焊接工艺评定指导书.doc
《焊接工艺评定指导书.doc》由会员分享,可在线阅读,更多相关《焊接工艺评定指导书.doc(12页珍藏版)》请在冰点文库上搜索。
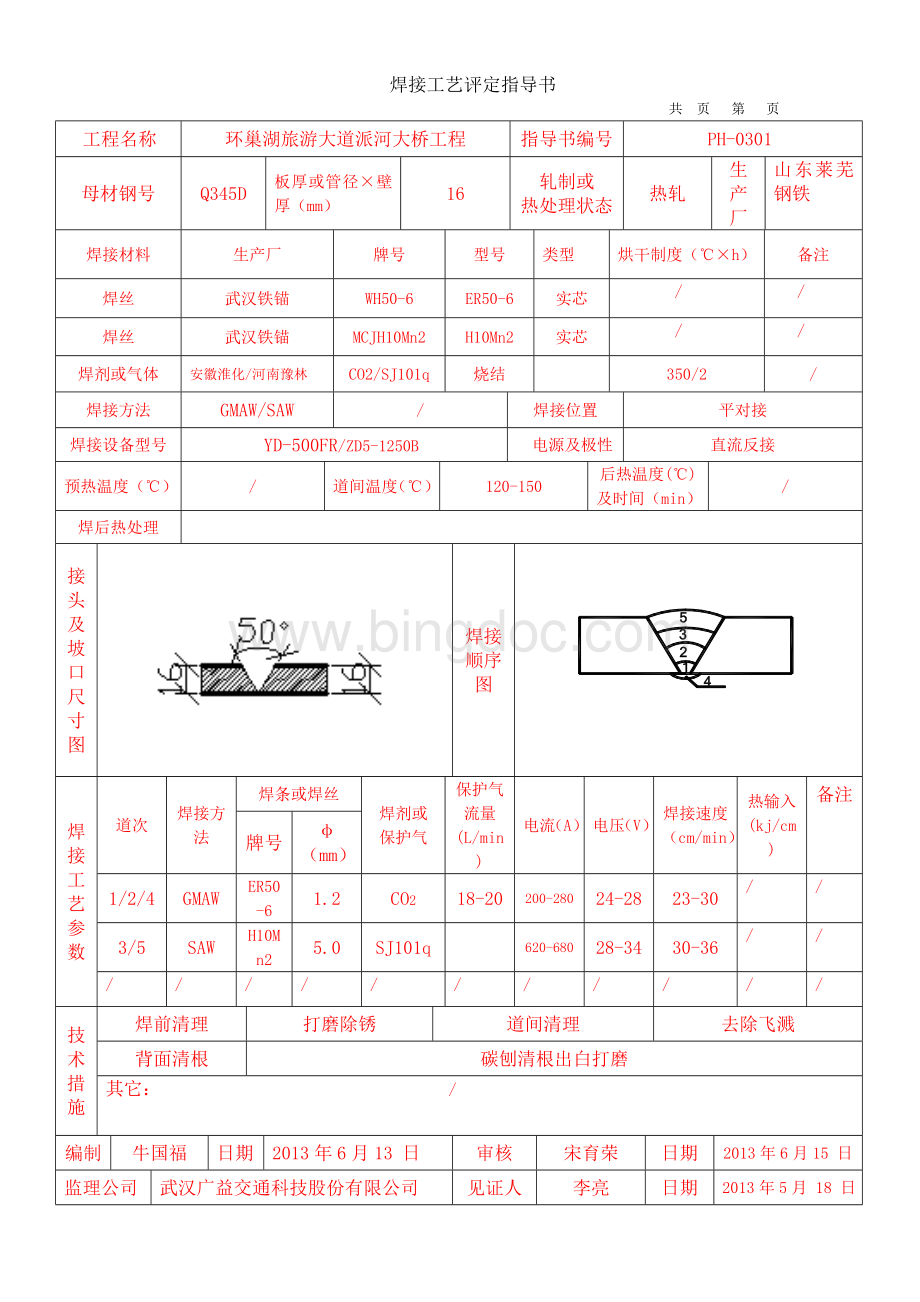
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0301
母材钢号
Q345D
板厚或管径×壁厚(mm)
16
轧制或
热处理状态
热轧
生产厂
山东莱芜钢铁
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊丝
武汉铁锚
MCJH10Mn2
H10Mn2
实芯
/
/
焊剂或气体
安徽淮化/河南豫林
CO2/SJ101q
烧结
350/2
/
焊接方法
GMAW/SAW
/
焊接位置
平对接
焊接设备型号
YD-500FR/ZD5-1250B
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kj/cm)
备注
牌号
φ(mm)
1/2/4
GMAW
ER50-6
1.2
CO2
18-20
200-280
24-28
23-30
/
/
3/5
SAW
H10Mn2
5.0
SJ101q
620-680
28-34
30-36
/
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年5月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0302
母材钢号
Q345D/Q345qD
板厚或管径×壁厚(mm)
24/16
轧制或
热处理状态
热轧
生产厂
莱芜/河南安阳钢铁
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
/
焊接方法
GMAW
/
焊接位置
平对接
焊接设备型号
YD-500FR
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
/
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kj/cm)
备注
牌号
φ(mm)
1-2
GMAW
WH50-6
1.2
CO2
18-20
200-260
22~28
22-26
/
/
3-5
GMAW
WH50-6
1.2
CO2
18-20
220-280
24~30
23~28
/
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年6月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0303
母材钢号
Q345D
板厚或管径×壁厚(mm)
24/16
轧制或
热处理状态
热轧
生产厂
山东莱芜钢铁
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊丝
武汉铁锚
MCJH10Mn2
H10Mn2
实芯
/
/
焊剂或气体
安徽淮化/河南豫林
CO2/SJ101q
烧结
/
350/2
焊接方法
GMAW/SAW
/
焊接位置
平对接
焊接设备型号
YD-500FR/ZD5-1250B
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
/
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
1/2/5
GMAW
WH50-6
1.2
CO2
18-20
200-260
22-28
23-27
/
/
3/4
SAW
H10Mn2
5.0
SJ101q
620-680
28-32
28-34
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年6月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0304
母材钢号
Q370D
板厚或管径×壁厚(mm)
32
轧制或
热处理状态
热轧
生产厂
钢铁股份
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊丝
武汉铁锚
MCJH10Mn2
H10Mn2
实芯
/
/
焊剂或气体
安徽淮化/河南豫林
CO2/SJ101
烧结
/
350/2
/
焊接方法
GMAW/SAW
/
焊接位置
平对接
焊接设备型号
NB-500/ZD5-1250B
电源及极性
直流反接
预热温度(℃)
40
道间温度(℃)
120
后热温度(℃)及时间(min)
/
焊后热处理
/
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
1.
GMAW
WH50-6
1.2
CO2
18-20
190-260
25-28
30-33
/
/
2.
SAW
H10Mn2
5.0
SJ101
600-650
29-33
32-35
/
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年5月日
审核
宋育荣
日期
2013年5月日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年5月日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0305
母材钢号
Q345D
板厚或管径×壁厚(mm)
16/8
轧制或
热处理状态
热轧
生产厂
山东莱芜钢铁/南京钢铁南京钢铁460GGANGTIE�����������������������������������������������������������������������������������������������������������������
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
/
焊接方法
GMAW
/
焊接位置
平角焊
焊接设备型号
YD-500FR
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kg/cm)
备注
牌号
φ(mm)
1-3
GMAW
WH50-6
1.2
CO2
18-20
210-250
26-30
28-35
4
GMAW
WH50-6
1.2
CO2
18-20
220-280
29-32
30-37
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年6月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0306
母材钢号
Q345qD
板厚或管径×壁厚(mm)
16/12
轧制或
热处理状态
热轧
生产厂
河南安阳钢铁股份
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
/
焊接方法
GMAW
/
焊接位置
仰角焊
焊接设备型号
YD-500FR
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
/
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kg/cm)
备注
牌号
φ(mm)
1.
GMAW
WH50-6
1.2
CO2
18-20
100-115
20-22
11-13
/
/
2
GMAW
WH50-6
1.2
CO2
18-20
100-115
20-22
11-13
/
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
/
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年65月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0307
母材钢号
Q345D
板厚或管径×壁厚(mm)
50/24
轧制或
热处理状态
热轧
生产厂
山东莱芜钢铁
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
/
焊接方法
GMAW
/
焊接位置
平角接
焊接设备型号
NB-500
电源及极性
直流反接
预热温度(℃)
80
道间温度(℃)
150
后热温度(℃)及时间(min)
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
1.
GMAW
WH50-6
1.2
CO2
18
220-240
25-26
25-30
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
编制
牛国福
日期
2013年5月日
审核
宋育荣
日期
2013年5月日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年5月日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0308
母材钢号
Q345D/Q235B
板厚或管径×壁厚(mm)
20
轧制或
热处理状态
热轧
生产厂
莱芜/马钢铁
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
烧结
/
/
焊接方法
GMAW
/
焊接位置
平角接
焊接设备型号
YD-500FR
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120-150
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
1/2/6
GMAW
WH50-6
1.2
CO2
18-20
210-240
24-28
26-32
/
/
3-10
GMAW
WH50-6
1.2
CO2
18-20
220-280
26-30
28-35
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
清渣
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年6月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0309
母材钢号
Q235B
板厚或管径×壁厚(mm)
20/12
轧制或
热处理状态
热轧
生产厂
马钢铁股份
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
焊接方法
GMAW
/
焊接位置
仰角接
焊接设备型号
YD-500FR
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
1
GMAW
WH50-6
1.2
CO2
18-20
100-115
20-22
11-13
/
/
2
GMAW
WH50-6
1.2
CO2
18-20
100-115
20-22
11-13
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
清渣
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年6月13日
审核
宋育荣
日期
2013年6月15日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年6月18日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0310
母材钢号
Q370qD/Q370D
板厚或管径×壁厚(mm)
20/16
轧制或
热处理状态
热轧
生产厂
钢铁股份
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
/
/
焊接方法
GMAW
焊接位置
仰角接
焊接设备型号
NB-500
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kg/cm)
备注
牌号
φ(mm)
GMAW
WH50-6
1.2
CO2
18-20
180-200
23-24
23-28
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年5月日
审核
宋育荣
日期
2013年5月日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年5月日
焊接工艺评定指导书
共页第页
工程名称
环巢湖旅游大道派河大桥工程
指导书编号
PH-0311
母材钢号
Q370qD
板厚或管径×壁厚(mm)
20
轧制或
热处理状态
热轧
生产厂
钢铁股份
焊接材料
生产厂
牌号
型号
类型
烘干制度(℃×h)
备注
焊条
/
/
/
/
/
/
焊丝
武汉铁锚
WH50-6
ER50-6
实芯
/
/
焊剂或气体
安徽淮化
CO2
/
/
焊接方法
GMAW
/
焊接位置
平角接
焊接设备型号
NB-500
电源及极性
直流反接
预热温度(℃)
/
道间温度(℃)
120
后热温度(℃)及时间(min)
/
焊后热处理
接
头
及
坡
口
尺
寸
图
焊接顺序图
焊
接
工
艺
参
数
道次
焊接方法
焊条或焊丝
焊剂或
保护气
保护气流量(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kJ/cm)
备注
牌号
φ(mm)
GMAW
WH50-6
1.2
CO2
18-20
220-240
25-26
26-30
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
技
术
措
施
焊前清理
打磨除锈
道间清理
去除飞溅
背面清根
碳刨清根出白打磨
其它:
/
编制
牛国福
日期
2013年5月日
审核
宋育荣
日期
2013年5月日
监理公司
武汉广益交通科技股份有限公司
见证人
李亮
日期
2013年5月日
焊接工艺评定指导书
共页
 升级会员
升级会员 