63T折弯机使用说明书文档格式.docx
《63T折弯机使用说明书文档格式.docx》由会员分享,可在线阅读,更多相关《63T折弯机使用说明书文档格式.docx(31页珍藏版)》请在冰点文库上搜索。
快下
mm/s
满载
回程
80
9
主电动机
型号
Y132S-4B5
功率
5.5
kw
转速
1440
r/min
10
后挡料电动机
YU80M-6B3
0.55
900
11
轴向柱塞泵
16MCY14-1B
流量
16
L/min
压力
31.5
Mpa
12
液压系统最高工作压力
23
13
外形尺寸
左右
2580
3280
4080
前后
1760
含托料
上下
2280
2380
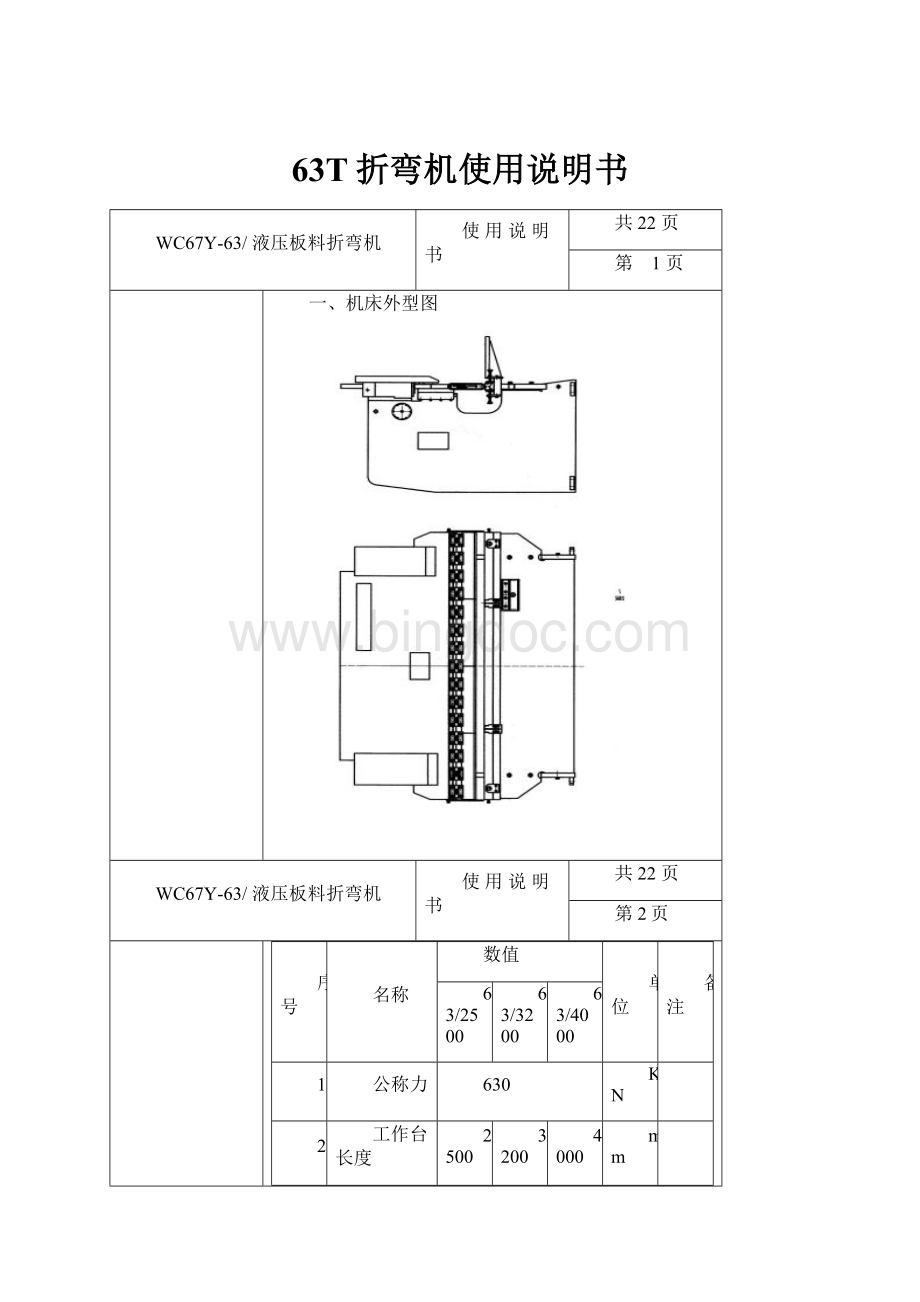
二、机器的基本参数
第3页
三、机器的性能及特点
本机器是用来对各种金属材料进行折弯的,如选用适当的模具,可折弯下面例图所示的截面形状。
本机器可供飞机、船舶、汽车、机车车辆、装潢、仪表、电器、无线电等工厂使用。
本机器为液压上动式,工作时滑块的终点位置由布置在油缸内的机械挡块控制,滑块移动时由扭曲同步机构控制
本机器机械挡块及后挡料装有计数器显示行程,使用方便、直观,本机样可实现快速下降、慢降加压、保压、快速回程等程序,工作方便可靠。
同步,因此工作精度及重复定位精度都较高,抗偏载性能较好。
上模具有微调机构,能方便地调节上模各部分的高度位置,保证在折弯工作时上下模之间有均匀的间隙,能显著地提高折弯的角度,精度。
折弯压力根据板厚,下模开口尺寸,所折板料宽度,由板料折弯压力表中可查得所需折弯力。
折弯截面形状举例(选用适当的上下模具,可折成下列截面形状)
图二
第4页
四、机器的构造简述
本机器采用液压传动,由床身、滑块、机械挡块、后挡料器、前托料架、液压系统、模具、电器等部分组成。
1、床身
由左立柱、右立柱、油箱、工作台组合,焊接而成(见图三)
2、滑块及机械挡块
滑块与油缸连接,油缸固定于左右立柱上。
活塞推动滑块运动,在折各种不同厚度与不同角度的板料时,为了保证折弯精度,要求滑块有停在任何选择的准确位置上,为此,油缸内设置了机械挡块。
油缸内的机械挡块,是由蜗轮减速电机,通过同步调整轴,实现对机械挡块同步调节的。
由XSQ-1型显数器显示数值。
为保证良好的折弯质量,二挡块高度位置必须相同,本机在出厂前已调整好,尽量不要乱调以免引起事故,若使用中系统因两边挡块位置不同引起滑块倾斜,可右移六角管,使离合套脱开,转动左侧蜗杆轴保证二挡块等高后重新合上六角套(见图四)
3、挡料
本机器设有前托料架,以便于上料,机器在工作台后面装有后挡料器,由电动机驱动在机器前面装有手动微调,手轮调挡料的前后准确距离,计数器显示,除能前后移动外,挡块杆还能上下、左右方向上移动。
4、模具
上模采用微调装置,能调节上模高度位置,保证在折弯时,上下模之间有均匀的间隙,获得满意的折弯角度精度。
下模为整体式,选用V形槽,需翻转时,可借助上滑块用吊环起吊。
第5页
图三
第6页
图四
第7页
五、机器的液压系统
1、液压系统工作原理如下(图五)
电动机按泵标注的箭头方向旋转,即顺时针方向旋转,带动轴向柱塞泵将滤清的油液通过吸油管进入阀板和电磁阀回入油箱;
10号阀封闭14号油缸下腔油液使滑块停在任意位置上,此时各电磁阀不工作,油泵输出的油回入油箱
当电磁阀YV1、YV4得电,滑块快速下降,下降速度由10号YV3阀回入油箱,油缸上腔的油由油箱灌满。
当滑块下降撞倒限位开关时,电磁阀YV1、YV3、YV4得电,16号阀关闭,油泵输出的油进入油缸,滑块进入工作速度(慢速)工作行程时间的长短由电气的行程开关碰头和可调节电位器控制,滑块慢速下降的速度由8号阀调整。
在回程的瞬间要求电磁阀YV1失电2秒钟实行泄压,随后电磁阀YV2、YV4得电,滑块回程。
2、液压系统的压力调整
YV4下的溢流阀是保证机器的公称力,不至因过载而损坏机器,液压系统中压力可从压力表中看出,最高工作压力为17MPa,使用时不准超过,回程工作压力10MPa之内,由13号溢流阀调整。
注:
图五与图六元件标号对应。
第8页
第9页
六、机器的电气部分
本机器采用380V,50HZ,3PH交流电源供电,电动机为Y132S-4,额定功率为5.5KW,电气原理图见12页,电气元件清单见13页。
本机电源开关为带开门断电连锁机构的DZ47系列空气开关,开关本身采用短路保护和过载保护的功能。
机械联锁机构的操作方法,结合下图叙述如下:
A.当面板上操作手柄指向中间断开位置时,自动开关能断开电源电器。
B.当面板上的操作手柄指向闭合位置时,自动开关接通电源。
用钥匙插入锁心用力压进并旋转90°
,便可锁住开关和柜门。
C.当面板上的操作手柄指向开门位置时,自动开关自行切断电源,可以开启柜门。
也不能接通电源。
起到开门断电作用,这时再用钥匙插入锁心,用力压进旋转90°
,即把开关锁在电源断开位置。
起到安全保护作用,防止滑块动作。
第10页
电器箱上的电器元件功能
电动机起动
接通电源,电源指示灯亮,即可点动电机,如电机不能起动,电机可能缺相;
如不缺相,则按电气原理图顺序检查,在点动电机时,必须检查电机的转向,电动机的旋向与油泵箭头方向一致,方可正常运转,否则将会损坏油泵。
机床的操作方法及控制原理
本机床上模具的上下运动均由双踏板脚踏开关SF控制,运动的性能由功能选择开关2SA控制,加压保压时间由KT1旋转调节,上死点由行程开关SQ(上)控制,加压的起点由下行程开关SQ(下)控制(位置可调)。
各种运动性能分述如下:
1、连续行程(自动循环)
当2SA选择在连续挡位上2SA3时,踏下脚踏开关SF1下,KA1得电并自保,KA3得电,YV1、YV4得电,滑块下行,碰到控制下行位置开关SQ1下时,KA3失电,KA6得电,YV1、YV3、YV4得电慢下,
第11页
同时接通KT3进行加压,延时保压,保压终止时,KT3延时触头闭合,接通KT1,KT1的瞬时触点断开KA5,使YV1失电,油缸卸荷。
KT1经过延时触点断开,KA4、KA6断电(这时如果仍踏住脚踏开关SF1下滑块就停止不动),KA2得电,YV2、YV4得电,滑块上行,碰到上行程开关就止,KA2断电,YV2、YV4失电,滑块停止,由于KA1自锁,KA3得电,YV1、YV4得电,滑块快下,撞到SQ1下时,加压慢下,保压卸压回程,进行第二个循环、第三个循环。
2、单次行程
当2SA选择在单次位置时,2SA2通,踏下脚踏开关SF1下,KA1得电,KA3得电,YV1、YV4得电,滑块快下,滑块撞到SQ1下时,KA3失电,KA4、KA5、KA6、得电,YV1、YV3、YV4得电,滑块慢下,加压、保压,保压结束KT3动作,KT1得电动作,其瞬时触点断开KA5,使YV1失电,油缸卸荷,经KT1延时断开KA4、KA6,使YV1、YV3、YV4断电,滑块停止,松开SF1下、KA2得电,YV2、YV4得电滑块回程上行、直到撞到上行程开关SQ2上而停止。
注意:
滑块在此任意位置放开脚踏开关,SF1下,滑块回程至上死点。
3、点动行程
当2SA选择点动位置时,2SA1通,踏下脚踏开关SF1下,KA1得电,KA3得电,YV1、YV4同时得电,滑块快下。
(滑块碰到下撞块时,进入慢下)松开SF1下,滑块停止在任何位置上,踏下脚踏开关2SA(上),KA2得电,YV2、YV3得电,滑块上行,松开2SA上,滑块停止在任何位置上。
注意事项:
A、机床必须有可靠的接地保护或接零保护。
B、下撞块不得调得过高,因为在加压和保压过程中必须压住下行程开关。
第12页
第13页
电气元件清单
代号
图区
名称
规格型号
数量
QF1
断路器
DZ15-40/390240A380V/50HZ
FR1
热过载继电器
3UA5916-25AAC24V
M1
交流电动机
Y132M-4B57.5KW380V/50HZ
M2
Y802-6B30.55KW380V/50HZ
QM2
JCM5-202-3.2A
M3
JW5624120W380V/50HZ
FU1
熔断器
RT18-32X24V2A
SB1
FU2
RT18-3210X10024V2A
FU3
RT18-3210X10024V4A
SA1
钥匙按钮
LAY16-B20380V黑色
SA2
转换开关
LAY16-D21黑色AC24V
SB1,SB2
急停按钮
LAY16-C01蘑菇头AC24V
SB3
按钮
LAY16-A10黑色AC24V
14
SB4,SB5
15
SB6,SB7
TC
控制变压器
JBK3-270VA/380V24V/90VA29V/180VA
17
HL1
指示灯
XDJ2Φ22AC24V红色
18
HL2
XDJ2Φ22AC24V绿色
19
VC
桥堆
KABPC50A1000V
20
V1-V5
二极管
IN4007DC24V
21
YV1-YV5
电磁阀
22
KM1
交流接触器
3TB4322EAC24V
KM2,KM3
中间继电器
3TH8031EAC24V
24
KM4,KM5
25
SQ1,SQ2
行程开关
JWL1-11AC24V
26
1PC1-1PC2
显数器
XSQ1-1
27
KA1-KA6
继电器
HH54P-LAC24V
28
SF
脚踏开关
YDT1-14AC24V
29
KT1
时间继电器
JSZ35sAC24V
30
KT2
ST3PA/SZ10sAC24V
第14页
第15页
7.2机器的安装:
机器安装在基础上,随后装地脚螺丝,最后二次灌浆。
待水泥全部凝固后再校对水平。
图八安装基础
产品
尺寸
A
2140
2700
3350
B
1025
基础深度根据土壤性质决定
第16页
八、机器的试车和操作
1、操作(见图九)。
在试车和操作前,应熟悉本机器的主要结构,性能和使用说明。
1.1滑块下限调整
由于折弯厚度及要求角度形状不同,滑块下死点位置可通过按下SB6、SB7,其数值可由计数器2显示,调节时注意勿使上下模压死。
1.2滑块上限停止调整
可移动撞块1来调节滑块上限停止位置,适当地调节撞块位置,可缩短滑块空行程距离,减少工作循环时间。
1.3折弯力
根据上模V形槽开口大小,折弯板厚及板宽。
按机床前面的“折弯压力表”选定,压力表显示值为液压系统之压力。
1.4后挡料
后挡料长度电动控制可手动微调,并由工作台下面的计数器来显示(挡料高度及左右移动可用手动调节)。
1.5电气控制
具体操作请看本说明书电气系统部分。
2、试车
2.1试车前
2.1.1清洗各部。
检查各运动处有无障碍。
2.1.2油箱清洗干净后,注入N46号低凝液压油,使用的液压必须是清洁的,经过过滤的注入油量至油标中线即可。
建议;
不要在低温下工作(-5℃以下),在温度较低时,可让机器先空转一段时间,如有必要可在液压系统中安装加热器。
液压系统正常工作油温不应超过60℃,如果油温过高则应安装冷却器。
2.1.3接通电源(但不要起动电机),检查各电器元件动作是否正常。
2.1.4点动电机注意油泵转向是否与油泵上的箭头方向相符。
2.2试车
2.2.1当管道系统内有空气时,可采用交替按起动按钮及停止按钮的方法,复位数次,待空气排出后,再使泵进入正常运转,并确定滑块上下正确的位置,予以限定。
2.2.2正确选用下模V型槽开口尺寸(开口尺寸应大于板厚8倍)。
第17页
2.2.3选用和调整机器的压力吨位与工件所需折弯力基本相近。
2.2.4负荷试车,试车时应逐步将折弯力,由小到大,直到满载为止。
2.2.5折板长度小于1000毫米时,不准作全负荷(630KN)的折弯工作,长度每100毫米,其折板负荷不超过63KN。
图 九
第18页
九、机器的安全与维修
1、操作者在使用本机器前,必须要认真阅读使用说明书,注意安全生产,机床须有专人负责。
2、电器绝缘和接地须安全可靠。
3、上下模之间的间隙必须调整均匀,工作时下模和工作台上不准放置任何工具,工件表面不得有焊疤等缺陷。
4、为了防止模具与板料接触处应力过大,使机器变形过多,损坏模具和机器所以规定:
4.1折弯板料应放在机器中间,在满载负荷折弯时板料宽度应大于1500mm。
4.2尽量不单边折弯,若需单边折弯时,其载荷压力应小于公称力的1/3,并尽可能二边同时进行。
5、液压系统
5.1定期检查油箱的油位,如油位低于油标中线,应立即加油至中线之上,安装试车后正式使用一个月后须进行第一次换油。
以后不超过一年换油,所使用的液压同必须符合要求,每次换油必须彻底清洗油箱。
5.2定期用汽油、三氯乙烯等溶液清洗滤油器。
投入使用8天后进行第一次清洗。
以后每工作一个月清洗一次,每年须更换一次。
5.3空气滤清器在机器投入使用二个月后,进行第一次清洗,用汽油、三氯乙烯等溶剂,以后每工作4-6个月须清洗一次。
5.4本机床液压系统使用轴向柱塞泵,具体型号见本说明书技术参数表,相关检修与排除故障的方法请参照液压泵的使用说明书。
5.5若发现管接头处有泄漏,须拧紧或更换管接头,若高压管有泄漏
第19页
现象,必须更换高压管的一部分。
5.6为了保证本机的正常生产,安全阀的调整是非常重要的,应按最大允许工作压力调整安全阀。
如果我们一旦发现您的折弯机由于压力调整值超过最大允许工作压力而被损坏,我厂将不承担任何应该履行的职责。
安全阀在折弯机出厂前已经调好。
没有意外损坏,则不必要去动他!
6、定期检修
第20页
十、带备用易损零件表
编号
规格或标记
件数
备注
组合垫圈
GB1235
Φ14
Φ22
Φ27
Φ33
Φ42
O型密封圈
GB1235-76
11X1.9
20X2.4
24X2.4
35×
3.1
45×
第21页
第22页
合 格 证 明 书
共2页
第1页
本机器经检验合格,准予出厂。
检验员:
检验科长:
年 月 日
精 度 检 验 记 录 单
检验项目
检验方法及简图
精 度 mm
允 差
实测
工作台面
的平面度
工作台长度方向0.12
工作台宽度方向0.02
与上模贴合的水平支承平面对工作台面的平行度
工作台长度方向0.18
水平支承平面宽度方向0.04
对工作台面
的垂直度
0.25
装 箱 单
共1页
第1页
出厂编号:
机床型号:
WC67Y-63/2500
公称力:
630KN
工作台长度:
2500mm
箱 号:
箱体尺寸:
(长×
宽×
高)
毛 重:
净 重:
序 号
名 称
数 量
使用说明书
1份
合格证明书
装箱单
主 机
1台
组合件
1套
地脚罗钉
密封圈、组合垫圈
见P20页
50
装箱检验员:
年 月 日
一、
机床的外形图……………………………………………………
二、
机器的技术规格…………………………………………………
三、
机器的性能及特点………………………………………………
四、
机器的构造简述…………………………………………………
4-6
五、
机器的液压系统…………………………………………………
7-8
六、
机器的电器系统…………………………………………………
9-13
七、
机器的吊装和安装………………………………………………
14-15
八、
机器的试车和操作………………………………………………
16-17
九、
机器的安全与维护………………………………………………
18-19
十、
随机附件备用易损零件表………………………………………
十一、
用户自制易损零件图……………………………………………
21-22
WC67Y-63/2500液压板料折弯机
使 用 说 明 书
(SM)
公称压力:
630 KN
可折板宽:
2500 mm
中华人民共和国
海安恒华机械制造有限公司
630 KN
2500 mm
2500 mm
 升级会员
升级会员 