焊接工艺评定任务书中英文.docx
《焊接工艺评定任务书中英文.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定任务书中英文.docx(21页珍藏版)》请在冰点文库上搜索。
焊接工艺评定任务书中英文
焊接工艺评定任务书
WeldingProcedureQualificationAssignment
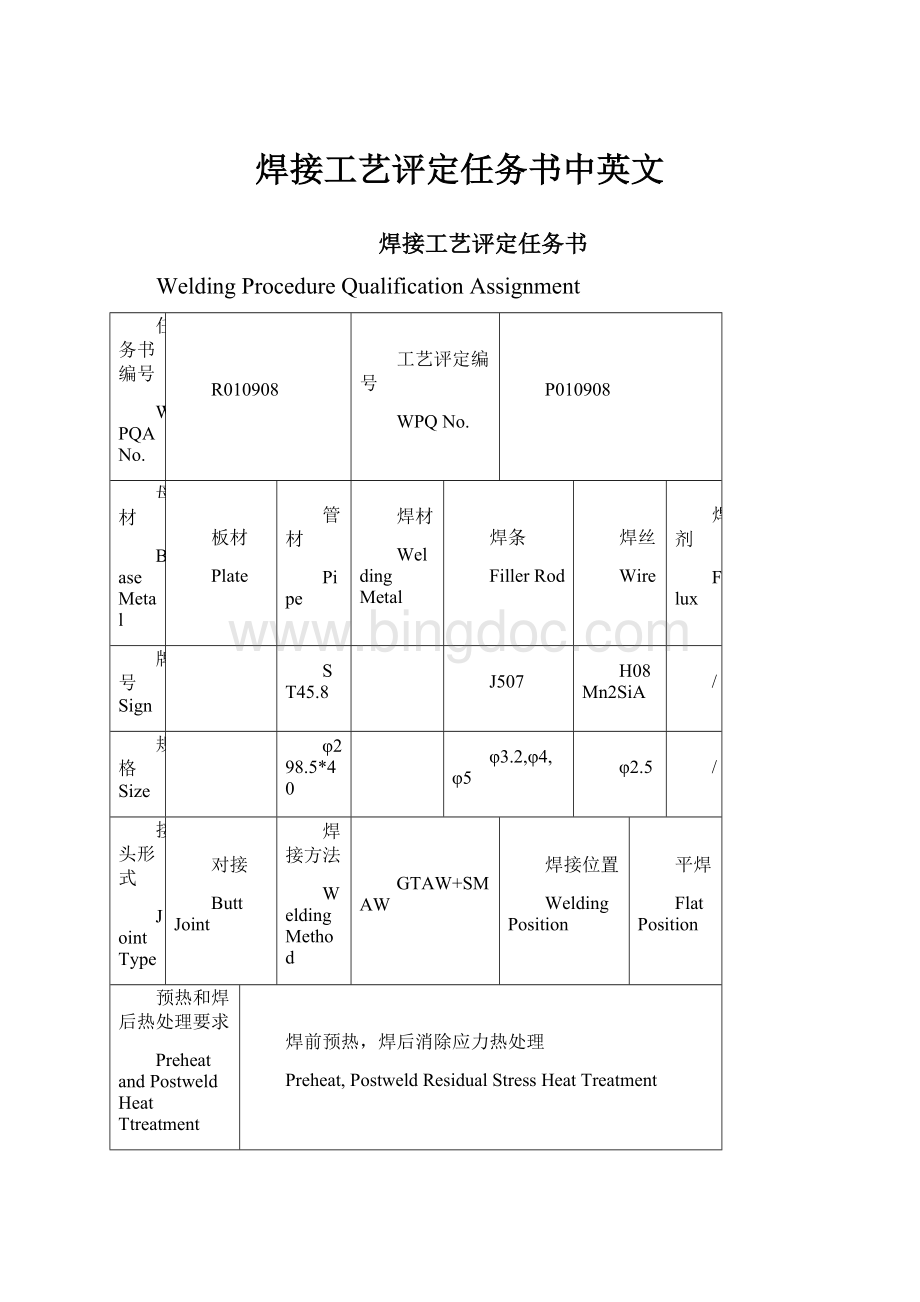
任务书编号
WPQANo.
R010908
工艺评定编号
WPQNo.
P010908
母材
BaseMetal
板材
Plate
管材
Pipe
焊材
WeldingMetal
焊条
FillerRod
焊丝
Wire
焊剂
Flux
牌号Sign
ST45.8
J507
H08Mn2SiA
/
规格Size
φ298.5*40
φ3.2,φ4,φ5
φ2.5
/
接头形式
JointType
对接
ButtJoint
焊接方法
WeldingMethod
GTAW+SMAW
焊接位置
WeldingPosition
平焊
FlatPosition
预热和焊后热处理要求
PreheatandPostweldHeatTtreatment
焊前预热,焊后消除应力热处理
Preheat,PostweldResidualStressHeatTreatment
评定标准
QualificationStandard
THE1998ASMEBOILERANDPRESSUREVESSELCODE-------SECTIONIX
焊缝结构示意图
WeldStructureSchematicDrawing
产品主要技术特性
ProductPrimaryTechnicFeature
设计压力DesignPress
设计温度DesignTemperature
工作介质MovingMedium
备注Remarks
要求检验项目
外观检查
VisualExamination
无损探伤
Non-destructiveInspection
射线(γ射线100%)
RadiographicInspection(XRadiographic100%)
超声()、表面()
UltrasonicInspection().Surface()
力学性能MechanicalProperty
拉伸Tensile
弯曲Bend
冲击Impact
试样数量
SpecimerNumber
焊接接头
WeldingJoint
全焊缝
AllWeld
测弯
SideBend
焊缝
Weld
热影响区
Heat-affectedZone
2
/
4
3
3
宏观金相
MacroscopicMetallographical
/
微观金相
Microscopic
Metallographical
/
接头硬度分布测定
JointHardnessGauging
/
熔敷金属化学成分
DepositedMetalChemicalComposition
/
其他项目Other
/
编制
Preparedby
YangYuXian
日期
Date
审核
Reviewedby
WangJiYun
日期
Date
批准
Approvedby
LiWenLiang
日期
Date
焊接工艺评定任务书
任务书编号
R010907
工艺评定编号
P010907
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
ST45.8
J507
H08Mn2SiA
/
规格
φ298.5*40
φ3.2,φ4,φ5
φ2.5
/
接头形式
对接
焊接方法
GTAW+SMAW
焊接位置
平焊
预热和焊后热处理要求
焊前预热最低温度为100℃,焊后消除应力热处理
评定标准
ASME锅炉及压力容器焊接规范第Ⅸ卷焊接和钎焊工艺评定
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
WeldingProcedureQualificationAssignment
任务书编号
WPQANo.
R010908
工艺评定编号
WPQNo.
P010908
母材
BaseMetal
板材
Plate
管材
Pipe
焊材
WeldingMetal
焊条
FillerRod
焊丝
Wire
焊剂
Flux
牌号Sign
20G
J507
H08Mn2SiA
/
规格Size
φ273*20
φ3.2,φ4,φ5
φ2.5
/
接头形式
JointType
对接
ButtJoint
焊接方法
WeldingMethod
GTAW+SMAW
焊接位置
WeldingPosition
平焊
FlatPosition
预热和焊后热处理要求
PreheatandPostweldHeatTtreatment
焊前预热
Preheat
评定标准
QualificationStandard
THE1998ASMEBOILERANDPRESSUREVESSELCODE-------SECTIONIX
焊缝结构示意图
WeldStructureSchematicDrawing
产品主要技术特性
ProductPrimaryTechnicFeature
设计压力DesignPress
设计温度DesignTemperature
工作介质MovingMedium
备注Remarks
要求检验项目
外观检查
VisualExamination
无损探伤
Non-destructiveInspection
射线(γ射线100%)
RadiographicInspection(XRadiographic100%)
超声()、表面()
UltrasonicInspection().Surface()
力学性能MechanicalProperty
拉伸Tensile
弯曲Bend
冲击Impact
试样数量
SpecimerNumber
焊接接头
WeldingJoint
全焊缝
AllWeld
测弯
SideBend
焊缝
Weld
热影响区
Heat-affectedZone
2
/
4
3
3
宏观金相
MacroscopicMetallographical
/
微观金相
Microscopic
Metallographical
/
接头硬度分布测定
JointHardnessGauging
/
熔敷金属化学成分
DepositedMetalChemicalComposition
/
其他项目Other
/
编制
Preparedby
YangYuXian
日期
Date
审核
Reviewedby
WangJiYun
日期
Date
批准
Approvedby
LiWenLiang
日期
Date
焊接工艺评定任务书
任务书编号
R010909
工艺评定编号
P010909
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
ST45.8
J507
H08Mn2SiA
H08MnA
HJ350
规格
φ406*40
φ3.2,φ4,
φ2.5,φ3.2
接头形式
对接
焊接方法
GTAW+SMAW+SAW
焊接位置
平焊
预热和焊后热处理要求
焊前预热最低温度为100℃,焊后消除应力热处理
评定标准
ASME锅炉及压力容器焊接规范第Ⅸ卷焊接和钎焊工艺评定
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
无损探伤
射线(γ射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R010908
工艺评定编号
P010908
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
20G
J507
H08Mn2SiA
规格
168*20
φ3.2,φ4,φ5
φ2.5
接头形式
对接
焊接方法
GTAW+SMAW
焊接位置
平焊
预热和焊后热处理要求
焊前预热最低温度为15℃
评定标准
ASME锅炉及压力容器焊接规范第Ⅸ卷焊接和钎焊工艺评定
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200201
工艺评定编号
P200201
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
Q235-B
J422
H10Mn2
HJ431
规格
600*150*10
φ4.0
φ4.0
接头形式
对接
焊接方法
SMAW+SAW
焊接位置
平焊
预热和焊后热处理要求
评定标准
JB4708-2000
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
2
/
2
2
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200202
工艺评定编号
P200202
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
Q235-B
H10Mn2
HJ431
规格
600*150*10
φ4.0
接头形式
对接
焊接方法
SAW
焊接位置
平焊
预热和焊后热处理要求
评定标准
JB4708-2000
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
2
/
2
2
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200203
工艺评定编号
P200203
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
Q235-B
J422
规格
600*150*6
φ4.0
接头形式
对接
焊接方法
SMAW
焊接位置
平焊
预热和焊后热处理要求
评定标准
JB4708-2000
备
注
要求检验项目
外观检查
100%
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
2
/
2
2
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200204
工艺评定编号
P200204
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
Q235-B
J422
规格
600*150*30
φ5.0
接头形式
对接
焊接方法
SMAW
焊接位置
平焊
预热和焊后热处理要求
评定标准
JB4708-2000
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R030902
工艺评定编号
GP030902
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
12Cr1MoV
20G
J507
规格
150*150*12
φ51*5
φ3.2
接头形式
角接
焊接方法
焊条电弧焊
焊接位置
垂直俯位
预热和焊后热处理要求
/
评定标准
蒸汽锅炉安全技术监察规程附录Ⅰ
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线()、超声()、
表面(着色100%)
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
/
/
/
/
/
/
宏观金相
4
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200006
工艺评定编号
P200006
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
A335P91
E9015-B9(AWS)
CM-9cb
规格
φ314*32
φ3.2、φ4.0
φ2.5
接头形式
对接
焊接方法
手工钨极氩弧焊+手工电弧焊
焊接位置
平焊
预热和焊后热处理要求
焊前预热、焊后消除应力热处理
评定标准
ASME锅炉及压力容器规范第Ⅸ卷焊接和钎焊工艺评定
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线(γ射线100%)、超声(100%)、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
侧弯
焊缝
热影响区
2
/
4
3
3
合格指标
σb≥585
≥41
≥41
宏观金相
/
微观金相
无淬硬马氏体组织
接头硬度分布测定
焊缝
母材
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200207
工艺评定编号
P200207
母材
板材
管材
焊材
焊条
焊丝
焊剂
牌号
16MnR
H10Mn2
HJ431
规格
600*150*10
φ4.0
接头形式
对接
焊接方法
SAW
焊接位置
平焊
预热和焊后热处理要求
焊后消除应力热处理
评定标准
JB4708-2000
焊缝结构示意图
产品主要技术特性
设计压力
设计温度
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线(X射线100%)、超声()、表面()
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
2
/
2
2
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
 升级会员
升级会员 