东升BX1400焊机产品资料.docx
《东升BX1400焊机产品资料.docx》由会员分享,可在线阅读,更多相关《东升BX1400焊机产品资料.docx(13页珍藏版)》请在冰点文库上搜索。
东升BX1400焊机产品资料
东升BX1-400焊机产品资料
一、产品参数\特点
二、产品说明
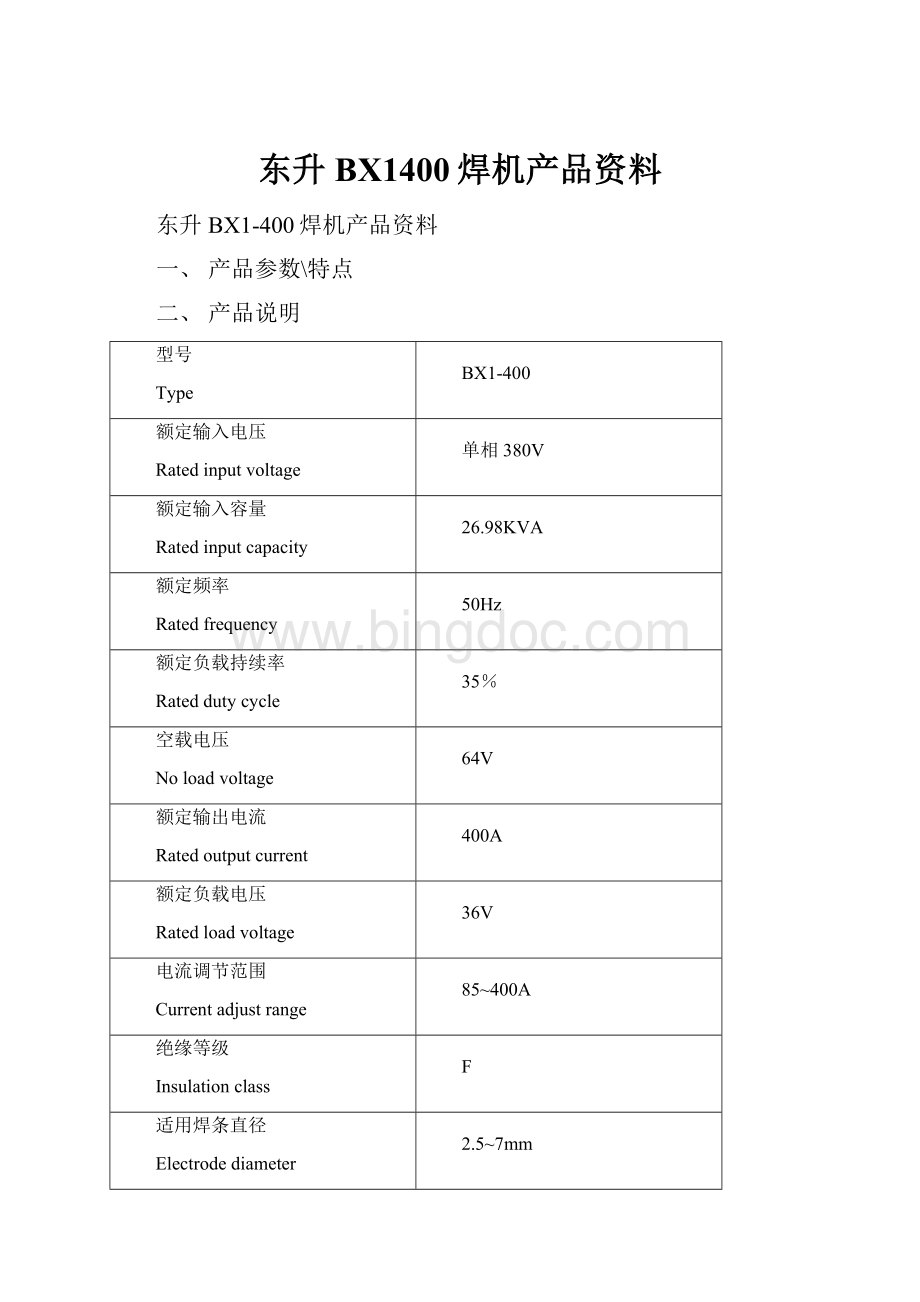
型号
Type
BX1-400
额定输入电压
Ratedinputvoltage
单相380V
额定输入容量
Ratedinputcapacity
26.98KVA
额定频率
Ratedfrequency
50Hz
额定负载持续率
Rateddutycycle
35%
空载电压
Noloadvoltage
64V
额定输出电流
Ratedoutputcurrent
400A
额定负载电压
Ratedloadvoltage
36V
电流调节范围
Currentadjustrange
85~400A
绝缘等级
Insulationclass
F
适用焊条直径
Electrodediameter
2.5~7mm
重量
Weight
68kg
外形尺寸
Dimensions
572×422×691(mm)
二、使用、安装和注意事项
本产品为一种普及型二氧化碳气体保护焊半自动氩弧焊机,具有节能、效率高结构简单、使用方便、宜操作,可进行全位置焊接,并且焊后工件变形小,焊缝成型美观,无焊渣等优点。
所以该焊机是一种比较理想的焊接工具。
一.使用与维护
1.焊机应安装在环境温度不高于40℃,相对湿度低于90%(25℃),无腐蚀性气体、水份、蒸气、化学性沉积、尘垢、霉菌及其它爆炸性介质的地方。
同时焊机不应受到严重的振动和撞击。
2.新安装或长时间不用的焊机,在使用前必须检查焊机的绝缘电阻不小于5兆欧,输出侧对地绝缘电阻不小于2兆欧。
(注意:
检查时应先将输出接线端短路)如若低于上述值时、焊机先进行干燥处理后在使用。
3.安装:
(1)焊机应可靠接地:
(2)电路及气路的连接:
焊接的输入接线端、进气管接头位于焊机后面板,预热器电源插座位于前面板;输出接线端,焊枪控制电缆插座及出气管接头位于焊机前面。
气路连接次序:
气瓶-预热器-减压阀-焊机-焊枪。
电路连接次序:
将焊机接到三相(380V、50HZ0电源上,将焊枪控制电缆接到插座上,将焊枪、焊接电缆接到焊机输出端“+”极上,将焊接工件电缆接到焊机输出端“-”极上,将预热器电源线接到焊机预热器插座上。
4.使用:
上述连接完毕后,可以给焊机通电。
打开位于焊机前面板上的控制“电源”开关,指示灯亮。
将焊丝通过送丝轮及焊炬、导电嘴,并检查焊丝运行情况,应无阻塞现象。
打开预热器的开关及减压阀,打开“检气”开关,检查并调整保护气体流量,完毕后关闭“检气”开关。
上述准备工作完成后,既可进行焊接,焊接按钮位于焊枪上,按下即可进行焊接,松开焊接停止。
焊接规范调整由位于面板上的电压调节急送丝速度旋钮完成。
电感量的调节需按下不同的焊接要求即电流大小选择不同的接线输出。
(1)电源调节;电压调节分两步一.粗调:
粗调开关分三档,调节时电压逐次升高。
二.细调:
细调开关分十档,调节时在粗调的基地上调节细调开关旋钮电压将逐次递增。
(2)送丝速度调节:
送丝速度调节也就是电流调节,在焊接过程中根据焊接工艺要求,调节前面板上送丝速度旋钮获得最佳焊接电流。
(3)电感量选择:
本焊机负极输出选用多端方式,不同的输出端子其电感量不同,以便用户便于选择。
5.几种用HO8MN2SI焊丝进行或者HO8MN2SIAHO8MN2SIACO2气体进行保护低碳钢焊接时的规范(仅供参考)
焊丝直径mm
板厚mm
焊接电压V
焊接电流A
电感
1.0
1.5-2
22-23
110-120
小
1.2
1.5-6
21-24
120-210
中
1.6
6-12
24-34
210-400
大
三、保养节点、保养内容
大类
保养类别
保养内容
L:
电焊机
L0
每周或50小时:
清洁机身
L1
每六个月:
内部除尘
四、保养方式
焊割设备由于其工作条件一般都比较恶劣,严重金属粉尘或有腐蚀性气体的场所作业、流动作业经常搬运电焊机等等,很容易造成设备故障,所以维护保养则尤为重要。
定期维护保养会明显提高焊割设备正常运行时间和整机的使用寿命。
整机及设备场所的清洁整理(外壳、线缆,气管等)
设备内部清洁、保养(散热风扇、IGBT、散热铝块、主回路及线路板)
五、服务类型、收费金额、服务内容
收费项目及标准:
1、超保向用户收取的费用包括维修材料费用、检修费和上门交通费(只针对提供上门服务的);
2、交通费:
实际公里数*里程单价(2元)计算。
同一用户一次报修多台机器只收一次交通费,不能重复收取。
3、2013工一品超保检修费标准:
电焊机故障检修费标准
类型
价格
维修项目
小修
30
空开、风机、插座\插头、保险管、活动轮、气接头、电源线、提手、胶脚等
中修
50
电感、电容、电阻、热敏开关、电磁阀、电位器、开关、硅桥、电抗器、分流器、压敏开关、继电器、霍尔、气压开关、二极管模块、遥控器、数显表头等
大修
70
控制板、IGBT驱动板、变压器、引弧板、上/中/底板、电源板、整流桥、送丝板、吸收板等
单相:
价格*1,三相电流≤400A:
价格*1.5,三相电流>400A:
价格*2;
(注:
当产品损坏部件是多件时,如果损坏部件中有保修内部件和保修外部件,检修费收费标准是按照超保外的部件检修费标准执行,如果损坏的部件有多种保修外部件,检修费只能按照收费标准最高的一项收取,不得多项累计收取检修费,同时根据会员制的相关条款,适当减免检修费)
4、服务后保修承诺:
同一故障免费保修一周(指产品本身质量问题,同时易损件配件价格另算)
六、常见故障及排除方法
A
B
C
D
故
障
空载电压过低
1、单相运行
2、输入电压不正确3、三相全波硅整流器组中,某硅元件损坏(短路或开路)
调不到正常空载电压范围
1、KHS型万能转换开关触点接触不良。
2、变压器出级线圈抽头引线有故障。
送丝机构不运转
1、控制电路或送丝电路的保险丝烧断。
2、送丝速度电位器在零位。
3、交流接触器不动作。
4、送丝电路有故障,调整三极管BG1、电位器W1及LM317其它元件变质损坏。
5、电机故障。
CO2保护气体不流出或不能切断
1、电磁气阀失灵。
2、流量器不通。
排
除
1、检查输入电源保险,如烧断请更换。
2、检查输入电源电压,并调到额定值。
3、检查硅整流二极管是否有开路或短路现象。
1检查有无虚焊的触点,检查有无虚接的引线,若开关损坏应更换。
2、检查各档电压比是否正常修复变压器线圈或引出线。
1、更换保险丝。
2、调整送丝速度旋钮。
3、检查印刷电路板上直流继电器是否动作,其回路是否断线,检查直流继电器的触点是否接触良好,如损坏应更换。
4、详见说明书中控制电路原理部分,更换损坏部件。
5、修理电机。
1、检查电磁气阀回路,如气阀两端有36V交流电压,则是气阀损坏,应修理或更换。
2、检修CO2气体加热、减压流量器。
E
F
G
故
障
焊接过程中焊丝输送不均匀
1、送丝滚轮磨损。
2、压丝手柄压力不够。
焊缝产生气孔
1、CO2气体不纯或含水分太多。
2、喷嘴不正或被飞溅物堵塞。
3、电流、电压、焊速过大、气体流量太小。
4、焊丝内所含脱氧剂太少。
5、周围空气对流太大。
6、焊件不清洁或潮湿。
焊件过程中飞溅过大
1、极性接反
2、规范不当〈如电压电流太高等〉。
3、送丝速度不稳定。
4、焊丝伸出太长。
5、导电嘴磨损。
排
除
1、更换送丝滚轮
2、增加手柄内弹簧的压力或将手柄座向下位移后紧。
1、提纯CO2气体。
2、调整或清理。
3、调整规范,调整流量器。
4、换焊丝。
5、设防风装置。
6、清洁焊件。
1、应把负极接入工件。
2、调整规范。
3、检查控制电路、电机、送丝轮及压丝手柄内弹簧压紧程度。
4、压喷嘴与焊件之间距离〈短路过渡焊时为10mm>
5、更换导电嘴。
H
I
J
K
故
障
焊接工件产生裂缝
1.工件不清洁;
2.焊丝含硫过高,含锰过低;
3.焊接工艺不合理。
焊缝边缘凹陷〈咬边〉
1.焊速太高;
2.电流远低于焊速要求;
3.焊枪角度太大。
溶深不够
1.电流过低;
2.电压过低;
3.焊丝伸出长度太大;
4.极性接反;
5.焊丝细,工件厚;
6.焊件坡口太窄、角度太小、间隙太小。
焊缝形状不规则
1.焊丝伸出太长;
2.焊丝太硬;
3.电流相对电压太高;
4.焊速太低;
5.送丝速度不稳定。
排
除
1.清洁工件;
2.调换焊丝;
3.改变工艺条件。
1.降低焊度;
2.调整规范;
3.纠正角度。
1.增加送丝速度;
2.调整转换开关位置;
3.减小伸出长度;
4.改正
5.改正
1.减小伸出长度;
2.调换焊丝;
3.降低送丝速度;
4.增高焊速;
5.检查控制电路、电机送丝轮及压丝手柄内弹簧压紧程度。
七、产品爆炸图
八、配件明细
序号
配件名称
型号/规格
价格
备注
1
数显表
2
焊接电流给定电位器
3
高漏抗变压器
4
电流互感板
5
温度继电器
6
IGBT阻容吸收板
7
IGBT模块
8
三相整流模块
9
风机启动电容
10
电磁阀
11
滤波电容
12
压敏电阻
13
隔离变压器
14
分流器
15
升压变压器
16
谐振电容
17
谐振电感
18
高频引弧板
19
驱动板
20
主控板
九、产品替代方案
 升级会员
升级会员 