工艺设备部分无负荷联动试运转方案.docx
《工艺设备部分无负荷联动试运转方案.docx》由会员分享,可在线阅读,更多相关《工艺设备部分无负荷联动试运转方案.docx(11页珍藏版)》请在冰点文库上搜索。
工艺设备部分无负荷联动试运转方案
工艺设备部分无负荷联动试车方案
1、生阳极车间基本概况
铝厂环境治理及节能降耗技改工程生阳极车间6万吨/年预焙阳极生产系
统,主要包括原料投入煅烧及余热利用,热媒及沥青熔化,返回料处理,生阳极制造等工序。
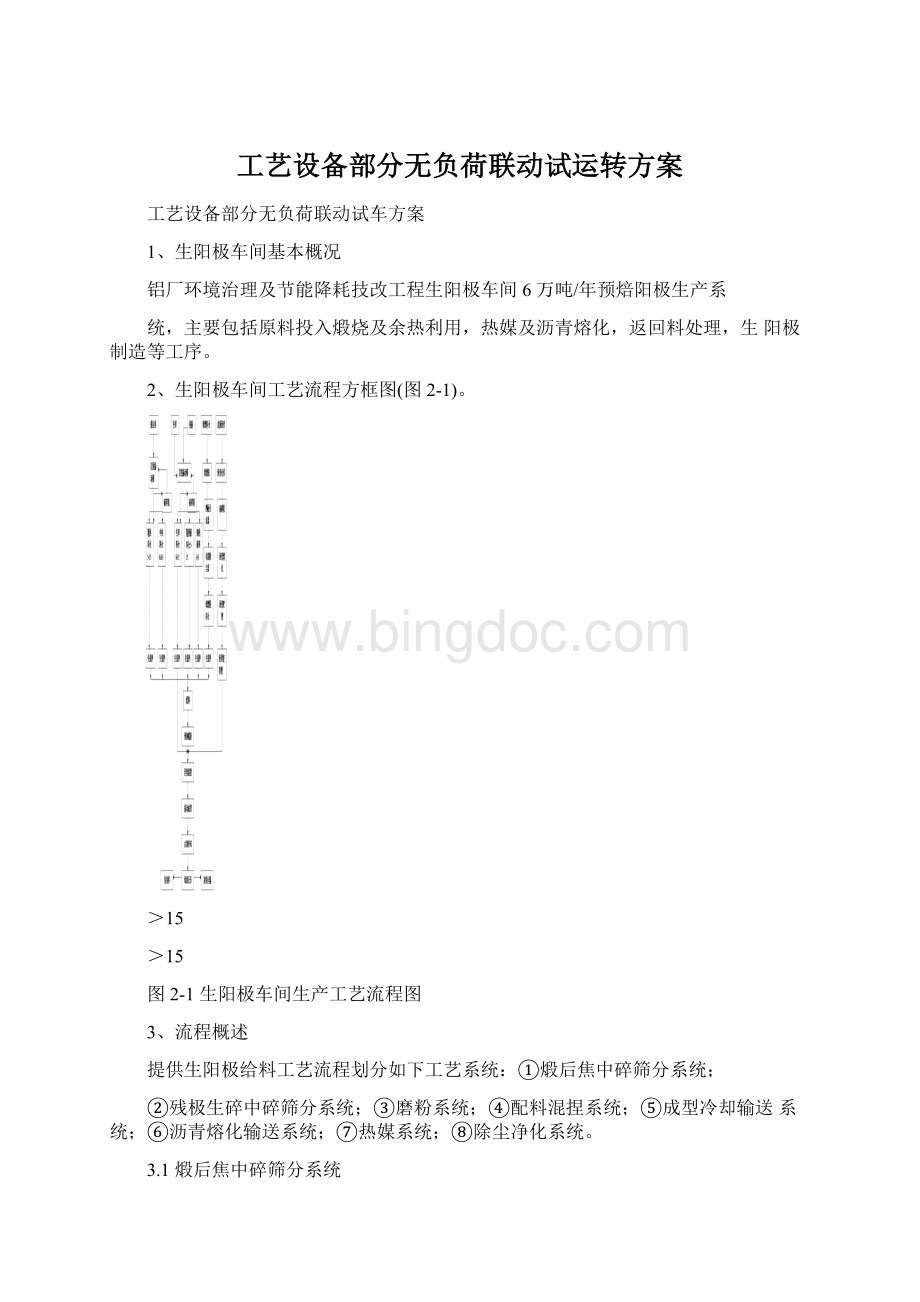
2、生阳极车间工艺流程方框图(图2-1)。
>15
>15
图2-1生阳极车间生产工艺流程图
3、流程概述
提供生阳极给料工艺流程划分如下工艺系统:
①煅后焦中碎筛分系统;
②残极生碎中碎筛分系统;③磨粉系统;④配料混捏系统;⑤成型冷却输送系统;⑥沥青熔化输送系统;⑦热媒系统;⑧除尘净化系统。
3.1煅后焦中碎筛分系统
从煅后焦料仓出来的煅后合格焦,经手动单向螺旋闸门(S-1/2/3/4),电动
振动给料机(S-5/6/7/8)到皮带输送机(S-9),即贮仓底部引出的皮带运输机,
经电动正三通溜子(S-11)进入斗式提升机(S-13)提升至30.14米高度,然后由
斗式提升机(S-14)提升至直线振动筛(S-15)进行筛分,分为>15mm、<15mm
两种粒度。
其中>15mm的料返回到中间仓,经手动单向螺旋闸门(S-7),电
磁振动给料机(S-18)进入反击式破碎机(S-19),经破碎后再次筛分。
筛分为
15-5mm的料经侧三通溜子(S-20),一支进入粗焦仓,另一支同>15mm料再
次进行破碎。
<5mm的料进入直线振动筛(S-16)进行筛分,筛分为5-
0.8mm、0.8mm的料。
其中5-0.8mm的料经(S21、22)两个侧三通溜子,一支
进入中焦料仓,一支进入填充料仓,另一支进入磨粉机给料仓。
<0.8mm的
料经(S-23)侧三通溜子,一支进入粗粒料仓,另一支进入磨粉机给料仓。
煅后焦中碎筛分系统流程方框图(图3-1)
>15mm
图3-1煅后焦中碎筛分系统流程方框图
3.2残极、生碎、中碎、筛分系统
残极经人工破碎后,经过格筛漏斗进入残极仓,经电动振动给料机(S-27)进
入钢丝带斗式机(S-28),提至侧三通溜子(S-29),由带式输送机(S-30),进入
到残极贮槽。
经手动单向螺旋闸门(S-31/33)、振动给料机(S-32/34)到带式输
送机(S-35),带式输送机置有永磁分选机(S-36)再次到带式输送机(S-37),经正三
通溜子(S-38)、斗式提升机(S-40),提升到30.14m,然后由斗式提升机(S-41)
提升至直线振动筛(S-42)。
<15mm的残极返回中间仓,经手动单向螺旋闸门(S-43)、电磁振动给料机(S-44),进入反击式破碎机(S-45)破碎后,再次提升
至振动筛,筛分为15-5mm、<5mm两种残极,15-5mm的残极经侧三通溜
子(S-46),进入粗残极仓;<5mm的进入细残极料仓。
生碎筛分流程相同于残极筛分流程,区别是生碎不分粗细。
残极、生碎、筛分系统方框流程图
图3-2
图3-2残极、生碎、筛分系统方框流程图
3.3磨粉系统
振动筛(S-16)筛下的<0.8mm的料、部分5-0.8mm料进入磨粉机给料仓,
经单向螺旋闸门(S-50)、螺旋输送机(S-51)、侧三通溜子(S-52)进入到风扫式
球磨机(S-53),通过风压动力装置,磨好的料经过挡板风选器(S-54)时,不合
格的料经过电动蝶阀(S-58.59)冲板流量计(S-60)、侧三通溜子(S-61)返回到球
磨机继续研磨,合格的料经过布袋除尘器(S-55)收集,由螺旋输送机,经手动取样器(S-63)螺旋输送机(S-64)送到焦粉料仓。
磨粉系统工艺流程方框图见图3-3
图3-3
3.4配料混捏系统
粗粒料仓的料经手动插板阀、粗粒配料秤(S-67),中粒料仓的料经手动
插板阀、中粒配料秤(S-69),粗残极料仓里的料经手动插板阀、粗残极配料
秤(S-68),细残极料仓的料经手动插板阀、细残极配料秤(S-70),焦粉料仓里
的焦粉经粉料搅拌装置(S-72)进入焦粉配料秤(S-66),汇合后经螺旋输送机(S-
73)、斗式提升机(S-74)提升至螺旋输送机(S-75),进入预热螺旋机(S-76),预
热后经堵料闸门(S-77)与生碎一起加入连续混捏机(S-96)内,同时,来自沥青
熔化工段的液体沥青经沥青高位槽(S-80)、沥青校准槽(S-82)加入连续混捏机
内,预热一定时间后,混捏好的料进入强力冷却机(S-97)冷却,经过振动给料机进入振动成型机(S-99)振动成型。
配料混捏系统方框流程图见图3-4。
图3-4
3.5成型冷却输送系统
糊料经振动成型机(S-99)振动成型后,经冷却水槽冷却后,由炭块输送机(S-104/105)输送至炭块库。
成型冷却输送系统方框流程图见图3-5。
图3-5
3.6沥青熔化输送系统(设备标号属于沥青熔化工段设备名细表)
固体沥青原料经格筛漏斗<30mm的料,经手动密闭闸阀(S-37)、电磁振
动给料机(S-1)到带式输送机(S-2),带式输送机带有悬挂式永磁除铁机(S-36),
然后由斗式提升机(S-3)提升至带式输送机(S-5),由带式输送机送到沥青料仓。
经手动料斗闸门(S-6)。
这里有完全相同的两套设备。
其中一套:
固体沥青称
量后由皮带秤(S-7)运送进入锤式破碎机(S-9),由斗式提升机(S-11),经回转
阀(S-13)进入快速溶化器(S-15),熔化好的部分沥青被埋式泵抽上去,作为循
环热沥青来熔化固体沥青,剩余作为熔化好的用于生产,进入缓冲槽(S-19)经过滤器(S-21/S-22)、输送泵(S-25/S-26)到沥青贮槽(S-32)。
沥青贮槽(S-32)带有液体沥青泵(S-31),便于循环,使液体沥青保持同一温度;经沥青输送泵(S-30/S-29)到生阳极车间沥青高位槽(S-80)。
沥青熔化输送系统方框流程图见图3-6
图3-6
3.7热媒系统
热媒系统设备由热媒锅炉、燃烧器、增压器、电点燃装置、火焰自动监
控、空气助燃风机、滤油器、热媒泵和泵组成。
用循环泵使热媒油在加强器
和系统中进行强制循环,膨胀槽可吸收传热液体的热膨胀,热设备上装有控制阀、旁通阀等,以保持进液管和回液管之间的压差恒定。
热媒系统流程方框图见图3-7。
图3-7
3.8除尘净化系统
除尘系统C-1,一个排风系统。
沥青熔化工段除尘净化分为三个排风系统P-1~P-3。
4、
无负荷联动试运转方案
4.1无负荷联动试运转指挥系统
为使无负荷联动试运行有序进行,组建以项目经理为主,各专业负责人
为辅的试运行指挥系统,由总指挥发布命令,各专业按指令动作,协同配合。
为方便联络配备无线对讲机。
试运转工作组织系统图如下:
4.2无负荷试运转各岗位的职责
4.2.1试运转指挥小组的基本职责
4.2.1.1检查试运转前的准备工作落实情况。
4.2.1.2签发起动和停车命令。
4.2.1.3听取各值班长试运转情况汇报,协调各栋号间的试运转工作。
4.2.1.4组织处理试运转中重大问题。
4.2.2值班长的基本职责
4.2.2.1组织实施、检查设备起动前的准备工作。
4.2.2.2签发操作票,同时进行技术安装交底。
4.2.2.3检查值班员执行操作规程和安全规程的情况。
4.2.2.4复核、签署运行记录,填写试运转记录。
4.2.2.5发生异常现象命令紧急停车。
4.2.2.6组织实施小修工作,签发工作票。
4.2.2.7向试运转指挥小组汇报情况。
4.2.3试运转值班员的基本职责
4.2.3.1严格遵守操作规程和安全规程,认真进行操作。
4.2.3.2监视设备运行情况,发现问题及时向值班长汇报。
4.2.3.3如实全面准确、清晰地填写试运转记录。
4.2.3.4在值班长指挥下实施运行中小修。
4.3试运转纪律
4.3.1服从命令听指挥。
4.3.2精神集中坚守岗位。
4.3.3严禁违章指挥,违章操作。
4.3.4衣帽整洁,文明操作。
4.4无负荷联动试运转前须具备的条件
4.4.1设备及其附属装置、管路全部施工完毕,且经试运转合格,及管道
试水、试压合格;电气(仪器)操纵控制系统及仪表调整试验完毕;润滑、液
压、气动、冷却和加热系统的检查和调整试验完毕;机械和各系统联合试验
完毕;施工记录和单体试运转记录及资料齐全,各项工作均符合无负荷联动试运行的要求。
4.4.2所有参试人员熟悉本专业工艺流程,设备性能及试运转要求。
4.4.3现场清理完毕,拆除临时支撑物、脚手架等,不得进行有或噪音较大的作业。
4.4.4供水、供电、供煤气、供压缩空气、供蒸汽、通讯、消防措施和防护措施、工业照明满足试运行需求。
4.4.5试运行现场有明显标志牌,危险区域挂牌警、禁动部位挂牌示警,非参试人员不得入内。
4.4.6备品、备件供应有保障,各种材料、润滑油脂准备齐全。
4.4.7各种检测工具完善。
4.5试运行程序
试运行程序严格按工艺流程进行。
设备开启程序根据生阳极车间①~⑦
系统流程概述中物料运行顺序反向启动。
⑧除尘净化系统根据其在①~⑦系统中的配置随①~⑦系统一起启动。
4.6无负荷联动试运转
生阳极车间共设置设备~288台。
其中动转设备~264台,非动转设备~24
台,非动转设备只考核其能否满足工艺要求即可。
动转设备无负荷联动试运行依据随机配带的技术文件(图纸、说明书等)及规范要求进行,但必须进行单体试运转合格后,方可进行无负荷联动试车。
4.6.1机械和各系统联合调试符合下列要求:
4.6.1.1设备及其润滑、液压、气(汽)动、冷却、加热和电气及控制等系统,均单独调试检查并符合要求。
4.6.1.2联合调试按要求进行;不宜用模拟方法代替。
4.6.1.3联合调试由部件至组件、至单机、直至整机(成套设备),按说明书和生产操作程序进行并符合下列要求:
a、
b、
c、
d、
e、
各转动和移动部分,用手(或其它方式)盘动,应灵活,无卡滞现象。
安全装置(安全联锁)、紧急停机和制动、报警讯号等经试验均正确、灵敏、可靠。
各种手柄操作位置、按钮、控制显示和讯号等,与实际动作及其
运动方向相符;压力、温度、流量等仪表、仪器指示均正确、灵敏、可靠。
按有关规定调整往复运动部件的行程、变速和限位;在整个行程
上其运动平稳,无振动、爬行和停滞现象;换向不得有不正常的声音。
主运动和进给运动机构均进行各级变速(低、中、高)的运转试验。
其启动、运转、停止和制动,在手控、半自动化控制和自动控制
下,均正确、可靠,无异常现象。
4.6.2设备无负荷联动试运行必须满足设备单机无负荷试运转方案中的各项要求。
5、
无负荷联动试运转注意事项
5.1树立“安全第一,预防为主”的思想。
5.2试车必须专人指挥,无关人员不得随意进入试车现场。
5.3进入现场必须穿戴好劳动保护用品。
5.4除试车电工以外,其它人不得乱动电气开关和阀门。
5.5进入现场人员必须与设备保持一定距离,以防意外。
5.6试车时先启动润滑系统或水冷系统。
当这些系统运转正常,润滑、冷却参数满足要求后,再点动、启动主机。
5.7试车过程中如发现不正常现象,一般应立即停车,并进行检查和修理,这种检查和修理必须是在排除机内压力和卸掉负荷后进行。
5.8试车过程中值班人员应严格巡视设备运转情况,不得离开工作岗位。
5.9在试车现场重要地方悬挂各种警示牌。
5.10试车现场要注意文明施工,做到现场文明整洁。
5.11空负荷联动试运转结束后要做好以下工作:
5.11.1切断电源和其它动力来源。
5.11.2消除压力和负荷(包括放水、排气、放空)。
5.11.3检查和复紧各紧固件。
5.11.4装好试车前预留未装或试车中拆卸下的部件和附属装置。
5.11.5清洁设备,擦去试车过程中飞溅出来的油和水。
5.11.6清理现场,整理试运转的各项记录。
 升级会员
升级会员 