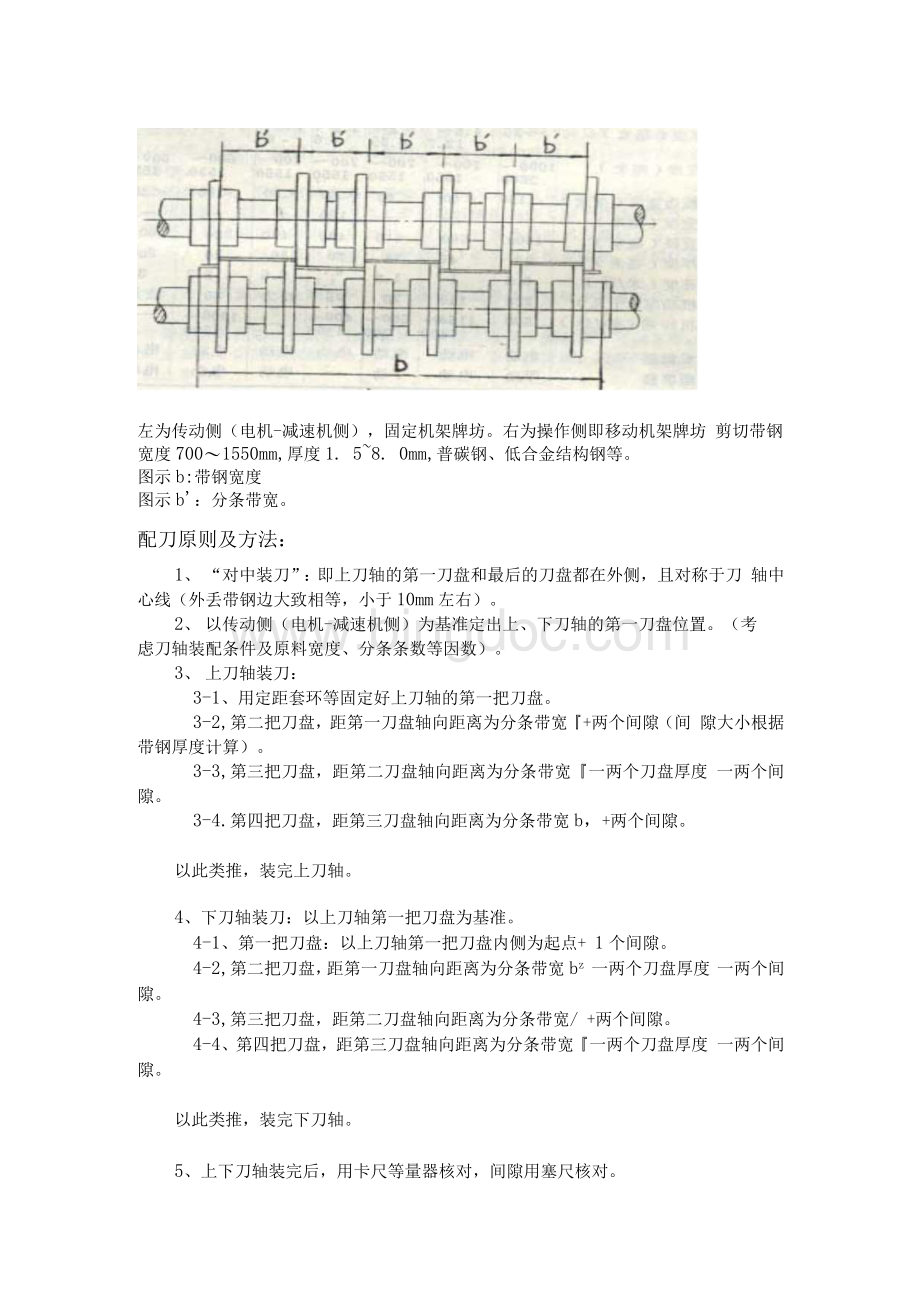
左为传动侧(电机-减速机侧),固定机架牌坊。
右为操作侧即移动机架牌坊剪切带钢宽度700〜1550mm,厚度1.5~8.0mm,普碳钢、低合金结构钢等。
图示b:
带钢宽度
图示b':
分条带宽。
配刀原则及方法:
1、 “对中装刀”:
即上刀轴的第一刀盘和最后的刀盘都在外侧,且对称于刀轴中心线(外丢带钢边大致相等,小于10mm左右)。
2、 以传动侧(电机-减速机侧)为基准定出上、下刀轴的第一刀盘位置。
(考
虑刀轴装配条件及原料宽度、分条条数等因数)。
3、 上刀轴装刀:
3-1、用定距套环等固定好上刀轴的第一把刀盘。
3-2,第二把刀盘,距第一刀盘轴向距离为分条带宽『+两个间隙(间隙大小根据带钢厚度计算)。
3-3,第三把刀盘,距第二刀盘轴向距离为分条带宽『一两个刀盘厚度一两个间隙。
3-4.第四把刀盘,距第三刀盘轴向距离为分条带宽b,+两个间隙。
以此类推,装完上刀轴。
4、下刀轴装刀:
以上刀轴第一把刀盘为基准。
4-1、第一把刀盘:
以上刀轴第一把刀盘内侧为起点+1个间隙。
4-2,第二把刀盘,距第一刀盘轴向距离为分条带宽bz一两个刀盘厚度一两个间隙。
4-3,第三把刀盘,距第二刀盘轴向距离为分条带宽/+两个间隙。
4-4、第四把刀盘,距第三刀盘轴向距离为分条带宽『一两个刀盘厚度一两个间隙。
以此类推,装完下刀轴。
5、上下刀轴装完后,用卡尺等量器核对,间隙用塞尺核对。
6、 上下刀盘的间隙厚度一般为带钢厚度的3%〜5%,即间隙八=带钢厚度hX(0.03〜0.05)mm。
分条多时,中间的刀盘间隙可以适当小些。
7、 上下刀盘的重合量(即重叠量)一般为带钢厚度的一半左右。
即h:
2。
下表为某厂纵剪线所用参数,单位为mm,供参考。
纵剪机的常见问题
一、纵剪加工剪断切口异常现象的原因和对策:
(1) 边缘不良
纵剪钢带的切口形状与被剪断材的材质、抗拉强度、延伸率、硬度、热处理状态等有关。
刀间隙、重合量等剪切条件选定后,刀口形状即确定。
如果不按切断条件设定,就得不到正常形状的切口。
A:
刀间隙、重合量设定不良产生的边缘缺陷。
B:
分割片挤压产生的边缘缺陷:
分隔片侧面的伤痕及烧结等在钢卷边缘强烈磨擦产生的边缘不良。
C:
刀具造成的边缘不良:
c-K刀具缺损产生的不良
c-2、刀具侧面烧结产生的不良
c-3、刀具刃口磨损产生的不良
D:
收卷机拉板过度造成异状边缘不良:
直拉加工时,由于收卷机拉力过大,刀轴的振动起因产生的边缘不良。
(2) 毛刺不良:
A刀间隙过大产生的毛刺
B刀具磨损产生的毛刺
C分隔片挤压产生的毛刺(特别是压痕一侧的毛刺)
(3) 横向翘曲:
A胶圈外径过小产生的横向翘曲
B压条下压不足产生的横向翘曲
C压条强度不够中间弯曲产生的横向翘曲
D张力辐拉伸过度产生的横向翘曲
二、纵剪加工的其他异常现象的原因和对策
C1)未切断:
虽然通过了纵剪刀具,但没能切断,叫做未切断
A:
纵剪机轴向上弯曲造成的未切断
AT、锁刀螺帽紧固不良
A-2、下压螺杆螺纹磨损
B:
纵剪机轴的挠曲造成未切断:
纵剪机轴的荷重是由剪断荷重和胶圈破损强度组成。
当刀具磨耗后剪断荷重增大,纵剪加工途中刀轴挠曲后造成未切断。
(2) 污染
A:
张力压板的表面纤维脱落,附着在钢板上。
B:
材料上的垃圾、油污等堆积在压板内,然后再转移到钢板上。
C:
设备上的污染物转移到钢板上。
D:
手套等污染后附着在钢板上。
(3) 宽度尺寸不良
A. 刀具的横向摆动产生的尺寸不良:
刀具的横向摆动和刀具外径尺寸不同而不良。
刀具的横向摆动值不可能为零。
一般的负荷的横向摆动值约0.03-0.05mm。
原因是刀厚、内径、间隔套宽度等精度误差,厚板剪切时侧向应力产生的翘曲。
B. 钢板横向翘曲产生的宽度尺寸不良:
在横向翘曲状态下剪断的制品测量时比配刀设定值要大一些。
C. 间隔套、刀具等配合误差:
间隔套、刀具等厚度精度为0.005。
配刀时片数较多时,累计误差就变大。
D. 上公差设定不良产生的尺寸不良:
纵剪机剪断的制品的宽度总比配刀的制品侧尺寸略显下公差状态。
所以有必要事先预测好这种下差程,在制品侧配刀时间隔套的尺寸确定时参考。
E. 剪切方法产生的宽度变化:
与驱动方式剪切相比,直拉式剪切中的钢卷张力加大,横向翘曲会消失,尺寸也会走下差。
F. 边缘剪切产生的宽度不良:
侧导向调整不良,母材宽度变化较大等原因。
废边剪切不出来就会导致宽度不良。
G. 收卷机卷取张力过大产生的宽度不良:
卷取时,一旦张力加得过大。
钢板纵向拉伸,宽度方向就缩小,制品的宽度就变窄了
 升级会员
升级会员 