CA6140车床拨叉831003机械加工工艺过程及工序卡Word文件下载.doc
《CA6140车床拨叉831003机械加工工艺过程及工序卡Word文件下载.doc》由会员分享,可在线阅读,更多相关《CA6140车床拨叉831003机械加工工艺过程及工序卡Word文件下载.doc(9页珍藏版)》请在冰点文库上搜索。
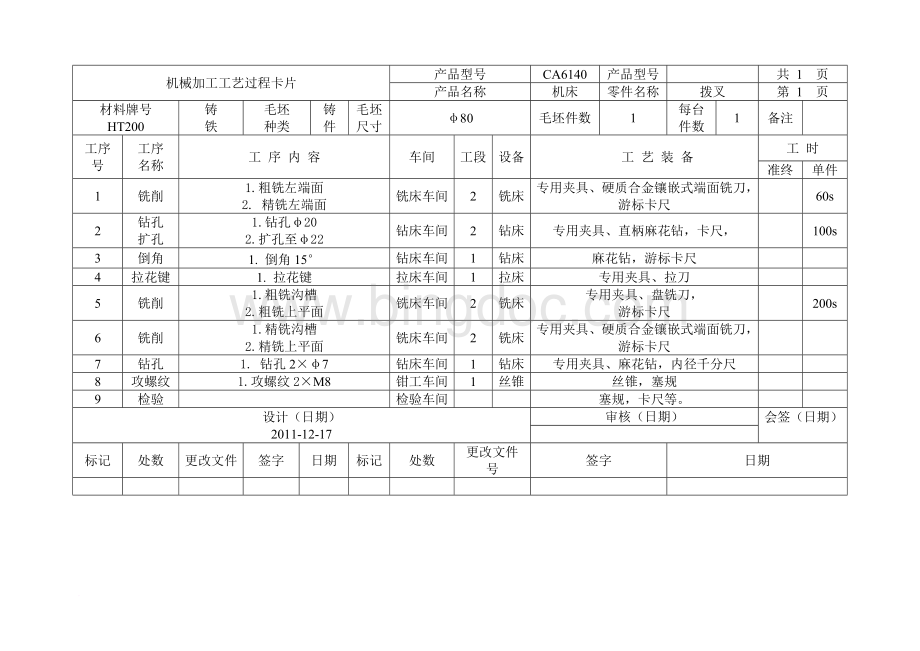
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
铣削
1.粗铣左端面
2.精铣左端面
铣床车间
2
铣床
专用夹具、硬质合金镶嵌式端面铣刀,
游标卡尺
60s
钻孔
扩孔
1.钻孔φ20
2.扩孔至φ22
钻床车间
钻床
专用夹具、直柄麻花钻,卡尺,
100s
3
倒角
1.倒角15°
麻花钻,游标卡尺
4
拉花键
1.拉花键
拉床车间
拉床
专用夹具、拉刀
5
1.粗铣沟槽
2.粗铣上平面
专用夹具、盘铣刀,
200s
6
1.精铣沟槽
2.精铣上平面
7
1.钻孔2×
φ7
专用夹具、麻花钻,内径千分尺
8
攻螺纹
1.攻螺纹2×
M8
钳工车间
丝锥
丝锥,塞规
9
检验
检验车间
塞规,卡尺等。
设计(日期)
2011-12-17
审核(日期)
会签(日期)
标记
处数
更改文件
签字
日期
更改文件号
湖南工学院
机械设计制造极其自动化专业
机械加工工序卡片
生产类型
中批生产
I
拨叉
零件号
零件重量
同时加工零件数
材料
毛坯
牌号
硬度
型式
重量
HB170~241
铸件
设备
夹具和辅助工具
名称
型号
工
序
步
工步说明
刀
具
量
走刀
长度
(mm)
次数
切削
深度(mm)
进给量(mm/n)
主轴转速
(r/min)
速度(mm/min)
基本工时
铸造毛坯
II
夹具辅助工具
专用
夹具
立式铣床
X51
进给量(mm/r)
速度(mm/s)
基本工时min
粗铣表面75×
40
精铣表面75×
YG6
87
1.3
1.0
0.2
0.5
300
0.18
0.61
Ⅲ
立式钻床
Z535
速度(m/min)
III
钻φ20孔
扩φ22孔
麻花钻do=23mm
高速钢钻do=24.8mm
20
1.75
0.62
272
140
17.1
9.67
0.69
0.8
IV
卧式拉床
L6110A
齿升量(mm)
进给量(mm/z)
立
铣
游
标
卡
尺
10
0.06
3.0
0.14
V
夹具
辅助工具
粗铣80×
30表面
精铣80×
91
0.102
460
124
82.8
5.86
11
VI
粗铣18H11槽
半精铣18H11槽
51
30
0.09
124.2
0.82
1.2
VII
Z525
钻M8底孔
攻M8螺纹
高速钢麻花钻
3.75
9.5
0.33
1.25
680
392
14.9
9.8
0.50
0.63
领导小组主要职责:
负责组织、领导和指挥当井架安装过程中出现的突发性安全事故进行及时、迅速、有效地处理将灾害降到最低点。
安排人员仔细检查个主要安全装置:
段绳装置、停靠装置,保证其灵活有效。
 升级会员
升级会员 