台式钻床作业指导书.doc
《台式钻床作业指导书.doc》由会员分享,可在线阅读,更多相关《台式钻床作业指导书.doc(7页珍藏版)》请在冰点文库上搜索。
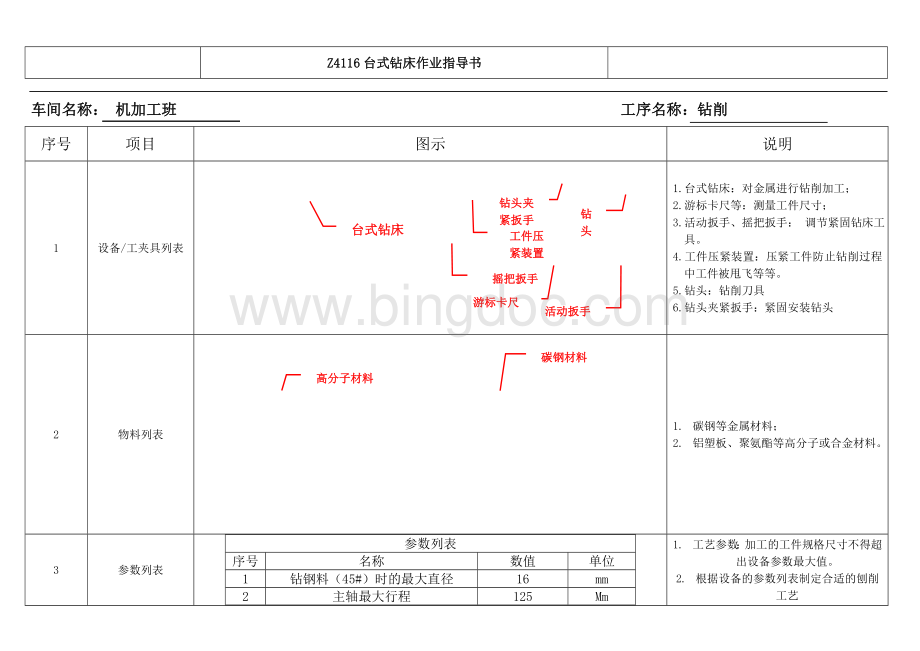
Z4116台式钻床作业指导书
车间名称:
机加工班工序名称:
钻削
序号
项目
图示
说明
1
设备/工夹具列表
钻头夹紧扳手
工件压紧装置
摇把扳手
游标卡尺
钻头
活动扳手
台式钻床
1.台式钻床:
对金属进行钻削加工;
2.游标卡尺等:
测量工件尺寸;
3.活动扳手、摇把扳手:
调节紧固钻床工具。
4.工件压紧装置:
压紧工件防止钻削过程中工件被甩飞等等。
5.钻头:
钻削刀具
6.钻头夹紧扳手:
紧固安装钻头
2
物料列表
高分子材料
碳钢材料
1.碳钢等金属材料;
2.铝塑板、聚氨酯等高分子或合金材料。
3
参数列表
参数列表
序号
名称
数值
单位
1
钻钢料(45#)时的最大直径
16
mm
2
主轴最大行程
125
Mm
3
主轴端部锥度
MT.2
4
主轴转速
365-3870
r/min
5
工作台面尺寸
280*300
Mm
6
底座台面尺寸
315*335
Mm
7
工作台升降行程
210
mm
8
主轴端部到工作台面距离
79-297
mm
9
主轴端部到底座台面距离
342-560
mm
10
工作台在垂直平面内回转角度
±45
°
11
工作台绕立柱回转角度
360
°
12
净重
129
KG
13
外形尺寸
760*378*1127
Mm
1.工艺参数:
加工的工件规格尺寸不得超出设备参数最大值。
2.根据设备的参数列表制定合适的刨削工艺
4
产品接受标准
产品尺寸检验
产品检验
1.产品尺寸符合图纸技术要求,并满足下序制作工艺要求。
5
生产力指标
工位定员:
1人
标准总工时:
根据工件图纸技术要求决定
标准生产力:
根据工件图纸要求决定
额定班产量:
根据工件图纸要求决定
具体操作步骤
序号
操作步骤
图示
操作要点/注意事项
动作标准工时
1
穿戴劳保用品
台式钻床点检表
劳保鞋
劳保服
1.劳保服:
保护身体部位不被划伤。
2.劳保鞋:
保护脚不被砸伤。
5min
2
检查设备,填写日点检表
1.根据点检表上检查内容对设备进行点检。
10min
3
备料
备料打样冲
备料画线
1.根据图纸要求准备对应的规格材质。
2.材料的外形需满足装夹要求。
3.工件钻孔位置经过划线及样冲表明。
10min
4
钻头磨削
磨削中途检查切削刃
钻头磨削
1.根据图纸技术要求选择对应的钻头。
2.查看钻头切削刃是否磨损或切削刃是否对称。
3.如钻头的切削刃不满足切削条件则需在砂轮机上进行刃磨。
(刃磨注意事项参见砂轮机安全操作规程)
4.钻头刃磨后切削刃需满足钻削条件。
5min
5
工件装夹
大力钳夹紧工件
压板装夹工件
1.根据图纸技术要求确定工件加工工艺。
2.根据工件加工工艺及工件外形尺寸等选择工件装夹方式。
(一般有压紧及夹紧装夹方式)
3.工件装夹要遵守稳固牢靠且不干涉加工的原则。
10min
6
钻床钻削行程调节
支撑环
垫块
进给手柄
横梁夹紧手柄
钻床工作台
摇把手柄转动工作台手柄调节钻床工作台行程高度
1.根据工件高度及钻削工艺用摇把手柄转动工作台手柄调节钻床工作台行程高度。
2.选择合适垫块放在钻床工作台上,转动钻床进给手柄使钻夹头接触垫块另外一只手旋松钻床横梁夹紧手柄。
手上持续加力作用在钻床进给手柄上是钻床横梁升高实现钻床行程调节。
3.用摇把手柄旋松支撑环紧固螺丝,将其移至钻床横梁下面再紧固。
5min
7
钻头装夹
用钻头夹紧手柄将钻头夹紧
钻头放入钻夹头并用手预紧
1.将刃磨好的钻头放入钻夹头之内(钻头的直径需在钻夹头装夹范围之内)
2.用钻头夹紧手柄将钻头紧固在钻夹头上。
(钻头的装夹要满足无跳动,一般情况下悬出臂不得伸出太长,钻头装夹紧固可靠)
1min
8
台式钻床转速调节
调节传动皮带在主轴传动轮上不同位置来获得不同转速
主轴转速参数表
1.根据图纸技术要求调节钻床转速至合适转速。
2.打开传动皮带盖板,手动调节皮带到合适转速位面。
具体参数见图
5min
9
台式钻床工作台角度调节
调节工作台角度
工作台角度调节刻度
钻床工作台紧固螺丝
1.根据图纸技术要求调节工作台至合适角度。
2.旋松工作台紧固螺丝,调节工作台至合适角度。
3.角度调节好之后再将工作台紧固螺丝旋紧。
3min
10
台式钻床皮带松紧调节
电机紧固螺丝
调节电机与主轴的间距
传动皮带过送
1.如果台式钻床主轴传动皮带出现过松的情况可通过旋松电机紧固螺丝,用撬杠或其他工具调节电机与主轴的的间距来实现传动皮带的张紧。
2.皮带张紧后随即旋紧电机紧固螺丝。
5min
11
开启电源
台式钻床启动开关
台式钻床断路器开关
1.配电箱内将台式钻床对应的断路器开关向上扳
2.开启设备电机电源
1min
12
钻削
钻削动作
空出钻孔位置
1.根据工件上的划线位置或样冲样冲位置,转动进给手柄使钻头对准钻削位置进行钻削加工。
2.钻削加工中为避免过烧现象需对钻头及工件进行冷却同时一般在钻削Φ14以上的孔时需先钻削预孔(即小一点的孔)。
3.为了避免钻削到工作台需之前空出钻孔位置。
4.钻削过程中若出现钻不动、钻头打滑等异常情况需停机检查。
根据图纸技术要求决定
13
检验
测量检验
测量检验
1.根据测量结果核对图纸确定是否满足图纸技术要求。
2.如果不能满足图纸技术要求可以通过调节机床参数或检查钻头切削刃是否磨损等等。
2min
14
钻削结束
断开设备断路器开关
关闭设备电源开关
1.按下机床总停开关和断路器开关,断开电源。
3.卸下工件,清理现场。
10min
15
危险源
1.手被铁屑转入划伤、绞伤。
2.脚被砸伤;
3.工件装夹不牢,操作不当等导致安全事故发生;
1.工作工严禁戴棉纱等手套。
2.穿戴好劳保防护用品,加强安全意识,杜绝违章操作。
操作流程图
检验
锯削结束
钻床钻削行程调节
工件装夹
钻头磨削
备料
设备检查,填写日点检表
穿戴劳保用品
开始
钻削结束
钻头装夹
台式钻床转速调节
台式钻床工作台角度调节
台式钻床皮带松紧调节
开启电源
钻削
 升级会员
升级会员 