冲压PFMEA+CP范例(中英文)表格文件下载.xls
《冲压PFMEA+CP范例(中英文)表格文件下载.xls》由会员分享,可在线阅读,更多相关《冲压PFMEA+CP范例(中英文)表格文件下载.xls(8页珍藏版)》请在冰点文库上搜索。
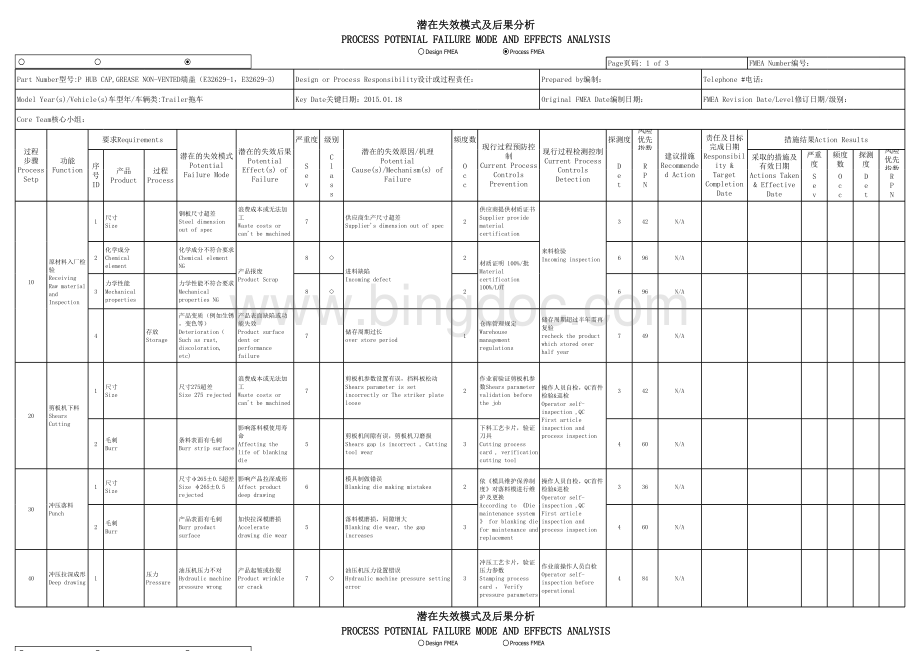
PHUBCAP,GREASENON-VENTED端盖(E32629-1,E32629-3)DesignorProcessResponsibility设计或过程责任:
Preparedby编制:
Telephone#电话:
ModelYear(s)/Vehicle(s)车型年/车辆类:
Trailer拖车KeyDate关键日期:
2015.01.18OriginalFMEADate编制日期:
FMEARevisionDate/Level修订日期/级别:
CoreTeam核心小组:
过程步骤ProcessSetp功能Function要求Requirements潜在的失效模式PotentialFailureMode潜在的失效后果PotentialEffect(s)ofFailure严重度级别潜在的失效原因/机理PotentialCause(s)/Mechanism(s)ofFailure频度数现行过程预防控制CurrentProcessControlsPrevention现行过程检测控制CurrentProcessControlsDetection探测度风险优先指数建议措施RecommendedAction责任及目标完成日期Responsibility&
TargetCompletionDate措施结果ActionResults序号ID产品Product过程ProcessSevClassOccDetRPN采取的措施及有效日期ActionsTaken&
EffectiveDate严重度频度数探测度风险优先指数SevOccDetRPN10原材料入厂检验ReceivingRawmaterialandInspection1尺寸Size钢板尺寸超差Steeldimensionoutofspec浪费成本或无法加工Wastecostsorcantbemachined7供应商生产尺寸超差Suppliersdimensionoutofspec2供应商提供材质证书Supplierprovidematerialcertification来料检验Incominginspection342N/A2化学成分Chemicalelement化学成分不符合要求ChemicalelementNG产品报废ProductScrap8进料缺陷Incomingdefect2材质证明100%/批Materialcertification100%/LOT696N/A3力学性能Mechanicalproperties力学性能不符合要求MechanicalpropertiesNG82696N/A4存放Storage产品变质(例如生锈,变色等)Deterioration(Suchasrust,discoloration,etc)产品表面缺陷或功能失效Productsurfacedentorperformancefailure7储存周期过长overstoreperiod1仓库管理规定Warehousemanagementregulations储存周期超过半年需再复验rechecktheproductwhichstoredoverhalfyear749N/A20剪板机下料ShearsCutting1尺寸Size尺寸275超差Size275rejected浪费成本或无法加工Wastecostsorcantbemachined7剪板机参数设置有误,挡料板松动ShearsparameterissetincorrectlyorThestrikerplateloose2作业前验证剪板机参数Shearsparametervalidationbeforethejob操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection342N/A2毛刺Burr条料表面有毛刺Burrstripsurface影响落料模使用寿命Affectingthelifeofblankingdie5剪板机间隙有误,剪板机刀磨损Shearsgapisincorrect,Cuttingtoolwear3下料工艺卡片,验证刀具Cuttingprocesscard,verificationcuttingtool460N/A30冲压落料Punch1尺寸Size尺寸2650.5超差Size2650.5rejected影响产品拉深成形Affectproductdeepdrawing6模具制做错误Blankingdiemakingmistakes2依模具维护保养制度对落料模进行维护及更换AccordingtoDiemaintenancesystemforblankingdieformaintenanceandreplacement操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection336N/A2毛刺Burr产品表面有毛刺Burrproductsurface加快拉深模磨损Acceleratedrawingdiewear5落料模磨损,间隙增大Blankingdiewear,thegapincreases3460N/A40冲压拉深成形Deepdrawing1压力Pressure油压机压力不对Hydraulicmachinepressurewrong产品起皱或拉裂Productwrinkleorcrack7油压机压力设置错误Hydraulicmachinepressuresettingerror3冲压工艺卡片,验证压力参数Stampingprocesscard,Verifypressureparameters作业前操作人员自检Operatorself-inspectionbeforeoperational484N/A潜潜在在失失效效模模式式及及后后果果分分析析PROCESSPROCESSPOTENIALPOTENIALFAILUREFAILUREMODEMODEANDANDEFFECTSEFFECTSANALYSISANALYSISDesignFMEAProcessFMEADesignFMEAProcessFMEAPage页码:
2of3FMEANumber编号:
EffectiveDate严重度频度数探测度风险优先指数SevOccDetRPN50整形Shaping1压力Pressure油压机压力不对Hydraulicmachinepressurewrong产品起皱或拉裂Productwrinkleorcrack7油压机压力设置错误Hydraulicmachinepressuresettingerror3冲压工艺卡片,验证压力参数Stampingprocesscard,Verifypressureparameters作业前操作人员自检Operatorself-inspectionbeforeoperational484N/A2尺寸Size尺寸471超差Size471rejected导致产品与轴端装配干涉Causetheproducttoshaftassemblyinterference8模具零件制做有误,产品拉深不到位Diepartsmakingamistake,theproductdrawingnotinplace3操作前依冲压工艺卡片验证模具Beforeoperatingaccordingtothestampingprocesscardtestdie操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection372N/A60冲压切边冲孔TrimmingandPunching1尺寸Size尺寸2140.5超差Size2140.5rejected导致后序翻边尺寸超差Leadingtosubsequentflangingsizerejected7模具制做错误Diemakingmistakes2依模具维护保养制度对切边冲孔模进行维护及更换AccordingtoDiemaintenancesystemforTrimmingandPunchingdieformaintenanceandreplacement操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection342N/A2位置度Locationdegree68.7孔相对A,B基准位置度超差68.7relativetoA,Breferencelocationdegreerejected产品与轮毂无法装配Productscannotbefittedwithwheels8模具定位磨损,位置偏移Diepositioningwear,positionoffset2696N/A70冲压翻边成形Flanging1平面度Flatness底面平面度超差Bottomsurfaceflatnessrejected产品与轮毂有间隙,漏油,产品功能失效Thereisagapbetweentheproductsandwheels,oilspills,productfunctionfailure8产品翻边成形不到位Productflangingnotinplace3依冲压工艺卡片操作Accordingtothestampingprocesscardoperation操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection496N/A80冲压压字Pressurelogo1尺寸Size尺寸10.25超差Size10.25rejected产品标识不清晰Logoisnotclear6模具磨损Diewear3依模具维护保养制度对模具进行维护及更换AccordingtoDiemaintenancesystemfordieformaintenanceandreplacement操作人员自检,QC首件检验&
巡检Operatorself-inspection,QCFirstarticleinspectionandprocessinspection354N/A90外协镀锌Outsourcinggalvanized1外观Appearance产品表面有污物Productsurfacedirt影响产品喷塑Affectproductspray6产品包装防护不当Productpackagingprotectioninappropriate4供应商按包装规范对产品进行防护Supplierbypackagingstandardforproductprotection来料全检,目测Incomingfullinspection,Visual372N/A潜潜在在失失效效模模式式及及后后果果分分析析PROCESSPROCESSPOTENIALPOTENIALFAILUREFAILUREMODEMODEANDANDEFFECTSEFFECTSANALYSISANALYSISPage页码:
3of3FMEANumber编号:
DesignFMEAProcessFMEADesignFMEAProcessFMEAPartNumber型号:
HendricksonProductDevelopmentGroupPreparedby编制:
EffectiveDate严重度频度数探测度风险优先指数SevOccDetRPN100喷塑Spray1外观Appearance漏喷Leakagejet产品生锈,使用寿命缩短Rustandshortenlife8操作工操作失误Operatortooperatorerror3培训操作工按喷涂工艺卡片操作TrainingoperativesPressSprayProcessCardoperation包装前全检,目测Fullinspectionbeforepacking,Visual496N/A110外协丝印OutsourcingScreen1外观Appearance丝印不全Screenincomplete影响产品外观Impactofproductappearance5供应商操作失误Supplierofoperationalerrors3供应商调整丝印工艺Supplieradjustscreenprintingprocess来料全检,目测Incomingfullinspection,Visual345N/A120抽检并包装Samplinginspectionandpackaging1关键尺寸Criticalsize误判Mis-judgement客户索赔并退货Customerclaimsandreturns8检验人员能力不足Inspectorinefficient3对检验人员培训Trainingforinspectors员工培训计划Employeetrainingplan372N/A2数量Quantity缺件shortage影响客户的使用Influencecustomerusage6包装错误Packagingerror3按包装规范进行包装PressthePackagingSpecificationspackaging终检抽检Finalinspectionsampling472N/A130入库&
出货Warehousing&
shipping1标识Label标识和实物数量不符labeldoesntmatchtheproductquantity出货错误Deliverywrongpartstocustomer7包装时操作失误Wrongoperation2培训包装工Trainingofoperators自检和入库检验Sel-inspectionandFQC684N/A2包装Package包装损坏Packagedamaged客户退货Customerdidntaccepttheshipment6仓储过程堆放太高warehousingprocessStocktoohigh2仓库人员自主检查,堆放高度不能超过黄色警戒线Visualcheckbywarehousepeoplecantpileovertheyellowalarmline产品标识和防护控制程序Productidentificationandprotectioncontrolprogram784N/A3数量Quantity发错数量Thewrongquantitiesinshipment影响客户生产Affectcustomersproduction7操作失误wronglyoperation2仓库人员自检warehouseselfcheck物资发货单MaterialInvoice684N/APage4控控制制计计划划ControlControlPlanPlan类型Type:
PrototypePre-launchProduction主要联系人/电话KeyContact/Phone日期(编制)Date(Orig.)日期(修订)Date(Rev.)控制计划编号ControlPlanNumberHD/JS-COP2-BD012核心小组CoreTeam:
零件号/最新更改水平PartNumber/LatestChangeLevelE32629-1、E32629-3用户工程批准/日期(如需要)UserEngineeringApproval/Date(IfReqd)零件名称/描述PartName/Description端盖HPHUBCAP,GREASENON-VENTED供方/工厂批准/日期Supplier/PlantApproval/Date用户质量批准/日期(如需要)UserQualityApproval/Date(IfReqd)供方/工厂Supplier/Plant:
供方代号SupplierCode其它批准/日期(如需要)OtherApproval/Date(IfReqd)其它批准/日期(如需要)OtherApproval/Date(IfReqd)零件/过程编号Part/ProcessNumber过程名称/操作描述ProcessName/OperationDescription生产设备Machine.DeviceJig.ToolsForMfg.特性Characteristics特殊特性分类SpecialChar.Class方法Methods反应计划ReactionPlan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术EvaluationMeasurementTechnique样本Sample控制方法ControlMethod容量Size频率Freq.10原材料入厂检验ReceivingRawmaterialandInspection入库movetostorage材料规格、数量MaterialSpecificationquantity送货单Billsofdilivery1每批perlot到货计划Materialplan标识、隔离、退货Identification,Separate,RejectA-1化学成分chemicalelementC0.15、Si0.05、Mn0.60、S0.035、P0.035化学成分分析Chemicalelementanalysis1每批perlot原材料检验报告RawmaterialsinspectionreportA-2力学性能Mechanicalproperties抗拉强度Tensilestrength305Mpa、屈服强度Yieldstrength175Mpa、断后伸长率Elongation29力学性能分析Mechanicalpropertiesanalysis1每批perlot原材料厚度尺寸thicknessdimension2.50.20-25mm(0.001)外径千分尺outsidemicrometer3每批perlot原材料检验记录Rawmaterialinspectionrecords原材料长/宽尺寸Length/widthdimensions1250(+10,0)2600(+40,0)0-3m
(1)卷尺Tapemeasure3每批perlot存放Storage产品标识和防护控制程序HD/PF02-SP09ProductidentificationandprotectioncontrolprogramMaterialcertificate20剪板机下料ShearsCuttingQC12Y-12*2500/液压剪板机Hydraulicshears条料宽度尺寸Materialwidthdimension27510-300mm(0.02)游标卡尺Calipers首末检1件、巡检3件、自检3件firstandendinspection1pcs,inspection3pcs,self-inspection3pcs首末检1次、巡检每4小时、自检每1小时firstandendinspection1,inspectionevery4hrs,self-inspectioneveryhrs检验记录Inspectionrecord标识、隔离、调整设备Identification,Separate,Adjustmentdevice外观Appearance无毛刺NoBurr目视Visual设备间隙Shearsgap0.2(+0.05,0)目测设备间隙参数设定Visualequipmentgapp
 升级会员
升级会员 