内孔 完成Word格式.docx
《内孔 完成Word格式.docx》由会员分享,可在线阅读,更多相关《内孔 完成Word格式.docx(21页珍藏版)》请在冰点文库上搜索。
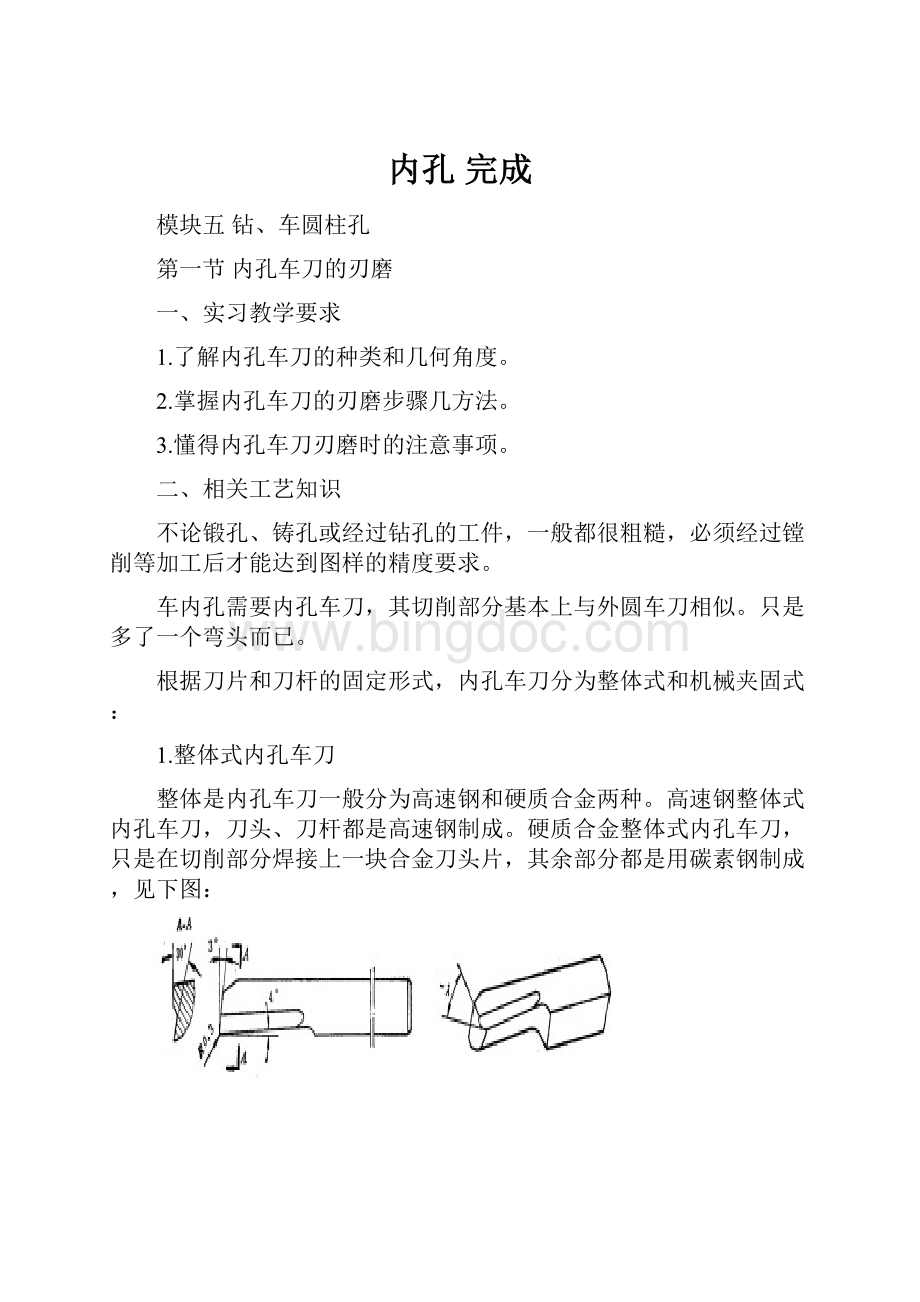
当内孔车刀的主偏角大于900,在主刀刃的方向磨卷屑槽(图5-3b),它适宜于纵向切削,但切削深度不能太深,否则切削稳定性不好,刀尖容易损坏。
如果在副刀刃方向磨卷屑槽(图5-3c),它适宜于横向切削。
a)b)c)
图5-3内孔车刀刃磨卷屑槽
三、看图确定内孔车刀刃磨步骤(图5-4)
图5-4内孔车刀刃磨练习
刃磨步骤:
序号
工序名称
工序内容
1
粗磨前面。
1.磨去前刀面焊渣。
2.将前刀面磨平。
2
粗磨主后面。
1.磨去主后面焊渣。
2.磨出主后角控制在<8°
3
粗磨副后面。
1.磨去副后面焊渣。
2.磨出主后角控制在<3°
4
精磨前面
1.将前刀面轻轻接触砂轮的圆角,以便磨出前角。
2.磨出前角,一般为0º
—15º
。
5
精磨主后面、副后面。
后角一般为8°
~12°
6
修磨刀尖圆弧
先将刀尖磨尖,然后将刀尖轻轻在砂轮上磨出R0.4~0.8的圆弧
四、注意事项
1.刃磨卷屑槽前,应先修整砂轮边缘处成为小圆角。
2.卷屑槽不能磨得太宽,以防镗孔时排屑困难。
3.刃磨时注意带防护眼镜。
思考练习
1.内孔车刀的刃磨步骤?
2.内孔车刀的几何参数选择及刃磨?
第二节钻孔
1.了解钻头的装拆方法和钻孔方法。
2.懂得切削用量的选择和冷却液的使用。
3.了解钻孔时容易产生废品的原因及防止方法。
4.钻孔精度要求达到IT12级,径向跳动在0.3mm之内。
1.麻花钻的选用
对于精度要求不高的内孔,可以选用钻头直接钻出,不再加工。
而对于精度要求较高的内孔,还需要通过车削等加工才能完成。
这时在选用钻头时,应根据下一道工序的要求,留出加工余量。
选择麻花钻的长度,一般应使钻头螺旋部分略长于孔深。
钻头过长,刚性差,钻头过短排屑困难。
2.麻花钻刃磨对钻孔质量的影响
(1)麻花钻的两条主切削刃必须对称,并使横刃斜角为55°
(见图5-5a),否则会使钻出的孔径扩大(图5-5c)。
(2)麻花钻顶角必须对称。
当顶角不对称钻削时,只有一个切削刃切削,而另一个切削刃不起作用,两边受力不平横,会使钻出的孔扩大和倾斜(图5-5b)。
a)b)c)
图5-5钻头刃磨对加工的影响
2.钻头的安装
直柄麻花钻用钻夹头装夹,再将钻夹头的锥柄插入尾座锥孔。
锥柄麻花钻可直接或用莫氏变径套过渡插入尾座锥孔。
3.钻孔方法
(1)钻孔前先将工件平面车平,中心处不许有凸头,以利于钻头正确定心。
(2)找正尾座,使钻头中心对准工件旋转中心,否则可能会扩大钻孔直径和折断钻头。
(3)用细长麻花钻钻孔时,为防止钻头产生晃动,可以在刀架上加以挡铁,支持钻头头部,帮助钻头定中心(图5-6)。
其方法是:
先用钻头钻入工件平面(少量)然后摇动中滑板移动挡铁支顶,见钻头逐渐不晃动时,继续钻削即可。
但挡铁不能把钻头支过中心,否则容易折断钻头。
当钻头已正确定心时,挡铁即可退出。
(4)用小麻花钻钻孔时,一般先用中心钻定心,再用钻头钻孔,这样钻孔,同轴度好。
图5-6用挡铁支顶钻头
(5)钻不通孔时需要控制孔的深度,具体可按下述方法操作:
开动机床,摇动尾座手轮,当钻尖开始切入工件端面时,用钢直尺量出尾座套筒的伸出长度,那么钻不通孔的深度就应该控制所测伸出长度加上孔深。
或者通过尾座手轮摇动圈数计算,尾座手轮每转一圈,尾座套筒移动5mm。
三、看图确定钻孔加工步骤(图5-7)
图5-7钻孔练习
加工步骤:
粗精车端面
1.三爪自定心卡盘夹持,工件伸出长度50mm,找正夹紧,各车刀对准中心,装夹牢靠。
2.粗精车端面,用端面车刀将端面车平,达到表面粗糙度要求。
粗车
粗车φ38.5mm,长度35mm。
精车
1.精车外圆至φ380-0.05mm尺寸,长度35mm。
2.倒角倒钝去毛刺。
钻孔
1.选用麻花钻φ18mm,钻孔长度35mm。
2.钻头的装夹,若钻头锥柄小而尾座锥孔大时,可使用过渡套筒安装。
3.找正尾座,使钻头中心对准工件旋转中心,否则可能会扩大钻孔直径和折断钻头。
4.为保证钻孔深度,可采用刻线痕法。
5.钻孔时,应加冷切液,防止因钻头发热而退火。
6.选择主轴转速250r/min
7.双手摇动手轮,进给应缓慢均匀约为f选0.15~0.35mm/r。
8.必须经常退出排屑,否则会因铁屑堵塞而使钻头“咬死”或折断。
切断
切断并保证长度30mm。
检查
检检查工件各尺寸是否合格
四、注意事项
1.将钻头装入尾座套中,找正钻头轴线与工件旋转轴线相重合,否则会使钻头折断。
2.钻孔前,必须将端面车平,中心处不允许有凸台,否则钻头不能自动定心,会使钻头折断。
3.当钻头刚接触工件端面和通孔快要钻穿时,进给量要小,以防钻头折断。
4.钻削钢料时必须浇注充分切削液,使钻头冷却。
钻削铸件时可不用切削液。
五、钻孔废品分析
钻孔时产生废品的主要原因是孔歪斜和孔扩大,产生原因及预防措施见表5-1。
表5-1钻孔时产生废品的原因及预防措施
废品种类
产生原因
预防措施
孔歪斜
1.工件端面不平或与轴线不垂直
1.钻孔前车平端面,中心不能有凸台
2.尾座偏移
2.调整尾座轴线与主轴轴线同轴
3.钻头刚性差,初钻时进给量过大
3.选用较短的钻头或用中心钻先钻导向孔;
初钻时进给量要小,钻削时应经常退出钻头消除切屑后再钻
4.钻头顶角不对称
4.正确刃磨钻头
孔直径扩大
1.钻头直径选错
1.看清图样,仔细检查钻头直径
2.钻头主切削刃不对称
2.仔细刃磨,使两主切削刃对称
3.钻头未对准工件中心
3.检查钻头是否弯曲,钻夹头、钻套是否装夹正确
第三节车直孔
1.懂得内孔车刀的正确装夹和粗、精车切削用量的选择。
2.掌握内孔的加工方法和测量方法。
要求在本课题结束时达到如下要求:
(1)用塞规测量,达到图样要求。
(2)用内径百分表测量,达到图样要求。
并掌握内径百分表的安装,校正和使用。
1.内孔车刀的装夹
(1)内孔孔车刀安装时,刀尖应对准工件中心或略高一些,这样可以避免内孔车刀受到切削压力下弯产生扎刀现象,而把孔车大。
(2)内孔车刀的刀杆应于工件轴心线基本平行,否则车到一定深度后,刀杆后半部分与工件孔壁相碰。
(3)为了增加内孔车刀刚性,防止振动,刀杆伸出长度尽可能短一些,一般比工件孔深长5---10mm。
(4)为了确保车孔安全,通常在车孔前把车刀在孔内试走一遍,这样才能保证车孔顺进行。
图5-8内孔车刀的安装
2.关键技术
车孔的关键技术是解决内孔车刀的刚性和排屑问题。
(1)增加内孔车刀的刚性可采取以下措施:
尽量增加刀柄的截面积。
尽可能缩短刀柄的伸出长度。
(2)解决排屑问题
主要是控制切屑的流出方向。
精车时要求切屑流向待加工表面(前排屑)。
为此,
采用正刃倾角的内孔车刀。
3.车直孔的方法
直孔车削基本上与车外圆相同,只是进刀和退刀方向相反。
粗车和精车内孔时也要进行试切和试测,其试切方法与试切外圆相同。
即根据径向余量的一半横向进给,当车刀纵向切削至2mm左右时纵向退出车刀(横向不动),然后停车试测。
反复进行,直至符合孔径精度要求为止。
4.切削用量的选择
切削时,由于内孔车刀刀尖先切入工件,因此其受力较大,再加上刀尖本身强度差,所以容易碎裂,其次由于刀杆细长,在切削力的影响下,吃刀深了,容易弯曲振动。
我们一般练习的孔径在20---50mm之间,切削用量可参照以下数据选择:
粗车:
n400---500转/分精车:
n600---800转/分
f0.2---0.3mmf0.1mm左右
ap1---3mmap0.3mm左右
5.孔径测量
测量孔径尺寸,通常用内卡钳、塞规和内径百分表。
目前对于精度较高的孔径都用内径表测量。
(1)用塞规测量
塞规由通端1,止端2和柄3组成(见图5-9),通端按孔的最小极限尺寸制成,测量时应塞入孔内。
止端按孔的最大极限尺寸制成,测量时不允许插入孔内。
当通端塞入孔内,而止端插不进去时,就说明此孔尺寸是在最小极限尺寸与最大极限尺寸之间,是合格的。
↗1↗3↗2
图5-9塞规
(2)用内径百分表测量
①.内径表的安装校正:
在内径测量杆上安装表头时,百分表的测量头和测量杆的接触量一般为0.5mm左右;
安装测量杆上的固定测量头时,其伸出长度可以调节,一般比测量孔径大0.5mm左右,(可以用卡尺测量);
安装完毕后用千分尺来校正零位。
②.内径表的使用与测量:
内径百分表和百分尺一样是比较精密的量具,因此测量时先用卡尺控制孔径尺寸,留余量0.3---0.5毫米时再使用内径百分表;
否则余量太大易损坏内径表。
测量中,要注意百分表的读法,长指针逆时针过零为孔小,逆时针不过零为孔大。
测量中,内径表上下摆动取最小值为实际。
图5-10内径表的安装与使用
三、看图确定加工步骤(图5-11)
图5-11车直孔练习
1.三爪自定心卡盘夹持工件外圆,垫铜皮找正夹紧
2.粗精车端面,用端面车刀将端面车平倒角,保证表面粗糙度。
粗车内孔
粗车至尺寸φ21.5mm
精车内孔
精车至尺寸φ220-0.025mm,倒内角1×
45°
调头
1.轻夹工件外圆或垫铜皮,伸出约5mm车端面,保证总长。
2.倒角1×
检检查合格后取下工件。
1.加工过程中注意中滑板退刀方向与车外圆时相反。
2.用塞规测量时,应保持孔壁清洁,否则会影响塞规测量。
3.用塞规测量孔径时,塞规不能倾斜,以防造成孔小的错觉,把孔车大。
相反,在孔小的时候,不能用塞规硬塞,更不能用力敲击。
4.在孔内取出塞规时,应注意安全,以防与内孔车刀碰撞。
5.用内径表测量前,应首先检查内径表指针是否复零,再检查测量头有无松动、指针转动是否灵活。
6.用内径表测量前,应先用卡尺测量,当余量为0.3—0.5mm左右时才能用内径表测量,否则易损坏内径表。
7.精车内孔时,应保持车刀锋利。
8.要求学生根据余量大小合理分配切削深度,力争快准。
思考练习:
1.通孔车刀与外圆车刀有什么区别?
2.车孔的关键技术是什么?
怎样改善车孔刀的刚性?
第四节车台阶孔
一.教学要求
1.了解台阶孔的作用和技术要求。
2.掌握加工台阶孔的步骤和方法。
3.能使用塞规或内径表测量内孔。
4.能分析车孔时产生废品的原因及防止方法。
二.相关工艺知识
1.内孔刀的装夹
车台阶孔时,内孔车刀的装夹除了刀尖应对准工件中心和刀杆尽可能伸出短些外,内偏刀的主刀刃应和平面成3°
~5°
的夹角(图5-12),并且在车削内平面时,要求横向有足够的退刀余地。
2.车台阶孔的方法
1.车削直径较小的台阶孔时,由于直接观察比较困难,尺寸不易掌握,所以通常采用先粗、精车小孔,在粗、精车大孔的方法进行。
2.车削大的阶台孔时,在视线不受影响的情况下,通常采用先粗车大孔和小孔,再精车大孔和小孔的方法进行。
3.车削孔径大、小相差悬殊的阶台孔时,最好采用主偏角850左右的车刀先进行粗车,留余量用内偏刀精车至尺寸。
因为直接用90°
偏刀车削,进刀深度不可太深,否则刀尖容易损坏。
其原因是刀尖处于刀刃的最前列,切削时刀尖先切入工件,因此其承受力最大,加上刀尖本身强度差,所以容易碎裂。
其次由于刀杆细长,在纯轴向抗力的作用下,进刀深了容易产生振动和扎刀。
4.控制长度的方法:
粗车时采用刀杆上刻线做记号及使用床鞍刻度盘的刻线来控制,或安放限位铜片(图5-13)。
精车时使用钢尺、深度尺配合小滑板刻度盘的刻线来控制。
图5-12内孔刀的装夹要求图5-13控制长度的方法
三、看图确定加工步骤
倒角1X45°
图5-14车台阶孔练习
序号
工序名称
工序内容
1.三爪自定心卡盘夹持,工件伸出长度50mm,找正夹紧,各车刀对准中心,装夹牢靠。
2.粗精车端面,用端面车刀将端面车平,达到表面粗糙读要求。
粗车外圆
粗车φ37.5mm外圆,长度35mm。
精车外圆
2.倒角倒钝去毛刺
钻孔
粗车φ19.5孔。
精车φ20+0.020mm孔至尺寸
7
粗车φ27.5mm,长度9.8mm。
8
精车φ28+0.020mm,长度10+0.050mm,倒角1×
9
切断
切断并保证长度30mm
10
调头
11
检查
检查合格后取下工件。
1.要求内平面平直,孔壁与内平面相交处清角,并防止出现凹坑和小台阶。
2.孔径应防止喇叭口和出现试刀痕迹。
3.用内径表测量前,应首先检查整个测量装置是否正常,如固定测量头有无松动,百分表是否灵活,指针转动后是否能回到原来位置,指针对准的“零位”是否走动等。
4.调头装夹时应轻夹或垫铜皮,防止装夹过紧把外圆表面夹伤。
第五节车平底孔
一、教学要求
1.了解平底孔的技术要求。
2.掌握平底孔的车削方法。
二、相关工艺
平底孔的技术要求是:
底面平整、光洁、无凸头和凹坑。
其操作技能要比通孔、台阶孔车削更难些。
1.内孔车刀的选择和装夹
平底孔车刀的刀尖跟刀杆外侧的距离a应小于内孔半径R(图5-14),否则切削时刀尖还未车至工件中心,刀杆外侧已与孔壁相撞。
平底孔车刀切削部分的角度和装夹与台阶孔车刀相同,但刀尖的高低,必须严格的对准工件旋转中心,否则地平面无法车平。
图5-15平底孔车刀
2.车平底孔的方法
(1)选择比孔径小2mm的钻头进行钻孔,其钻孔深度,从麻花钻顶尖量起,并在麻花钻上刻线痕作记号。
(2)车平底孔和粗车孔成形(留精加工余量),然后再精车内孔及底平面至图样尺寸要求。
图5-16平底孔练习
1.三爪自定心卡盘夹持,找正夹紧,各车刀对准中心,装夹牢靠。
1.选用麻花钻φ18mm,钻孔长度30mm。
精车φ20+0.020mm孔及底平面至尺寸要求
倒角
孔口倒角1X45°
 升级会员
升级会员 