汽车用压缩天然气金属内胆纤维环缠绕气瓶定期检验与评定工艺卡.docx
《汽车用压缩天然气金属内胆纤维环缠绕气瓶定期检验与评定工艺卡.docx》由会员分享,可在线阅读,更多相关《汽车用压缩天然气金属内胆纤维环缠绕气瓶定期检验与评定工艺卡.docx(36页珍藏版)》请在冰点文库上搜索。
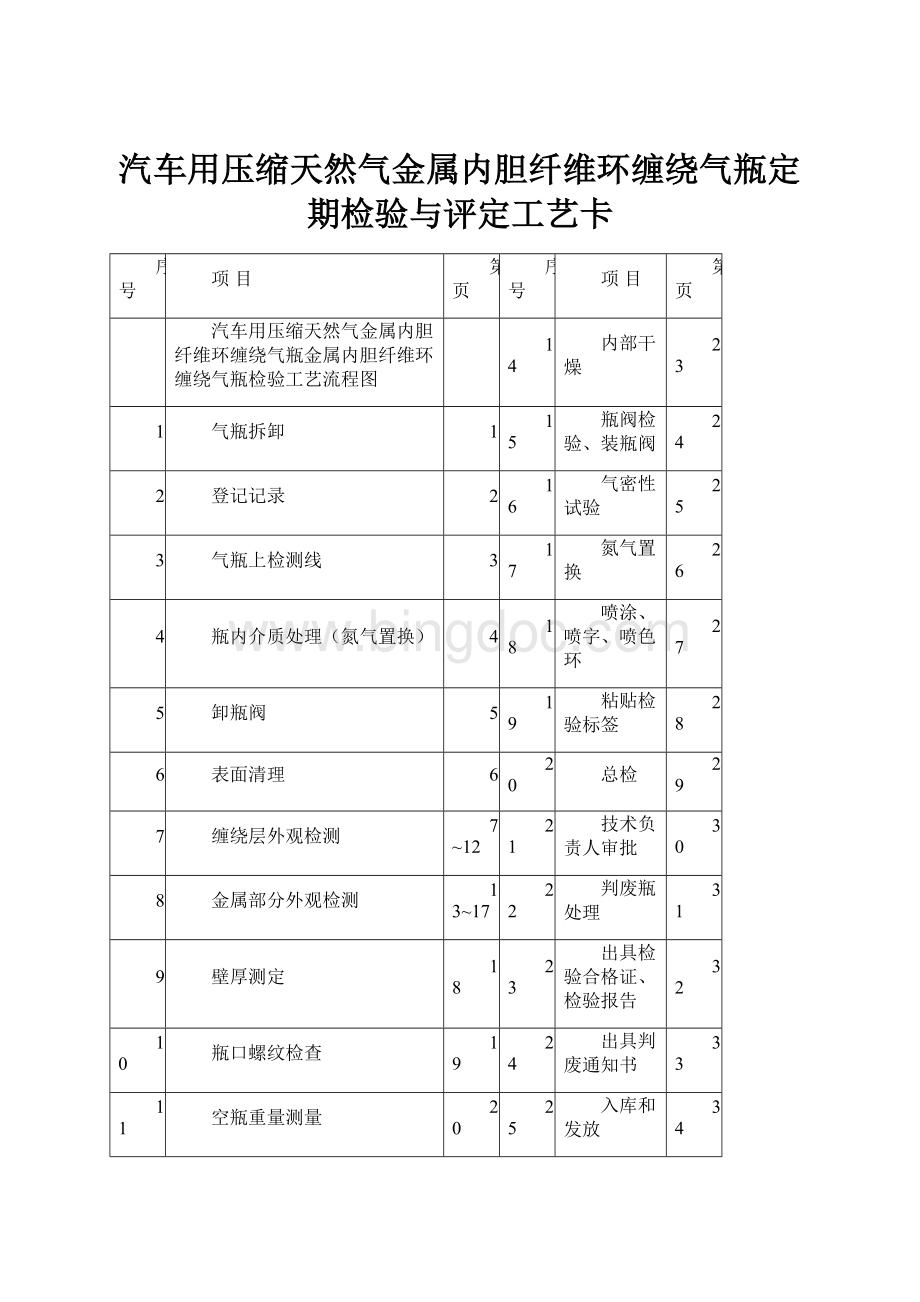
汽车用压缩天然气金属内胆纤维环缠绕气瓶定期检验与评定工艺卡
序号
项目
第页
序号
项目
第页
汽车用压缩天然气金属内胆纤维环缠绕气瓶金属内胆纤维环缠绕气瓶检验工艺流程图
14
内部干燥
23
1
气瓶拆卸
1
15
瓶阀检验、装瓶阀
24
2
登记记录
2
16
气密性试验
25
3
气瓶上检测线
3
17
氮气置换
26
4
瓶内介质处理(氮气置换)
4
18
喷涂、喷字、喷色环
27
5
卸瓶阀
5
19
粘贴检验标签
28
6
表面清理
6
20
总检
29
7
缠绕层外观检测
7~12
21
技术负责人审批
30
8
金属部分外观检测
13~17
22
判废瓶处理
31
9
壁厚测定
18
23
出具检验合格证、检验报告
32
10
瓶口螺纹检查
19
24
出具判废通知书
33
11
空瓶重量测量
20
25
入库和发放
34
12
水压试验
21
26
资料归档
35
13
测定容积残余变形率
22
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
气瓶拆卸
01
第01页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.气瓶拆卸
气瓶的拆卸应由检验机构或有资质的安装单位负责。
先关闭瓶阀,由熟知气瓶拆卸的操作工用专用工具卸下。
目测
专用工具
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
来瓶登记记录
02
第02页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.登记制造标志和检验标志
1.逐只检查记录气瓶制造标志和检验标志。
记录内容包括国别、制造单位许可证号或单位代码、气瓶编号、制造年月、公称工作压力、水压试验压力、公称水容积、上次检验日期。
2.对未取得特种设备安全监督管理部门制造许可的制造企业生产的气瓶、制造标志不符合相应规程或制造标准规定的气瓶、制造标志模糊不清或项目不全导致无法评定的气瓶、有关政府文件规定不准再用的气瓶,登记后不予检验按报废处理。
3.自气瓶制造之日起,超过设计使用寿命的气瓶,登记后不予检验,按报废处理。
对于按照规定办理使用登记的新投用气瓶,可以按其使用登记日期作为气瓶设计使用寿命的起始日期。
1.审查送检气瓶的充装单位或用户是否在本公司检验任务授权的范围和地区,如果不是则不予受理,如果是则受检接收该批气瓶,在每只气瓶阀座挂上本公司检验的顺序编号的号牌。
2.号牌应用铁丝系牢。
3.接收用户送检瓶时应在送检人员在场情况下做好下列工作:
(1)查清送检瓶型号规格,清点来瓶数量,并分别按类堆放;
(2)查看气瓶有无明显变形、凹陷、鼓点、火烧、裂纹、严重腐蚀、不规范修理等缺陷,并做好记录;
(3)记录用户要求的标记编号等;
(4)逐只检查技术要求与评定标准中每一条内容;(5)查看瓶阀等附件完好情况;
(6)对于气瓶受到严重腐蚀或其它严重损伤而提出送检的气瓶应作特殊标记,指出重点检查部位;
(7)与用户签订合同或填写气瓶检验接收单(一般情况下,从合同签订之日到检验完成不超过10天)送通知车间(一联交车间);
(8)上述内容登记在检验流程卡上与气瓶一并递交检验员;
(9)凡按标准要求的判废瓶用红漆在瓶体上写上“报废”字样并另行存放处理。
1.查阅用户所在地区;
2.目测核对实物做好记号;
3.填写气瓶接收记录;
4.原始标记检查;
5.出具检验工艺流程卡
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
气瓶上检测线
03
第03页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
来瓶登记后,气瓶通过平衡吊上传递架水平放置到氮气置换工位。
目测
放置是否平衡预定的工位
平衡吊
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
瓶内介质处理(氮气置换)
04
第04页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
瓶内介质处理
对瓶内的介质,在保证安全、卫生和不污染环境的条件下,采用适当的方法将气体排净。
1.气瓶平稳放置到氮气置换工位;
2.人工将高压软管接头与瓶阀连接旋紧,显示压力不大于0.1Mpa,打开排气球阀,排气至常压,关闭球阀;(大于0.1Mpa时需将气瓶送到残气处理站处理。
)
3.打开真空管道球阀,将气瓶内部抽成真空,关闭球阀;
4打开氮气管道球阀,将氮气冲入瓶内,关闭球阀;
5.再次打开排气球阀,排气至常压,卸下高压软管,氮气置换完成;
6.由于输送架有一定的倾斜度(角度为5°),气瓶可较轻松地滚到瓶阀机前。
目测。
用压力表检测氮气压力和瓶内压力。
TDZ-1型天然气氮气置换装置
氮气瓶
氮气压力表
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
卸瓶阀
05
第05页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
瓶阀的拆卸
确认瓶内压力与大气压力一致时,由检验机构负责拆下瓶阀。
2.对于瓶阀无法开启或拆下的气瓶,应与待检瓶分别存放以待另行妥善处理。
1.确认瓶内残液残气处理干净后,用氮气置换确认瓶内压力与大气压力一致时,方可卸瓶阀;
2.开启手控气动阀,释放阻瓶器,使气瓶进入卸瓶阀机工位;
3.人工套上卡头(卡头可根据气瓶规格进行调整),开启夹紧系统手控气动阀夹紧气瓶;
4.开启卸阀按钮,关闭夹紧系统手控气动阀,夹紧系统松开气瓶;
5.开启拨瓶器手控气动阀,拨瓶器将气瓶拨出卸瓶阀工位,关闭拨瓶器手控气动阀,拨瓶器复位,卸瓶阀完成;
6.检查阀座有无损伤;
7.对于瓶阀无法开启或拆下的气瓶,应与待检瓶分别存放,以待另行妥善处理;
8.气瓶滚至转向盘,开启转向盘旋转手控气动阀,转向盘顺时针旋转90°,开启拨瓶手控气动阀,将气瓶拨出滚至内部清洗机前。
温度计测气温,手感目测瓶阀拆卸。
TJW-1型天然气瓶瓶阀装卸机
活扳手
温度计
瓶阀装卸专用工具
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
表面清理
06
第06页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
内外表面清理干净
用不损伤瓶体金属以及缠绕层树脂和纤维的适当方法,将气瓶内外表面的污垢、腐蚀产物、沾染物等有碍外观检查的杂物以及外表面的疏松涂敷物清理干净。
内部清洗。
1.开启阻瓶器手控气动阀,释放4个气瓶进入内部清洗机工位,自动定位。
2.开动内部清洗机翻转手控气动阀,使气瓶口朝下翻转75°,翻转焦距应确保瓶内不留余水。
3.开启手紧器手控气动阀,预紧器使气瓶口内部与喷嘴达到密封状态。
4.气瓶内部清洗机分别用清水、热水进行冲洗、内表面无污垢、腐蚀产物、沾染物等杂物。
5.气瓶内部清洗完毕。
按下压缩空气控制按钮,开启压缩空气对气瓶内部进行吹干,检查气瓶内部水迹是否吹干,吹干后关闭压缩空气控制按钮。
外表面清理。
1.缠绕层用清洗剂的混合液用手工进行擦洗用清水进行清洗干净。
2.金属部分的涂敷物用角磨机、砂纸等工具打磨露金属光泽。
目测外表面清理质量
用24V的照明装置检查内部清洗质量
ZNG-1气瓶内部清洗机
空气压缩机
24V的照明装置
角磨机、砂纸
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第07页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.划伤、擦伤、凿伤
一级(合格):
深度小于0.25mm,无纤维曝露、隔断和分离的现象。
二级:
深度≥0.25mm,且小于1.25mm的损伤,但可根据制造厂的要求进行修复。
三级(不合格):
深度大于1.25mm。
测量划伤、擦伤、凿伤深度方法之一,划痕深度值以最深处为准,测量用专用量,如下图:
卡板的型面曲尺半径应与气瓶外廓相吻合,千分表的针头插入缺陷中测量其深度,针头的楔角≤35°,半径≤0.25mm要定期校对千分表读数,以消除由于针头磨损造成的误差。
划伤、擦伤、凿伤的周边有时可见少许突起,使测量样板或直尺不能与瓶体表面完全贴合,此时考虑由此引起的测量误差方法之二:
将软铅锤满划伤、擦伤、凿伤之中,取出软铅,因卡尺量的最大软铅高度即为划伤、擦伤、凿伤深度。
目测
用千分表专用量具直接测量划伤、擦伤、凿伤深度,用超声波测厚仪在无缺陷处测得瓶体实际壁厚,剩余壁厚=实测壁厚减去测得缺陷深度,然后将计算出剩余壁厚,与设计壁厚进行比较,判断是否合格
用游标卡尺测量缺陷中软铅厚度,即为缺陷深度
专用卡板
千分表
软铅
游标卡尺
超声波测厚仪
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第08页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
2.磨损
一级(合格):
深度小于0.25mm,没有纤维曝露、隔断和分离。
二级:
深度≥0.25mm且小于1.25mm的损伤,但可根据制造厂的要求进行修复。
三级(不合格):
深度大于等于1.25mm或纤维外露。
测量磨损深度方法之一,划痕深度值以最深处为准,测量用专用量,如下图:
卡板的型面曲尺半径应与气瓶外廓相吻合,千分表的针头插入缺陷中测量其深度,针头的楔角≤35°,半径≤0.25mm要定期校对千分表读数,以消除由于针头磨损造成的误差。
磨损的周边有时可见少许突起,使测量样板或直尺不能与瓶体表面完全贴合,此时考虑由此引起的测量误差方法之二:
将软铅锤满磨损之中,取出软铅,因卡尺量的最大软铅高度即为磨损深度。
目测
用千分表专用量具直接测量划伤、擦伤、凿伤深度,用超声波测厚仪在无缺陷处测得瓶体实际壁厚,剩余壁厚=实测壁厚减去测得缺陷深度,然后将计算出剩余壁厚,与设计壁厚进行比较,判断是否合格
用游标卡尺测量缺陷中软铅厚度,即为缺陷深度
专用卡板
千分表
软铅
游标卡尺
超声波测厚仪
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第09页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
3.热、火损伤
一级(合格):
没有或能清洗掉。
二级:
气瓶只被烟熏、气瓶缠绕层没有燃烧,缠绕气瓶被确认完好无损后,可继续使用;少量的褪色,可按制造厂的建议判定。
三级(不合格):
确认气瓶承受了热和火烧。
缠绕层已永久碳化、褪色,并出现如下现象之一:
①缠绕层变色、变黑、积碳和烧焦;②树脂材料缺损或是缠绕层纤维松动;③表面涂层和标识因被火烧,变色、变黑;④阀座扭曲变形。
将钢瓶滚动一周目测查看
目测
4.气体泄漏
一级(合格):
无泄漏现象。
三级(不合格):
试验确认有泄漏现象。
将钢瓶滚动一周目测查看
目测
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第10页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
5.化学品浸蚀
一级(合格):
能清洗掉、没有残留物或影响,并且能够确认该化学品对瓶体没有损害。
二级:
如果不能判别所接触化学品,对瓶体材料的影响也不清楚,应判定为三级损伤。
三级(不合格):
材料永久变色;材料断裂或损伤;确认化学品对气瓶材料有影响;或不能确定材料是否已受影响。
将钢瓶滚动一周目测查看
目测
6.自然老化
一级(合格):
失去少量的光泽或者粉化。
二级:
只涂层受影响而对纤维及树脂材料无影响,可修复。
三级(不合格):
纤维及树脂材料受影响。
将钢瓶滚动一周目测查看
目测
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第11页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
7.发生碰撞、事故或着火;气瓶经受高热或不明热的作用
一级(合格):
在气瓶上没有可见的痕迹;车主知道发生事故、着火或热源辐射。
二级:
车主已知道并报告了碰撞、事故、着火或可能的热损伤;气瓶需要测试。
三级(不合格):
汽车出现严重的损伤痕迹,或气瓶出现冲击和热损伤痕迹。
将钢瓶滚动一周目测查看
目测
8.冲击伤
一级(合格):
损伤区小于1cm2,并且没有其他的损伤。
二级:
损伤不明显,需要制造厂的建议。
三级(不合格):
气瓶或内胆永久变形,或者霜状/损伤区域大于1cm2。
将钢瓶滚动一周目测查看
用钢直尺或游标卡尺测量
钢直尺
游标卡尺
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
缠绕层外观检测
07
第12页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
9.应力腐蚀裂纹
一级(合格):
材料与化学品接触,但外观检查没发现影响。
二级:
已知气瓶与化学品有接触,若判断纤维可能发生开裂,应判定为三级损伤。
三级(不合格):
鉴别出纤维有应力腐蚀裂纹。
将钢瓶滚动一周目测查看
目测
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
金属部分外观检测
08
第13页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.划伤、擦伤、凿伤
一级(合格):
深度小于0.25mm。
二级:
大于1级的损伤可以根据制造厂的要求打磨修复。
三级(不合格):
深度大于0.5mm或者剩余壁厚小于设计壁厚。
测量划伤、擦伤、凿伤深度方法之一,划痕深度值以最深处为准,测量用专用量,如下图:
卡板的型面曲尺半径应与气瓶外廓相吻合,千分表的针头插入缺陷中测量其深度,针头的楔角≤35°,半径≤0.25mm要定期校对千分表读数,以消除由于针头磨损造成的误差。
划伤、擦伤、凿伤的周边有时可见少许突起,使测量样板或直尺不能与瓶体表面完全贴合,此时考虑由此引起的测量误差方法之二:
将软铅锤满划伤、擦伤、凿伤之中,取出软铅,因卡尺量的最大软铅高度即为划伤、擦伤、凿伤深度。
目测
用千分表专用量具直接测量划伤、擦伤、凿伤深度,用超声波测厚仪在无缺陷处测得瓶体实际壁厚,剩余壁厚=实测壁厚减去测得缺陷深度,然后将计算出剩余壁厚,与设计壁厚进行比较,判断是否合格
用游标卡尺测量缺陷中软铅厚度,即为缺陷深度
专用卡板
千分表
软铅
游标卡尺
超声波测厚仪
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
金属部分外观检测
08
第14页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
2.凸起
一级(合格):
没有。
二级:
可能出现弓状变形,但不是凸起。
三级(不合格):
可见或可检出的凸起。
将钢瓶滚动一周目测查看
目测
3.点腐蚀
一级(合格):
腐蚀处剩余壁厚大于等于设计壁厚。
二级:
无法确定腐蚀处剩余壁厚。
三级(不合格):
腐蚀处剩余壁厚小于设计壁厚。
用游标卡尺或千分表测点腐蚀深度。
腐蚀处剩余壁厚=壁厚-点腐蚀深度。
用超声波测厚仪测量壁厚
超声波测厚仪
游标卡尺
千分表
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
金属部分外观检测
08
第15页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
4.线腐蚀
一级(合格):
腐蚀处剩余壁厚大于等于设计壁厚且腐蚀长度小于100mm。
二级:
无法确定腐蚀处剩余壁厚。
三级(不合格):
腐蚀处剩余壁厚小于设计壁厚或腐蚀长度大于等于100mm。
用游标卡尺或千分表测腐蚀深度
线腐蚀处剩余壁厚=壁厚-腐蚀深度
用超声波测厚仪测量壁厚
用直尺测长度
超声波测厚仪
钢直尺
游标卡尺
千分表
5.面腐蚀
一级(合格):
腐蚀处剩余壁厚大于等于设计壁厚且腐蚀面积小于外表面的20%。
二级:
无法确定腐蚀处剩余壁厚及腐蚀面积。
三级(不合格):
腐蚀处剩余壁厚小于设计壁厚或腐蚀面积大于等于外表面的25%。
用超声波测厚仪测量壁厚
钢直尺或钢卷尺测面积
超声比测厚仪
钢直尺
钢卷尺
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
金属部分外观检测
08
第16页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
6.凹陷
一级(合格):
凹陷深度小于1.6mm,且其直径或长度大于50mm。
二级:
无法确定凹陷尺寸。
三级(不合格):
凹陷深度等于或大于1.6mm或直径或长度小于50mm(不论深度多少)或两个同时存在。
以凹陷的弦为基准测量深度,量具为游标卡尺、直尺,直尺沿钢瓶轴线放置、直尺长度应大于凹陷最大直径的三倍。
以凹陷处瓶体外圆周的弧为基准测量深度,量具为游标卡尺、弧形样板,弧形样板应沿圆周放置样板弧长应大于钢瓶周长的2/5。
用钢直尺测短径
用游标卡尺测量凹陷深度
游标卡尺
钢直尺
专用卡板
10倍放大镜
超声波测厚仪
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
金属部分外观检测
08
第17页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
7.缠绕层材料下的金属腐蚀
一级(合格):
没有发现。
二级:
有从缠绕层材料下面泛到表面的腐蚀产物或在缠绕层材料边缘上有腐蚀产物;发现有腐蚀迹象的气瓶应咨询制造厂。
三级(不合格):
缠绕层材料边缘上的腐蚀,有三级损伤的线腐蚀。
将钢瓶滚动一周目测查看
目测
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
壁厚测定
09
第18页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
壁厚测定
实测壁厚小于设计壁厚应报废。
在金属部分进行测量。
1.测厚仪的误差应不大于±0.1mm。
2.测厚点应除去油漆、浮锈打磨至有效剩余厚度。
3.测厚数据记录于检验工艺流转卡上,记录应准确。
气瓶两端金属部分分别测定。
a.调整测厚仪;
b.选择测厚点;
c.打磨测厚点,涂耦合剂;
d.记录实测壁厚。
用超声比测厚仪测量
超声比测厚仪
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
瓶口螺纹检查与评定
10
第19页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
瓶口螺纹检查与评定
1.用目测或低倍放大镜逐只检查螺纹有无裂纹、变形、腐蚀或其他机械损伤。
2.瓶口螺纹不得有裂纹性缺陷,但允许瓶口螺纹有不影响使用的轻微损伤,即允许有不超过2牙的缺口,且缺口长度不超过圆周的1/6,缺口深度不超过牙高的1/3。
3.对于瓶口锥螺纹的轻度腐蚀、磨损或其他损伤,可用符合GB/T10878规定的丝锥修复。
修复后用符合GB/T8336的量规检验,检验结果不符合GB8335时,该气瓶应报废。
4.对于直螺纹的轻度腐蚀、磨损或其他损伤可用符合其想用标准的丝锥进行修复。
修复后用符合其相应标准的量规检验,检验结果不符合要求时,该气瓶应报废。
1.逐只对瓶口螺纹检查;
2.用气瓶专用塞规对瓶口螺纹进行检测,如螺纹有轻度腐蚀等缺陷,应用丝锥进行修复;
3.在检验工艺流转卡上进行记录。
目测或用低倍放大镜目测瓶口外观质量
用专用塞规检测瓶口内螺纹
气瓶专用螺纹塞规
10倍放大镜
丝锥
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
空瓶重量测定
11
第20页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
实测气瓶重量
1.气瓶称重应在确保空瓶和卸掉气瓶附件后进行;
2.必须逐只对气瓶进行重量(不含可拆附件)测定,瓶重应以三位有效数字表示,第四位数值对于瓶重一律进位;
3.重量测定用衡器应保持准确,其最大称量值应为常用称量值1.5~3倍;
4.衡器应定期校验,校验周期不得超过三个月;
1.确认瓶内无积水和杂物,气瓶附件均已卸掉。
2.校正称重衡器的“0”位,检查灵敏度,衡器最大称重应为常用称重值的1.5~3倍,且其检验周期不得超过3个月。
3.将气瓶轻轻滚上(吊上)台秤上进行称重,并记录测得数据。
4.气瓶送至称重吊称称空瓶重量,数据经无线传输至外测法通讯水压测试工控机
用吊秤称重
吊秤
检验工艺卡
产品名称
工序名称
工序编号
共35页
汽车用压缩天然气金属内胆纤维环缠绕气瓶气瓶
水压试验(容积残余变形率)
12~13
第21页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
水压试验(容积残余变形率)
1.必须逐只对气瓶进行水压试验,试验装置、方法和安全措施应符合国家标准GB/T9251的要求。
应优先选用外测法测定容积残余变形率。
水压试验压力应为气瓶的试验压力,气瓶在试验压力下的保压时间不少于2min。
水压试验时,缠绕层缺陷扩展、瓶体出现渗漏、明显变形或保雅期间压力有回降现象(非因试验装置或瓶口泄漏)的气瓶应报废。
在水压试验时,应同时测定容积残余变形率。
容积残余变形率超过10%的气瓶应报废。
在气瓶进行水压试验过程中,当压力升至试验压力的90%或90%以上时,如无法继续进行试验,应将试验压力提高0.7Mpa,对受试瓶重新进行试验,但只能重试一次,试验压力不得超过自紧压力。
1.开动电动葫芦将气瓶吊至夹持装置上,降下气瓶,开启夹持气动阀、夹持装置夹紧气瓶,旋紧水套盖,关闭夹紧气动阀松开瓶体,开动另一只电动葫芦将气瓶吊送到水套上方,按下降按钮将气瓶吊入水套;
2.开动压紧密封装置手控气动阀,固定在水套外像的汽缸机构自动压紧密封水套盖;
3.将高压管快速接头与水套盖连接,开始外侧法水压试验(计算机控制);水套补水排气量杯管路补水排气打压保压卸压存储试验结果;
4.关闭压紧封装置手控气动阀,汽缸机构自动松开水套盖;
5.按下起吊按钮,电动葫芦将气瓶吊离水套至翻转倒水机的夹持装置工位上;
6.开动夹紧气动阀,夹持装置夹紧瓶体,旋下水套盖;
7.关闭夹紧气动阀,松开瓶体
 升级会员
升级会员 