压力管道通用焊接工艺规程(碳钢)Word下载.doc
《压力管道通用焊接工艺规程(碳钢)Word下载.doc》由会员分享,可在线阅读,更多相关《压力管道通用焊接工艺规程(碳钢)Word下载.doc(2页珍藏版)》请在冰点文库上搜索。
3.4在保证焊透及熔合良好的条件下,应选用小的焊接参数,采用短弧、多层多焊道,层间温度控制在60℃以下。
3.5有耐腐蚀性要求的双面焊焊缝,与介质接触的一侧应最后焊接。
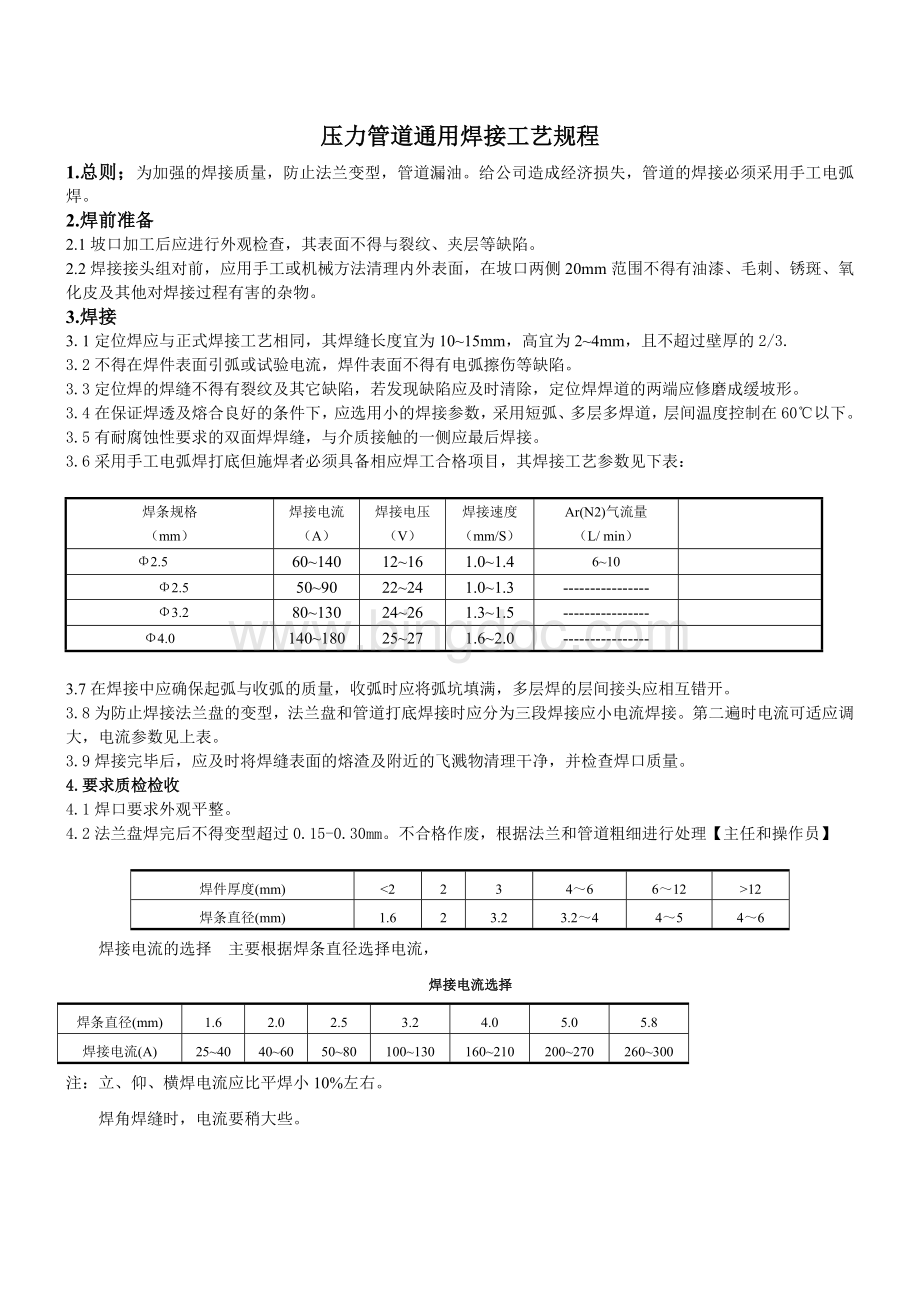
3.6采用手工电弧焊打底但施焊者必须具备相应焊工合格项目,其焊接工艺参数见下表:
焊条规格
(mm)
焊接电流
(A)
焊接电压
(V)
焊接速度
(mm/S)
Ar(N2)气流量
(L/min)
Φ2.5
60~140
12~16
1.0~1.4
6~10
Φ2.5
50~90
22~24
1.0~1.3
----------------
Φ3.2
80~130
24~26
1.3~1.5
Φ4.0
140~180
25~27
1.6~2.0
3.7在焊接中应确保起弧与收弧的质量,收弧时应将弧坑填满,多层焊的层间接头应相互错开。
3.8为防止焊接法兰盘的变型,法兰盘和管道打底焊接时应分为三段焊接应小电流焊接。
第二遍时电流可适应调大,电流参数见上表。
3.9焊接完毕后,应及时将焊缝表面的熔渣及附近的飞溅物清理干净,并检查焊口质量。
4.要求质检检收
4.1焊口要求外观平整。
4.2法兰盘焊完后不得变型超过0.15-0.30mm。
不合格作废,根据法兰和管道粗细进行处理【主任和操作员】
焊件厚度(mm)
<
2
3
4~6
6~12
>
12
焊条直径(mm)
1.6
3.2
3.2~4
4~5
焊接电流的选择主要根据焊条直径选择电流,
焊接电流选择
2.0
2.5
4.0
5.0
5.8
焊接电流(A)
25~40
40~60
50~80
100~130
160~210
200~270
260~300
注:
立、仰、横焊电流应比平焊小10%左右。
焊角焊缝时,电流要稍大些。
打底焊时,特别是焊接单面焊双面成形焊道时,使用的焊接电流要小;
填充焊时,通常用较大的焊接电流;
盖面焊时,为防止咬边和获得较美观的焊缝,使用的电流稍小些。
碱性焊条选用的焊接电流比酸性焊条小10%左右。
不锈钢焊条比碳钢焊条选用电流小20%左右。
焊接电流初步选定后,要通过试焊调整。
3)电弧电压主要取决于弧长。
电弧长,则电压高;
反之,则低。
在焊接过程中,一般希望弧长始终保持一致,并且尽量使用短弧焊接。
所谓短弧是指弧长为焊条直径的0.5~1.0倍。
一般低氢型焊条采用短弧、低压操作能得到比较好的焊接效果。
焊缝空间位置
焊缝断面示图
焊件厚度或焊角尺寸(mm)
第一层焊缝
以后各层焊缝
封底焊缝
横对接焊缝
50~55
80~110
3.0~4.0
90~120
4
120~160
5.0~8.0
140~160
9.0
14~18
19
仰对接焊缝
50~65
3.0~5.0
90~110
 升级会员
升级会员 