钢结构箱型构件组立.docx
《钢结构箱型构件组立.docx》由会员分享,可在线阅读,更多相关《钢结构箱型构件组立.docx(16页珍藏版)》请在冰点文库上搜索。
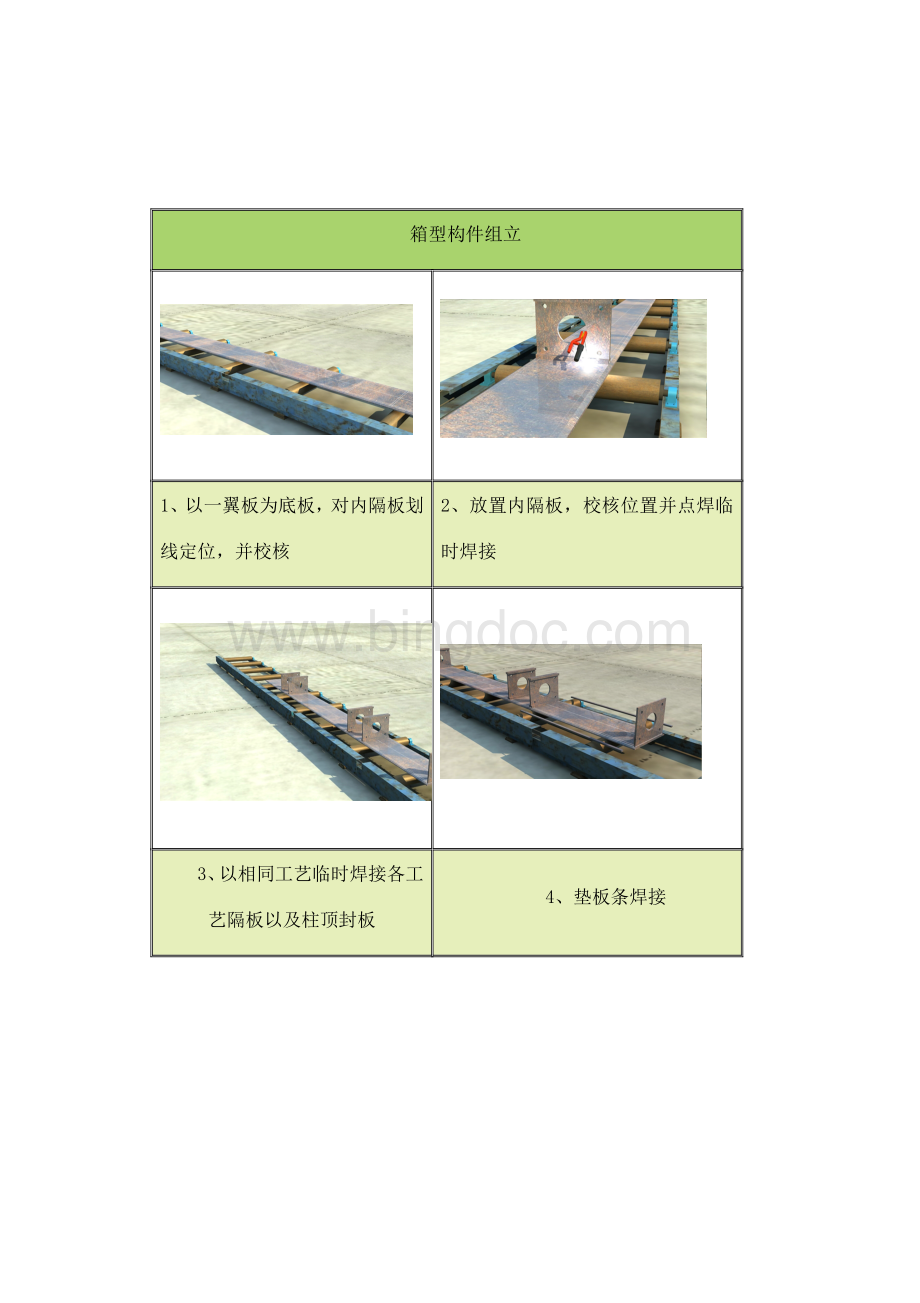
箱型构件组立
1、以一翼板为底板,对内隔板划线定位,并校核
2、放置内隔板,校核位置并点焊临时焊接
3、以相同工艺临时焊接各工艺隔板以及柱顶封板
4、垫板条焊接
A.箱型构件隔板组装在专用设备上进行,保证了其尺寸及形位公差。
箱型构件隔板长及宽尺寸精度±3mm,对角线误差1.5mm
B.垫板长度方向均需机加工,且加工余量在理论尺寸上加10mm;垫板宽度方向仅一头需机加工,加工余量在理论尺寸上5mm;内隔板对角线公差精度要求为3mm
C.切割后的内隔板四边应去除割渣、氧化皮,并用磨光机进行打磨,保证以后的电渣焊质量
D.将箱型构件隔板一侧的两块垫板先固定在工作平台上,然后居中放上内隔板,再将另一侧的两块垫板置于内隔板上,并在两边用气缸进行锁紧
E.扁铁与腹板的连接用气保焊断续焊
F.两扁铁外侧之间的尺寸:
加2mm
主要措施及注意事项
箱型组立机
5.安装二侧腹板,组成U型柱,保证U型柱的宽度尺寸,如下图组装腹板:
U型组立
1、组立一侧翼缘板
2、组立另一侧翼缘板,形成U型构件
3、翻转构件将隔板与翼缘板用气保焊融透焊接
4、将隔板与翼缘板用气保焊融透焊接
A.先将腹板置于流水线的滚道上,吊运时,注意保护焊接垫板
B.根据箱型构件隔板的划线来定位隔板,并用U型组立机上的夹紧油缸进行夹紧
C.用气保焊将箱型构件隔板定位焊在腹板上
D.然后将箱型构件的两块翼板置于滚道上,使三块箱型构件面板的一端头平齐再次用油缸进行夹紧,最后将隔板、腹板、翼板进行定位焊,保证定位焊的可靠性。
E.如柱板有拼接则注意检查拼接焊缝与内隔板的距离需保证20倍厚度且>200。
同时不允许其它的侧面同一部位有板拼接。
主要措施及注意事项
U型柱组立
组立成型的U型构件
6.组立机上,将U型柱组立成箱型构件。
如下图安装上翼板:
覆盖上翼板,形成箱型构件
1、翻转构件,焊接上盖板垫板条
2、气保焊融透焊接另一侧焊缝,上盖板焊接
A.装配盖板时,一端与箱型构件平齐
B.在吊运及装配过程中,特别注意保护盖板上的焊接垫板
C.在油缸顶工件时,尽量使油缸对准隔板并靠近工件边缘
D.在盖板之前,首先必须划出钻电渣焊孔的中心线位置,打上样并须对柱体内进行彻底清扫,不得有异物
E.点固焊缝应点在两侧坡口底部,保证焊透,不得有缺陷,焊点不宜过高
3、箱型构件组立完成
主要措施及注意事项
7.隔板二条电渣焊缝进行焊接,用非熔化极焊机(如下图片所示)进行,严格按《非熔化极电渣焊工艺守则》执行,如图:
焊接隔板二条电渣焊缝
1、非熔化极焊机同步焊接隔板二条电渣焊缝
2、焊接细节
A.采用高电压,低电流,慢送丝起弧燃烧
B.当焊缝焊至20mm以后,电压逐渐降到38V,电流逐渐上升到520A
C.随时观察外表母材烧红的程度,来均匀的控制熔池的大小。
熔池既要保证焊透,又要不使母材烧穿;用电焊目镜片观察熔嘴在熔池中的位置,使其始终处在熔池中心部位
D.保证熔嘴内外表清洁和焊丝清洁,焊剂、引弧剂干燥、清洁
E.焊后割去引弧、引出帽口
F.对二侧电渣焊缝进行UT探伤、一级焊缝,GB11345-89,B级、Ⅱ级合格
主要措施及注意事项
非熔化极焊机工厂照片
8.对箱型构件四进行双弧双丝焊(如下图片所示),保证全熔透焊缝根部焊透,焊接中,应严格遵守公司《双弧双丝埋弧自动焊工艺守则》的规定。
角焊缝焊接(焊接需设置引弧板及熄弧板)
1、双丝双弧焊机焊接构件四主角焊缝
2、焊接细节
A.焊接方式:
GMAW打底,SAW填充、盖面
B.箱型构件的焊接初步定为腹板上开35º的坡口,腹板上加垫板
C.为减小焊接变形,两侧焊缝同时焊接
D.埋弧焊前先定位好箱柱两头的引弧板及熄弧板,引弧板的坡口形式及板厚同母材
E.焊接应同时、同向、同工艺参数焊接两条主角焊缝。
对于板厚较大的焊缝,还应按工艺要求采用多层多道焊法
F.将工件翻身交替焊接,防止过大的变形
G.工艺过程中构件应始终处于水平状态。
以防止钢柱的扭曲变形;焊接过程始终保持双侧同步,防止焊接收缩不均而造成的侧弯扭曲;焊工自检焊缝,对于两侧咬边,凹坑等进行焊补,并清磨
H.对四主角焊缝全熔透部分进行UT探伤,100%检验,GB11345-89,Ⅱ级合格
主要措施及注意事项
双丝双弧焊机工厂照片
9.工件转至端面铣,对箱型构件的封板端进行铣削,将预留的加工余量铣削掉。
构件端部进行铣削
1、端面铣削加工
2、加工完成,构件表面露出金属光泽
A.铣削时应先检查柱身与端面铣刀的90°,以保证加工后的端面水平精度
B.铣削箱型构件的另一端,并铣出坡口角度,加焊垫板条
C.控制柱长尺寸,由于柱-柱对接时,焊缝要收缩,柱还有弹性压缩变形,故一般柱长公差应取其正值,使安装后,柱顶标高能符合要求
D.如若现场安装时,发现柱长应作修正应及时将要求反馈工厂,并在箱型构件铣削另一端时,将其长度尺寸予以修正
E.构件的两端面进行铣削加工,其端面垂直度在0.3mm以下,表面粗糙度Ra=12.5以下
主要措施及注意事项
端面铣机工厂照片
10.构件表面处理:
构件表面喷砂除锈,采用八抛头抛丸机,清洁度达Sa2.5。
构件表面处理
1、构件进入抛丸机
2、抛丸除锈后,构件表面清洁度达Sa2.5
A.黑色金属表面一般都存在氧化皮和铁锈,在涂装之前必须将它们除尽,不然会严重影响涂层的附着力使用寿命,造成经济损失
B.所有除锈方法中,以抛丸(喷砂)除锈为最佳;因为它即能除去氧化皮和铁锈,又能在金属表面形成一定的粗糙度,增加了涂层与金属表面之间的结合力
C.我公司拟采用抛丸除锈进行刚才表面处理,一般用钢丸等作为磨料,以5~7kg/cm2压力的干燥洁净的压缩空气带动磨料喷射金属表面,可除去钢材表面的氧化皮和铁锈。
D.我公司采取型号为HDW-8的八抛头抛丸机,可对H型钢及其他型钢和焊接件,钢板进行抛丸除锈工作,门洞尺寸1400Í2500,对于800Í1500的工件可一次通过,清洁度达Sa2.5;对于1200Í2000,二次通过达Sa2.5。
抛丸除锈工艺
抛丸除锈机工厂照片
11.涂料涂装,构件抛丸除锈后即进行表面涂料喷涂
构件涂料涂装
1、构件除锈后准备涂料喷涂
2、涂料喷涂
1、施工条件:
气温5℃~35℃,相对湿度≤85%,在有雨、雾和较大灰尘条件下不可施工,底材温度大于60℃时暂定施工。
2、表面除锈处理后到涂底漆的时间间隔不应超过6小时,并应在此期间保持构件表面的清洁、严禁沾水和油污。
3、喷涂前要对涂料进行充分的搅拌,使涂料混合均匀。
4、若前道涂料涂装时间过久,涂后道涂料时应用水砂纸打毛,清除掉表面灰尘污物后再涂装,以保证层间附着力。
5、施工所用工具应清洁平燥,涂漆不得混入水分及其它杂质,涂料现配现用,须在8小时内用完。
6、漆膜未干化之前,应采取保护措施。
7、为保证焊缝边角、棱角处等部位的漆膜厚度,在进行大面积喷涂之前应先手工刷涂一道。
8、严格按产品说明书规定的混合配比,稀释剂、喷涂压力、涂装间隔时间等参数要求施工。
3、构件喷涂完成
涂装工艺控制要点
3.7、典型钢构件的加工方案
3.7.1钢柱制作方案
本工程钢柱主要是箱型柱,见下图示意:
16
 升级会员
升级会员 