粘钢灌钢施工.docx
《粘钢灌钢施工.docx》由会员分享,可在线阅读,更多相关《粘钢灌钢施工.docx(13页珍藏版)》请在冰点文库上搜索。
粘钢灌钢施工
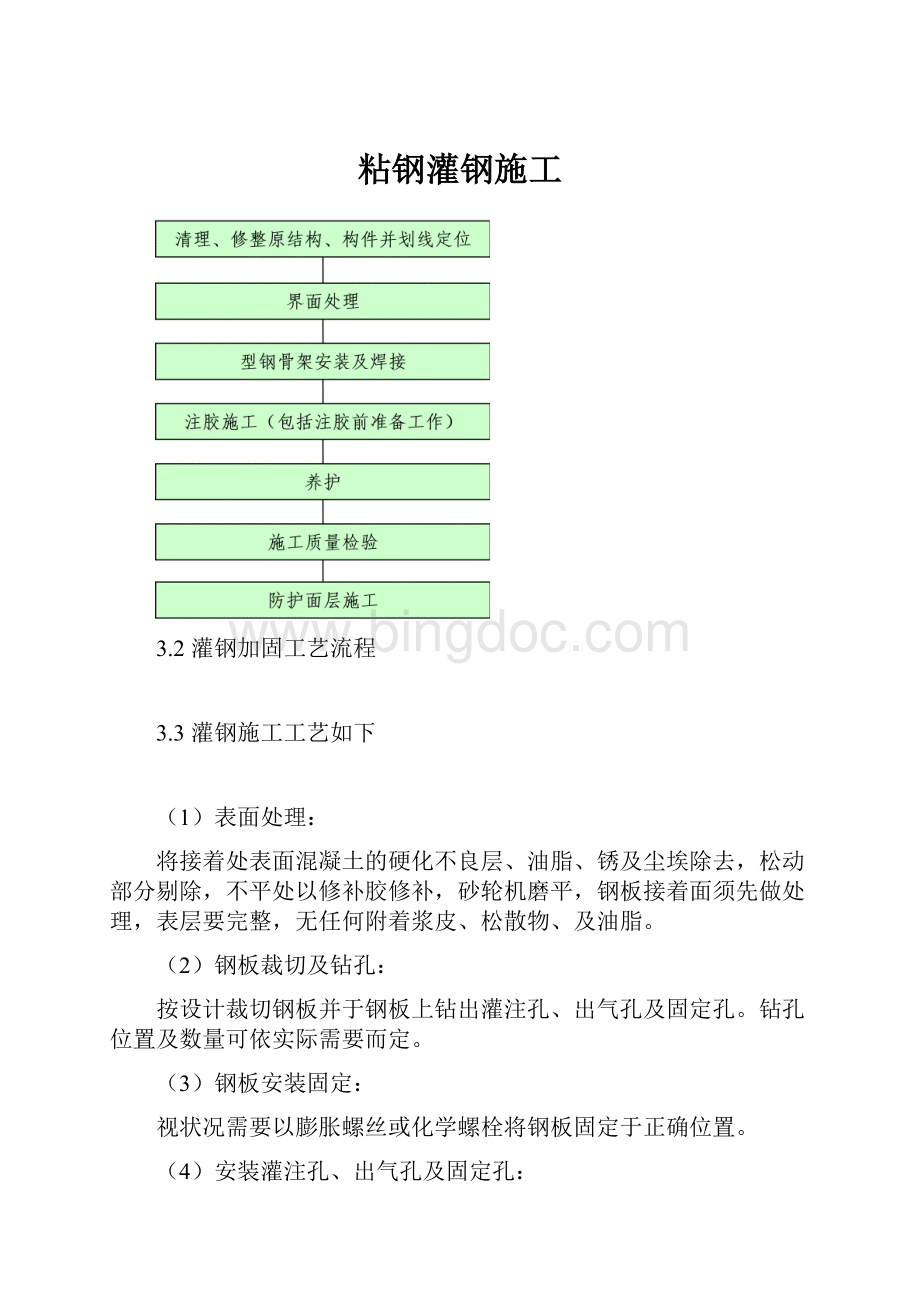
3.2灌钢加固工艺流程
3.3灌钢施工工艺如下
(1)表面处理:
将接着处表面混凝土的硬化不良层、油脂、锈及尘埃除去,松动部分剔除,不平处以修补胶修补,砂轮机磨平,钢板接着面须先做处理,表层要完整,无任何附着浆皮、松散物、及油脂。
(2)钢板裁切及钻孔:
按设计裁切钢板并于钢板上钻出灌注孔、出气孔及固定孔。
钻孔位置及数量可依实际需要而定。
(3)钢板安装固定:
视状况需要以膨胀螺丝或化学螺栓将钢板固定于正确位置。
(4)安装灌注孔、出气孔及固定孔:
膏状之环氧树脂补土胶涂抹于预留之灌注孔及出气孔四周,封塞并使之固定。
(5)化锚固定孔及钢板四周以膏状之补土胶封塞四周使之密闭,以防止XH7307灌注时渗漏。
(6)低压低速灌注XH7307:
①可采用气动pump将混合好之XH7307以高压低速之方式灌注入,待XH7307从另一灌注孔益处时,即可停灌,封塞灌注孔并移置下一个孔重复上述之步骤。
②灌注时应以由下往上之顺序为原则。
(7)去除灌注头及出气头:
待钢板内部XH7307硬化后,即可去除灌注头及出气头。
(8)钢板表面处理:
将钢板表面之铁锈去除之后,可以红丹漆喷涂于钢板表面作为访锈处理,或视需要涂抹树脂砂浆或其他工法以利后绩作业,如磁铁贴覆等。
3.4施工技术与质量控制要点
(1)精确地加工加固钢材
熟读工程设计图纸,重点解决提高钢材加工精度,其钢材加工的尺寸与加固程度满足施工要求,力求加工精度达到设计要求,选择机具加工能力强,技术水平高的单位进行委托加工生产。
(2)加强灌钢加固过程中重要环节的操作
施工过程中,对灌胶封缝工序必须严把关,确保封缝牢固、密闭性好,以保证下道灌胶工序能顺利完成,不出现跑胶、漏胶现象。
(3)加强对粘贴到位构件的保护
施工过程中对成品的保护非常重要,对粘贴到位的构件做好标示工作,提醒其它人员防止在结构胶固化时间内对粘贴钢材扰动。
(4)加强施工后的自检
包钢加固完成后,自检合格后,报请总包、设计、监理单位验收,并填写分项工程报验单。
(5)严格执行加固技术规范
结构构件加固施工时必须严格遵守《混凝土结构加固设计规范》(GB50367-2006)中相应加固方法的施工要求。
尚应满足《结构加固施工验收标准》的要求。
按“标准”进行各隐蔽工程的检验及验收。
(7)钢材连接处应采用等强对接焊,焊接应在灌胶施工前全部进行。
(8)混凝土表层含水率不应大于4%,对含水率超限的混凝土应进行人工干燥处理。
(9)混凝土基面处理时,应清除被加固构件表面的剥落、酥松、蜂窝、腐蚀等劣化混凝土,露出混凝土结构层,并用修复材料将表面修复,其粘贴部位若有局部缺陷和裂缝应按设计要求进行灌缝或封闭处理。
(10)混凝土粘合面应进行喷砂糙化或砂轮打磨处理,角部应打磨成圆弧状,糙化或打磨的纹路应均匀,且应尽量垂直于受力方向。
(11)钢材应进行除锈、糙化和展平;打磨后的表面应显露出金属光泽;糙化的纹路应尽量垂直于钢板受力方向。
(12)混凝土和钢板粘合面经处理后,用工业丙酮擦拭干净,并立即进行下道工序施工,不应长时间放置,不得粘上水渍、油渍和粉尘。
(13)钢板安装与灌胶过程中应满足以下要求:
①钢材安装过程中尚应采取有效的措施,控制钢材与混凝土的间隙在7mm以内,最佳为5mm;
②钢材安装后的焊接,焊丝材质应与钢材材质相符,焊缝等级应满足设计要求和相关规范规定;
③灌胶应待封灌浆嘴和出气嘴安设好,且检验缝密闭性良好的条件下进行;灌浆与出气嘴的布设间距宜在300mm~800mm之间。
④灌注胶粘剂时,同一水平处应自框架柱一侧向另一侧灌注;竖向灌注应自下而上进行。
3.4灌钢胶XH7307性能指标
典型产品数据:
型号
XH7307A
XH7303B
混合后
形态
通明流质
通明流质
通明流质
黏度25℃
2000-3000mpas
30-70mpas
600mpas
密度
1.15g/ml
1.0g/ml
1.1g/ml
包装容量
50kg
23kg
73kg
凝胶时间
25分钟25℃
适用时间
25分钟25℃/180分钟5℃
最短固化时间
3-4小时25℃16小时5℃
储藏期
原包装24个月/18-25℃置于火中时释放出一氧化碳及二氧化碳
力学性能数据:
官方测试数据
抗拉强度
32MPa
受压弹性模量
4600MPa
伸长率
1.4%
抗弯强度
64MPa
抗压强度
94MPa
钢-钢抗拉强度标准值
18MPa
钢-钢不均匀扯离强度
17kN/m
钢-钢粘结抗拉强度
35MPa
与混凝土的正拉粘结强度
3.33MPa
不挥发物含量
99%
四、粘钢施工方法
4.1粘钢施工工艺流程
4.2粘贴钢板施工方法
(1)施工准备、定位放线:
按照加固设计图纸弹线确定加固位置。
(2)基层处理:
将混凝土表面打磨除去浮浆、油污、填补孔洞裂缝进行封闭处理,钢板表面打磨出锈,用脱脂棉蘸丙酮擦拭2-3遍。
(3)配置粘钢结构胶XH111A/B:
按照每平方米4-5公斤计算结构胶重量。
按A剂:
B剂=2:
1的比例将双组份分别称量后置于一容器内,搅拌5-10分钟后观察颜色均匀无结块即可,一次配胶量不超过30公斤。
每次混合用量应该在适用期内用完,不得使用超过适用期的结构胶。
(4)涂胶和粘贴:
XH11胶粘剂配制好后,用腻刀涂抹在已处理好的钢板面和混凝土表面,为使胶你能充分浸润、渗透、扩散、粘附于结合面,宜先用少量胶于结合面来回刮抹数遍,在添抹至所需厚度1-3mm,中间厚边缘薄,然后将钢板贴于预定位置,若是立面粘贴,为防止流淌,必要时候可加一层脱蜡玻璃丝布。
(5)固定和加压:
钢板粘贴好后立即用VAM12化学锚栓固定,并适当加压,以使胶液刚从钢板边缘挤出为度。
VAM12化学锚栓一般兼作钢板的永久附加锚固措施,其埋设孔洞应与钢板一道于涂胶前配贴。
(6)固化养护:
粘钢结构胶在不同温度下的固化时间不同,常温下(20℃)48小时可拆除夹具或支撑,4天后可受压力使用,固化过程中不得对钢件有任何的扰动。
(7)检验与验收:
固化后用小锤轻轻敲击钢板,以声音判断粘结密实度。
(8)涂层:
检验合格后对所有加固钢板涂刷放锈漆两道,有防火要求的应涂刷防火涂料。
4.3施工技术与质量控制要点
(1)钢板表面处理。
对钢板粘贴面的处理,如钢板粘贴面未生锈或轻微锈蚀,可用喷砂、砂布或平砂轮打磨粗糙处理,直至出现金属光泽。
打磨粗糙度越大越好,打磨纹路尽量与钢板受力方向垂直。
然后用脱脂棉沾丙酮擦拭干净。
(2)搭设合理的施工操作平台,以减少施工辅助时间,提高施工效率。
(3)在钢板的加工过程中,除锈、打磨处理应设立专门加工厂房。
(4)建筑结构胶的配置和使用场所应保持通风良好。
(5)撤除临时固定设备后,应用小锤轻轻敲击粘结钢板,听声音判断粘接效果。
如锚固区粘结面积少于90%,非锚固区粘结面积少于70%,则此粘结件无效,应剥离钢板,重新粘贴。
(6)拌好的胶液应同时涂刷在钢板和混凝土粘合面上,经检查无漏刷后即可将钢板与原构件混凝土粘贴;粘贴后的胶层平均厚度应控制在2mm—3mm。
俯贴时,胶层宜中间厚、边缘薄;竖贴时,胶层宜上厚下薄;仰贴时,胶液的垂流度不应大于3mm。
(7)钢板粘贴时表面应平整,段差过渡应平滑,不得有折角。
钢板粘贴后应均匀布点加压固定。
其加压顺序应从钢板的一段向另一端逐点加压,或由钢板中间向两端逐点加压;不得由钢板两端向中间加压。
(8)加压固定可选用:
夹具加压法、锚栓(或螺杆)加压法、支顶加压法等。
加压点之间的距离不应大于500mm。
加压时,应按胶缝厚度控制在2mm—2.5mm进行调整。
(9)粘钢用胶应有产品合格证,各项技术指标应达到建设部加固委员规定值。
满足抗震要求的胶体抗冲击剥离报告。
(10)结构构件加固施工时必须严格遵守《混凝土结构加固技术规范》GB50367中相应加固方法的施工要求进行施工。
尚应满足《结构加固施工验收标准》的要求。
按“标准”进行各隐蔽工程的检验及验收。
4.4粘钢胶XH111能指标
典型产品数据:
型号
XH111NormalA
XH111NormalB
混合后
形态
原色灰
原色灰
原色灰
黏度25℃
350000-800000mpas
2800-6300mpas
65000mpas
密度
1.5-1.7g/ml
1.6-1.8g/ml
1.5-1.7g/ml
包装容量
8kg
4kg
12kg
凝胶时间
40-70分钟40℃
适用时间
25分钟25℃/250分钟5℃
最短固化时间
3-4小时25℃16小时5℃
储藏期
原包装24个月/18-25℃置于火中时释放出一氧化碳及二氧化碳
力学性能数据:
官方测试数据
抗拉强度
36MPa
受拉弹性模量
4500MPa
伸长率
1.4%
抗弯强度
59MPa
抗压强度
73MPa
钢-钢抗拉强度标准值
17MPa
钢-钢不均匀扯离强度
24kN/m
钢-钢粘结抗拉强度
34MPa
与混凝土的正拉粘结强度
3.62MPa
不挥发物含量
99%
六、灌注裂缝施工方法
6.1施工工艺流程
6.2裂缝复查
(1)当裂缝宽度小于0.15mm时,可以直接选用裂缝修补胶XH111A/B直接用橡胶皮滚子或滚动粉笔刷缝材料,使胶液充分吸收,保证裂缝内含胶液饱满;当裂缝宽度大于0.15mm小于0.3mm时,采用注胶法将环氧树脂XH7307缓慢持续的压入裂缝中,灌缝胶必须具备潮湿环境下固化受力的要求;当裂缝宽度大于0.3mm或者裂缝深度较深采用凿槽嵌补法进行裂缝处理。
(2)保护层厚度修补:
将保护层厚度不足部位的混凝土按照本图纸说明处理好,抹一层界面剂后,立即抹一层不小于20mm厚水泥砂浆,并满足结构构件相应的保护层厚度。
(3)钢筋露筋及腐蚀修补:
钢筋露筋及腐蚀部位,应首先清除钢筋周边破损混凝土,对钢筋进行除锈和清洁处理,采用修补砂浆进行修复,混凝土保护层不足时,应对保护层进行修补。
腐蚀严重和连续露筋处应采用碳纤维或粘钢等方法加固补强,及时通知设计院,现场确定加固方式。
6.3裂缝修补施工工艺如下
(1)裂缝检查及清理:
将需处理的裂缝表面两侧3cm—4cm范围内的灰尘、浮浆用手铲、铁锤、钢刷、毛刷依次处理干净,用吹风机吧裂缝中的杂质吹去,如遇裂缝部位不够干燥,采用喷灯烘干,将构件表面整平,凿除突出部分,然后用丙酮清洗裂缝周围油污,清洗时注意不要将裂缝堵塞。
如有必要,视情况沿裂缝开“V”型槽,同样要清理干净“V”型槽自无浮尘无松动颗粒和污渍。
(2)埋设注胶嘴和粗胶嘴:
根据裂缝宽度大小长度埋设注胶嘴,间距一般为150—400mm,宽缝疏布置,细缝密布置,浅缝疏布置,深缝密布置,在裂缝交叉处、较宽处、端部及裂缝贯穿处应布置,采用无损贴嘴法对准且骑缝粘贴在预定位置,并用粘贴剂XH111固定灌胶嘴。
灌胶嘴应粘贴牢靠,必须对准缝隙保证导流畅通,同时注意灌胶嘴底盘四周封闭。
一条缝隙上必须设有进胶嘴、出胶嘴(排气嘴)。
(3)封缝:
封缝是裂缝灌胶封闭成功的关键。
封缝表面封闭是为防止浆液流失,保证灌胶压力,使浆液在压力作用下能渗入裂缝深部,将裂缝填充密实。
必须对已处理过的裂缝表面(除孔眼及灌胶底座外)用XH130沿裂缝走向从上而下或从一端到另一段均匀涂刷,先对沿缝两侧约50mm进行清洗,用XH130沿缝走向骑缝均匀涂刷,然后用XH111进行封缝处理,封缝时注意避免出现气泡。
(4)封缝检查:
裂缝封闭后养护一段时间且待封XH111有一定强度后,进行压气试漏,检查裂缝和灌胶底座的封闭、灌胶嘴的畅通情况,漏气处应予修补密封至不漏为止。
(5)灌缝:
可采用弹性束带注射筒持续加压将胶液注射入裂缝内。
应遵循少量多次的原则,采取从下至上,或裂缝一端至另一端,或从两头向中间逐步封闭,直到下一个排气嘴出浆时关闭灌浆泵,以保证XH7303充满裂缝。
灌XH7303时将调好的主剂和固化剂按一定比例混合后注入灌浆嘴,灌胶压力应由小至大逐渐增加,不宜骤然加压,注意保压、稳压和填充饱满,局部细微裂缝灌浆压力可适当增大,达到规定压力后稳定,保证浆液的渗透和灌浆效果。
灌胶结束的标准为XH7307外溢或压力骤变,然后在较高压力条件下稳压3—5min。
根据灌胶压力、灌胶量,在灌胶过程中适当调整灌胶参数、改变浆液稀稠程度及类型。
(6)收尾处理:
灌胶完毕待胶液聚合固化后,拆除灌胶嘴。
 升级会员
升级会员 