常规产品外观质量检查标准.doc
《常规产品外观质量检查标准.doc》由会员分享,可在线阅读,更多相关《常规产品外观质量检查标准.doc(8页珍藏版)》请在冰点文库上搜索。
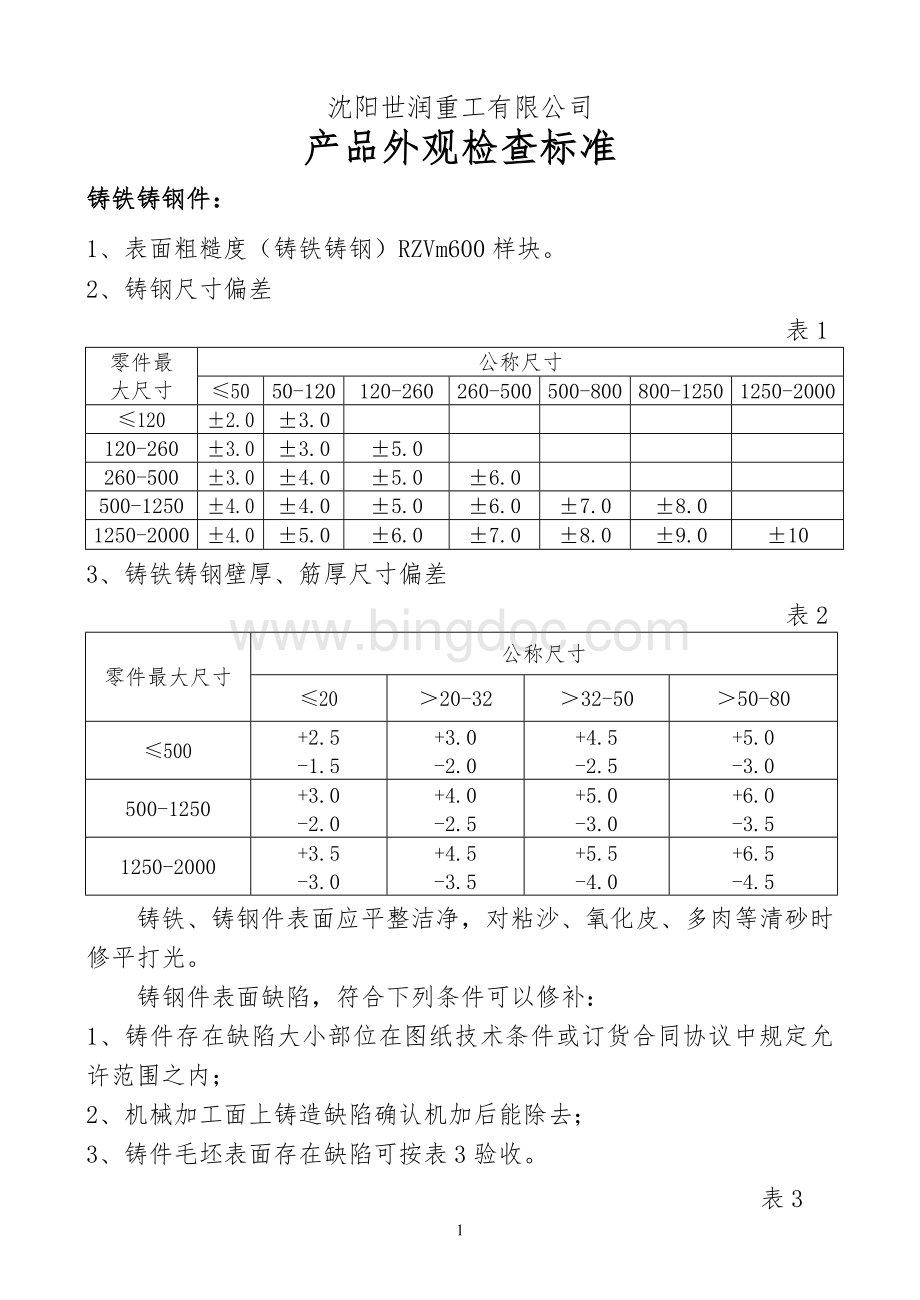
沈阳世润重工有限公司
产品外观检查标准
铸铁铸钢件:
1、表面粗糙度(铸铁铸钢)RZVm600样块。
2、铸钢尺寸偏差
表1
零件最
大尺寸
公称尺寸
≤50
50-120
120-260
260-500
500-800
800-1250
1250-2000
≤120
±2.0
±3.0
120-260
±3.0
±3.0
±5.0
260-500
±3.0
±4.0
±5.0
±6.0
500-1250
±4.0
±4.0
±5.0
±6.0
±7.0
±8.0
1250-2000
±4.0
±5.0
±6.0
±7.0
±8.0
±9.0
±10
3、铸铁铸钢壁厚、筋厚尺寸偏差
表2
零件最大尺寸
公称尺寸
≤20
>20-32
>32-50
>50-80
≤500
+2.5
-1.5
+3.0
-2.0
+4.5
-2.5
+5.0
-3.0
500-1250
+3.0
-2.0
+4.0
-2.5
+5.0
-3.0
+6.0
-3.5
1250-2000
+3.5
-3.0
+4.5
-3.5
+5.5
-4.0
+6.5
-4.5
铸铁、铸钢件表面应平整洁净,对粘沙、氧化皮、多肉等清砂时修平打光。
铸钢件表面缺陷,符合下列条件可以修补:
1、铸件存在缺陷大小部位在图纸技术条件或订货合同协议中规定允许范围之内;
2、机械加工面上铸造缺陷确认机加后能除去;
3、铸件毛坯表面存在缺陷可按表3验收。
表3
缺陷分类
缺陷尺寸
100×100范围内
备注
长度
深度
线状
≤8
≤4
3个以下
不允许线性连续断裂
树枝状
≤5
≤4
3个以下
缩松、缩孔(打压除外)
圆形状
≤5
≤4
3个以下
半径的砂眼气孔夹杂
冒口切割痕迹验收标准,冒口切割余量如表4。
表4
切割长度
≤250
251-500
501-800
801-1000
>1000
余量
6
9
12
15
15
铸铁件加工余量标准如表5。
表5
铸件最大尺寸
加工余量
上面
下面侧面
≤100
3.5-5
2.5-4
>100-160
5.0-6.5
4.5-5.5
>160-250
6-8
4.5-6.5
>250-400
7.5-9.5
6-8
>400-630
8.5-11
7-9.5
>630-1000
10-13
8.5-11.5
>1000-1600
12-13
11-14
>1600-2500
13-17
12-15
>2500-4000
15-19
14-18
铸钢件加工余量如表6。
表6
铸件最大尺寸
加工余量
上面
下面侧面
<260
6-8
5-7
≥260-500
9-12
6-9
≥500-800
10-14
7-11
≥800-12500
12-16
9-13
≥1250-1800
15-20
11-16
≥1800-2300
17-22
13-18
注:
1、孔的高度大于直径时取上面;
2、孔的高度小于直径取下面;
3、测量尺寸是指零件尺寸或加工工艺补正量拔摸斜度加上加工余量。
铸铁表面外观检查标准
1、铸件铸造表面粗糙度应合Ra25要求。
2、除另有规定外,铸件均以不加工状态交货,但应清理干净,修整多肉,去除浇冒口残余芯骨、粘砂及内腔残砂等。
3、铸件加工面上允许存在加余量内表面缺陷,非加工面允许有不超过壁厚(缺陷所在处的壁厚)1/3的孔存在,但须经修补,但同一个件上此缺陷不许有3处。
4、在地脚等不重要处允许有缺肉,浇铸不足存在,须经焊补修理、打光检查,不允许有裂纹,同一件上只允许有一处缺陷。
铸铁硬度检查标准
无特殊要求常规灰铸铁按GB231-84(布氏硬度检验标准)
HT200171-241HB
铸钢产品硬度检查标准
一、正火
常规产品表1
产品材质
正火硬度标准
常规标准
公差标准
30、35#
≤207
10-15HB
45#
≤229
10-15HB
40Cr
≤229
10-15HB
40CrMo
≤229
10-15HB
35CrMoTi
≤280
10-15HB
20CrMo
225-260
10-15HB
20CrMnTi
225-260
10-15HB
20CrNi2MoA
225-260
10-15HB
注:
以上标准为常规正火硬度标准,有图纸工艺和用户要求按图纸工艺、用户要求执行。
二、调质
常规产品硬度标准表2
产品材质
调质硬度标准
常规标准
公差标准
备注HB
45#
241-269
按标准执行
55#
241-269
按标准执行
40Cr
241-286
按标准执行
35CrMo
241-286
按标准执行
42CrMo
241-286
按标准执行
注:
以上产品如有图纸工艺和用户要求硬度,按图纸工艺和用户要求执行。
高调质常规硬度标准表3HB
产品材质
高调硬度HB
常规标准
公差
55#
260-280
按标准执行
40Cr
260-280
按标准执行
42CrMo
260-280
按标准执行
如图纸工艺和用户要求,按图纸工艺和用户要求执行。
渗碳淬火常规硬度标准表4
材质
渗碳淬火硬度HRC
硬度标准
20CrMo齿轮
54-58HRC
20CrMo齿轴
58-62HRC
表面淬火常规硬度标准表5
材质
表面淬火硬度HRC
硬度标准
40Cr
40-46
42CrMo
45-50
硬度检验标准
布氏硬度:
HBGBT231-1984(金属布氏硬度试验方法)
洛氏硬度:
HRCGBT230-1991(金属洛氏硬度试验方法)
维氏硬度:
HVGB4340.1-1999(金属维氏硬度试验方法)
热处理产品外观检查标准
1、表面不允许过氧和氧化皮。
2、变形量超差按表2标准执行。
热处理齿轴径跳标准表1
L
D
<100
>100-250
>250-500
>500-800
>800-1200
>1200
备注
<20
0.05
0.08
>20-25
0.11
0.13
0.20
>5080
0.13
0.15
0.20
0.25
>80-125
0.15
0.20
0.22
0.25
0.30
>125-150
0.17
0.20
0.24
0.28
0.30
>150-180
0.21
0.25
0.28
0.30
0.35
>180-225
0.24
0.28
0.31
0.33
0.35
>225-260
0.25
0.28
0.35
0.37
0.40
>260
0.35
0.36
0.4
0.41
齿轴齿部径跳符合此表为合格。
热处理变形超标回用标准表2
L
D
<100
>100-250
>250-300
>300-500
>500-800
>800-1200
<20
0.10
>20-50
0.15
0.15
>50-80
0.2
0.2
0.25
0.3
>80-125
0.25
0.25
0.3
0.3
0.35
>125-150
0.25
0.3
0.32
0.35
0.4
>150-180
0.3
0.35
0.35
0.35
0.4
>180-225
0.3
0.35
0.35
0.4
0.4
>225-260
0.4
0.4
0.45
>260
0.4
0.50
齿轴径跳达此表修中心孔,径跳符合表1可转序。
木型检查及外观质量标准
1、木型表面光滑凹凸点1000×1000㎜内不能超0.5-1结构达一级木型国家标准。
2、板拼接宽度不允许超150㎜厚度,不允许超过20-30。
3、圆环形件木质结构标准
木型高度
层数
每层厚度
30-80
3-4
15-20
81-130
4-6
20-30
131-180
6-8
25-30
181-500
25-40
500-1000
30-40
4、重要件木型中心误差0.5-1㎜500-2000㎜
5、木型主要部位用一级红松(新料),次要部位可用白松,不可用杨木代替。
6、箱体外角和内角加加强带。
7、大于R10圆角用木头做出,超型做出吊环。
8、芯盒料立帮标准
芯盒长×高
立帮厚度
材料
备注
300×200
30
红白松
400×300
30
红白松
两道立代
600×400
40
红白松
两道立代
800×600
45
红白松
三道立代
1000×800
50
红白松
三道立代
1200×800
50
红白松
四道立代
编制:
李志伟审核:
批准:
2014-1-1
常规产品外观质量检查标准
沈阳世润重工有限公司
2007年7月
8
 升级会员
升级会员 