CA6140车床几何精度检测项目.docx
《CA6140车床几何精度检测项目.docx》由会员分享,可在线阅读,更多相关《CA6140车床几何精度检测项目.docx(11页珍藏版)》请在冰点文库上搜索。
CA6140车床几何精度检测项目
3.1普通车床(预检)
检验5
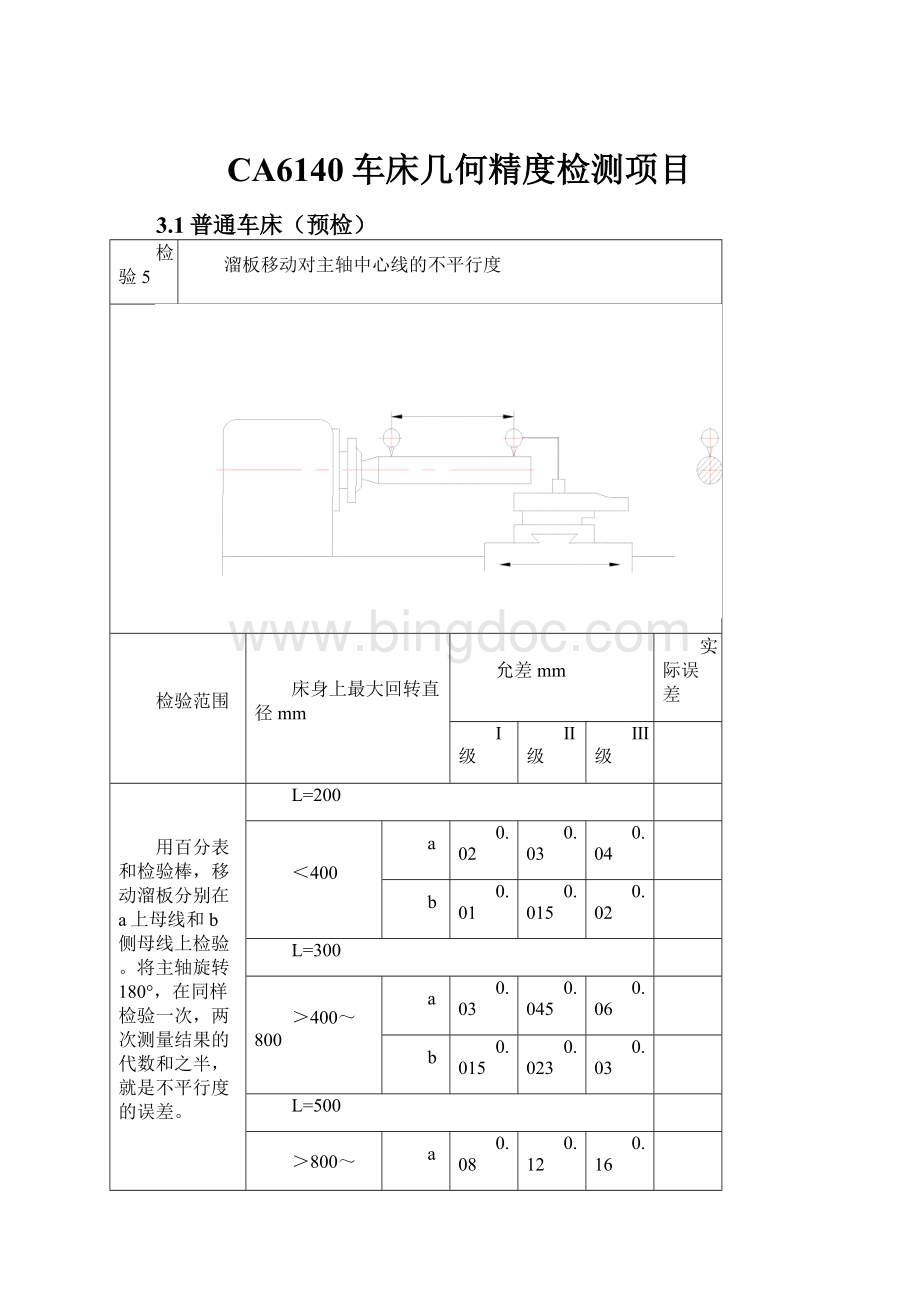
溜板移动对主轴中心线的不平行度
检验范围
床身上最大回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表和检验棒,移动溜板分别在a上母线和b侧母线上检验。
将主轴旋转180°,在同样检验一次,两次测量结果的代数和之半,就是不平行度的误差。
L=200
<400
a
0.02
0.03
0.04
b
0.01
0.015
0.02
L=300
>400~800
a
0.03
0.045
0.06
b
0.015
0.023
0.03
L=500
>800~1250
a
0.08
0.12
0.16
b
0.03
0.045
0.06
检验棒伸出的一端,只许向上偏,向前偏。
结
论
3.2普通车床(预检)
检验4
主轴锥孔中心线的径向跳动
检验范围
床身上最大回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表检验棒,旋转主轴分别在a,b两处检验。
检验棒对主轴锥孔间隔90°插入一次。
共检验四次a,b的误差分别计算。
从相对两位置测量结果的平均值,取其最大值就是径向跳动的误差
L=200
<320
a
0.01
0.015
0.02
b
0.015
0.023
0.03
L=300
>320~400
a
0.01
0.015
0.02
b
0.02
0.03
0.04
>400~800
a
0.015
0.023
0.03
b
0.025
0.038
0.05
L=500
>800~1250
a
0.02
0.03
0.04
b
0.04
0.06
0.08
结
论
3.3普通车床(预检)
检验9
主轴定心轴颈的径向跳动
检验范围
床身上最大回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
将百分表测头垂直顶在轴颈的表面上,旋转主轴检验。
百分表读数的最大差值,就是径向跳动的误差。
注:
此项检验只适用于装可更换卡盘的机床。
≤400
0.01
0.015
0.018
>400~800
0.015
0.018
0.025
>800~1250
0.02
0.03
0.04
结
论
3.4普通车床(预检)
检验8
主轴轴向支承面的跳动
检验范围
床身上最大回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表分别在相隔180°的a,b两处,旋转主轴检验。
百分表两次读数中的最大差值,尤是支承跳动的最大误差。
注:
此次检验只适用于装可更换卡盘的机床
≤400
0.02
0.025
0.03
>400~800
0.025
0.03
0.04
>800~1250
0.03
0.04
0.05
结
论
3.5普通车床(预检)
检验7
主轴的轴向窜动
检验范围
床身上最大回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表,检验棒及钢球,旋转主轴检验。
百分表读数的最大差值,就是轴向窜动的误差。
≤400
0.01
0.015
0.02
>400~800
0.015
0.023
0.03
>800~1250
0.02
0.03
0.04
结
论
检验2
溜板移动对尾座顶尖套伸出方向的不平行度
检验方法
床身上最大工件回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表,移动溜板分别在a上母线和b侧母线上检验。
检验时,尾座的位置同检验10。
百分表的起始位置应距尾座端面最近。
尾座顶尖套的伸出量约为最大伸出长度的一半,并应紧固。
a、b的误差分别计算,百分表读数的最大差值,就是不平行度的误差。
在100测量长度上
400
a
0.015
0.023
0.035
b
0.01
0.015
0.023
800
a
0.015
0.023
0.035
b
0.01
0.015
0.023
8001250
a
0.02
0.03
0.45
b
0.015
0.023
0.035
顶尖套段部只许向上偏和向前偏
3.1溜板移动对尾座顶尖套锥孔中心线的不平行度(预检)
检验1
溜板移动对尾座顶尖套锥孔中心线的不平行度
检验方法
床身最大工件回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表,检验棒,移动溜板,分别在a上母线和b侧母线上检验。
检验时尾座的位置:
溜板行程≤500mm时,尾座应紧固在车身导轨的末端。
溜板行程≤2000mm时,尾座应紧固在距主轴端约等于两倍溜板长度的地方。
顶尖套应退入尾座孔内并紧固。
将检验棒拔出,旋转180°重新插入顶尖套锥孔中,再同样检测一次,a、b的误差分别计算。
两次测量结果的代数和之半,就是不平行度的误差。
L=200
<320
a
0.02
0.03
0.045
b
L=300
>320~800
a
0.03
0.045
0.068
b
L=300
>800~1250
a
0.04
0.06
0.09
b
此项不合格
3.2溜板移动对尾座顶尖套伸出方向的不平行度(预检)
3.3主轴锥孔中心线和尾座顶尖套锥孔中心线
对溜板移动的不等高度
检验3
主轴锥孔中心线和尾座顶尖套锥孔中心线对溜板移动的不等高度
检验方法
床身上最大工件
回转直径mm
允差mm
实际误差
Ⅰ级
Ⅱ级
Ⅲ级
用百分表、棒验棒、移动溜板再检验棒两端处的上母线上检验。
检验时,尾座的位置同检验10,尾座顶尖套应退入尾座孔内,并应紧固。
当溜板移动不能达到检测棒的最大长度时,允许只在溜板最大行程的两端点处检验。
对于溜板行程>200mm的机床,可在主轴锥孔和尾座顶尖套锥孔中,各插入一根直径相等的检验棒进行检验。
百分表在检验棒两端读数的差值,就是不等高度的误差(允许消除检验系统误差)。
≤400
0.06
0.075
0.094
>400~800
0.10
0.125
0.16
>800~1250
0.16
0.20
0.25
只许尾座高
3.1普通车床
检验
测量大拖板上导轨对丝杆孔的平行度
检验方法
检验芯棒长度mm
允差mm
实测mm
用检验棒、百分表、55°导轨块为测量工具,将检验芯棒推入丝杆孔中,百分表用磁性表座吸在导轨块上,导轨块沿着燕尾导轨直线进行移动,表头分别触在芯棒的母线上,母线测量出上导轨对丝杆孔的平行度。
在100测量长度上
≤300
a
0.05
b
0.05
结论
顶尖套端部只许向上偏和向前偏
所以不符合要求
3.2普通车床
检验
大拖板燕尾导轨的平行度
检验方法
燕尾导轨的长度
允差mm
实测mm
用Φ20圆柱作为测量圆柱,与125-150mm
千分尺进行前、中、后三点测量
≤400
0.02
结论
检验1
大拖板燕尾导轨与床身导轨的垂直度
检验方法
中拖板行程mm
允差mm
实测mm
用角尺、等高垫、百分表,将角尺放在床身上用等高垫垫起,百分表放在中拖板上,表头接触角尺,先移动大拖板,使角尺与床身导轨平面,移动中拖板测量角尺的垂直面,所测得的角度只允许<90°
≤200
0.03
>200-300
0.04
结论
3.3普通车床
 升级会员
升级会员 