钢结构焊接技术.docx
《钢结构焊接技术.docx》由会员分享,可在线阅读,更多相关《钢结构焊接技术.docx(10页珍藏版)》请在冰点文库上搜索。
钢结构焊接技术
技术交底(下料班)
一、拼接注意事项:
1、钢柱、钢梁、平台梁等翼腹板拼接:
焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
翼缘板、腹板下料长度方向均留余量20~30mm的余量,多余部分分条前割除;
2、吊车梁翼腹板拼接:
除遵守上述原则外,还应注意:
吊车梁翼板、腹板中间三分之一长度范围不允许有拼接焊缝,其他部位上翼板有拼接焊缝的,吊车梁的上翼板的上表面对接焊缝处磨平;
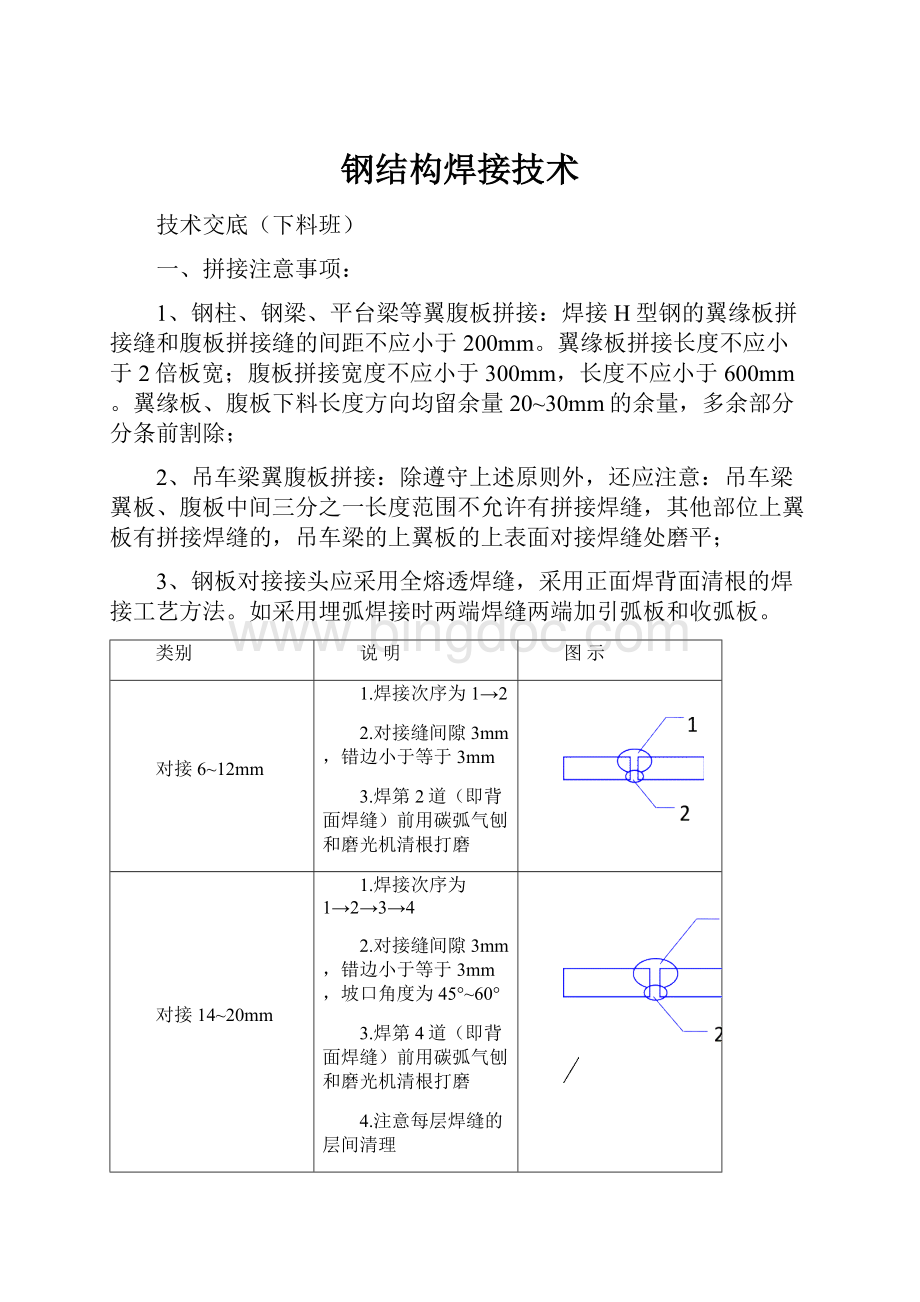
3、钢板对接接头应采用全熔透焊缝,采用正面焊背面清根的焊接工艺方法。
如采用埋弧焊接时两端焊缝两端加引弧板和收弧板。
类别
说明
图示
对接6~12mm
1.焊接次序为1→2
2.对接缝间隙3mm,错边小于等于3mm
3.焊第2道(即背面焊缝)前用碳弧气刨和磨光机清根打磨
对接14~20mm
1.焊接次序为1→2→3→4
2.对接缝间隙3mm,错边小于等于3mm,坡口角度为45°~60°
3.焊第4道(即背面焊缝)前用碳弧气刨和磨光机清根打磨
4.注意每层焊缝的层间清理
5、焊接结束后钢板降至室温温度时用超声波探伤仪对拼接焊缝进行无损探伤,对有缺陷的部位用气刨刨开重新焊接。
二、下料注意事项:
1、切割时留5~10mm切割边余料以防止边缘受热不均而变形,如果钢板为齐边不留切割边余料时则切割时应加热边缘以使板条受热均匀不发生弯曲。
2、钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱,不得有放炮及锯齿状波纹,切割局部缺口深度不得大于1.0mm,有缺陷的要及时修补打磨。
3、钢板下料后如有弯曲应进行校正,侧弯曲允许偏差L/1000且<10.0mm(L板条长度);腹板不平度当板厚δ≤14mm时,不大于3mm,当δ>14时,不大于2mm。
材质为Q345B的钢板在加热矫正后应自然冷却。
三、组立注意事项:
1、腹板中心偏移允许偏差2.0mm;翼板与腹板垂直度允许偏差b/100且<5.0mm(b板宽度);截面高度允许偏差±3.0mm;翼缘板与腹板拼接缝相互错开200mm以上;被磨平的吊车梁上翼板的表面背靠腹板;
2、点焊的起弧和熄弧均在距端部15mm或大于15mm处;点焊的长度40~60mm,焊角高度一般不宜超过5mm,点焊间距400~600mm,所组构件焊缝间隙不应大于1.5mm。
技术交底(门焊班)
埋弧焊接注意事项:
1、焊缝间隙过大时则先修补间隙(防止烧穿)或拒绝接收返回上道工序返修;
2、随时注意观察焊道是否偏移,发生偏移则向反方向调整焊丝;3、对存在焊道偏移,夹渣,缺肉或气孔缺陷的部位进行手工电弧焊补焊,保证补焊质量。
焊脚尺寸≥5mm。
技术交底(铆工班)
铆装注意事项:
(一)、准备工作:
1、铆装前应先通过机械校正和火焰校正将构件校直校正,使H型钢满足翼板垂直度允许偏差0~b/100且<3.0(b板宽度);扭曲允许偏差0~L/1500且<10.0;侧弯允许偏差0~L/1500且<10.0(L构件长度);
2、将筋板、摩擦板、柱底板等附件校平校直;
3、将牛腿、檩托等小单元用小型胎具铆焊好。
4、螺栓孔距允许偏差:
螺栓孔孔距范围
≤500
501~1200
1201~3000
>3000
同一组内任意两孔间距离
±1.0
±1.5
-
-
相邻两组的端孔间距离
±1.5
±2.0
±2.5
±3.0
备注:
⑴、在节点中连接板与一根杆件相连的所有螺栓孔为一组;
⑵、对接接头在拼接板一侧的螺栓孔为一组;
⑶、在相邻节点或接头间的螺栓孔为一组,但不包含上述两款规定的孔;
⑷、受弯构件翼缘上的连接螺栓孔,每米长度内的螺栓孔位一组。
(二)、钢梁(门式钢架)铆装:
1、地胎上按1:
1的比例放样,将檩托板和两端摩擦板等小件在地胎上定位好,特别要注意的是放样时有起拱要求的按设计起拱加20mm放样;放样结束后质检员检验做好记录;
2、在工作架上将校正好的构件依据下料图划线切割打坡口,划线时留2~3mm间隙,坡口开口向外,坡口角度为45°;开坡口的部位有和摩擦板连接处的翼缘板;
3、将打好坡口的构件放到地胎上,调整构件使各构件上翼缘板紧贴地胎上上翼缘板定位板,并要保证几节构件的上翼缘板在同一条直线上;
4、在构件上点焊摩擦板、檩托板、隅撑板、系杆板等附件,特别要注意的是在点焊摩擦板时各构件上翼缘板一定紧贴地胎上上翼缘板定位板且在同一条直线上;挂标示牌,并在摩擦板上书写杆件号;
5、在地胎上不方面点焊的附件,吊离地胎后引线点焊上
(三)、钢柱(门式钢架)铆装:
1、在工作架上将校正好的构件依据下料图划线切割打坡口,开坡口的部位有:
和柱底连接处的翼缘板、和摩擦板连接处的柱顶翼缘板、和钢柱连接处的牛腿上翼缘板;坡口开口向外,坡口角度为45度;
2、柱底板铆装:
以柱底板孔为参考找到柱底板安装中心线,铆装柱底板时使柱底板安装中心线和柱腹板中心线对齐;
3、摩擦板铆装:
以摩擦板孔为参考找到摩擦板安装中心线,铆装柱摩擦板时使摩擦板安装中心线和柱腹板中心线对齐,且保证以柱底板底面为基准摩擦板上的第一安装孔到柱底面的距离在允许偏差-5~+3.0mm范围内;
4、牛腿铆装:
铆装牛腿时保证牛腿上翼板上表面到柱底面底面的距离允许偏差±3.0mm,且和钢柱翼板垂直;
5、檩托板铆装:
注意檩托板三角加劲方向,尤其是通窗处;结合布置图安装拐角山墙处檩托;
6、挂标示牌,并在柱底板上书写杆件号;
(四)、吊车梁铆装:
1、在工作架上将校正好的构件依据下料图划线切割;
2、中部加筋板和上翼板顶紧铆装;
3、吊车梁端部有凸缘板的,凸缘板下部必须顶紧(底边和侧边垂直,此小件下料时采用半自动切割机切割),定位时以H型钢上翼板的上表面到凸缘板的下端为装配控制高度(允许偏差±2.0mm),凸缘板孔为参考找到其安装中心线和吊车梁腹板中心线对齐;
4、吊车梁端部有压板的,压板孔为参考找到其安装中心线和吊车梁腹板中心线对齐;
5、吊车梁的上翼板的上表面对接焊缝处磨平;
6、以一端为基准,划孔定位线,打样冲眼钻孔,钻孔时不戴手套,戴上保护镜;
7、挂标示牌;
技术交底(焊工班)
CO2体保护焊注意事项:
1、清理焊缝上的杂质;
2、注意焊接顺序(对称焊接),焊接速度均匀;
3、对接焊缝、钢梁翼板和摩擦板连接处、钢柱翼板和柱底板连接处、钢柱翼板和摩擦板连接处、牛腿上翼板和钢柱翼板连接处为全熔透性焊缝,采用正面焊背面清根的焊接工艺:
类别
说明
图示
角焊缝熔透焊
1.坡口角度为45°~60°;
2.焊接次序为1→2;
3.焊第2处(即背面焊缝)前用碳弧气刨和磨光机清根打磨;
4.注意每层焊缝的层间清理;
2
1
对接6~12mm
1.焊接次序为1→2
2.对接缝间隙3mm,错边小于等于3mm
3.焊第2道(即背面焊缝)前用碳弧气刨和磨光机清根打磨
对接14~20mm
1.焊接次序为1→2→3→4
2.对接缝间隙3mm,错边小于等于3mm,坡口角度为45°~60°
3.焊第4道(即背面焊缝)前用碳弧气刨和磨光机清根打磨
4.注意每层焊缝的层间清理
技术交底(抛丸班、喷漆班)
抛丸注意事项:
通常要求抛丸除锈等级达到Sa2.5,即钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑;
打磨喷漆注意事项:
1、将构件上的高强螺栓孔和现场焊接处用纸胶布封上,防止被喷上油漆;
2、按生产通知单要求喷涂油漆遍数喷漆,如无特殊要求漆膜厚度按一遍灰防漆达到40~50um.二遍60~70um;红丹漆一遍50~60um;二遍漆70~80um;
3、柱底板、摩擦板不喷油漆;
4、要求漆膜均匀,无误涂、漏涂、脱皮、返锈、流坠、龟裂、皱皮等;
5、次钢部分喷漆前需手工除锈,除锈等级达到St2.0,即钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
技术交底(次钢班)
次结构制作注意事项:
(一)、系杆制作(圆管类)
1、审图确定系杆所用的圆管的型号、长度,系杆连接板的型号,系杆两端的孔距;
2、拼接圆管,由于整根圆管的长度不符合图纸要求,需要拼接加长,拼接时加内衬,对口错边允许偏差0.1t(t圆管壁厚),且不大于3mm;留3~5mm焊接间隙;焊缝为熔透焊,焊后余高0~3mm,超于部分和焊瘤焊疤打磨好
3、预拼系杆连接板和封头板,采用胎膜点焊,保证垂直度;
4、复测系杆两端的孔距,符合要求后进行焊接。
(二)、柱撑制作(角钢类)
1、审图确定角铁的型号、ZC长度;
2、切割或拼接角铁,满足图纸要求长度,拼接角铁时45°斜接,中间留3~5mm间隙;
3、用电动钢刷对角铁背靠背面彻底除锈;
4、角铁背靠背面刷漆两遍;
5、先将ZC角铁垫板点焊到一侧角铁背靠背面上,再将另一侧角铁盖上,两端对齐后点焊垫板与另一侧角铁;
6、焊接角铁与垫板拼接焊缝;
7、依据图纸划线,打烊冲眼,打孔;
(三)、SC制作(圆钢类)
1、审图确定圆钢型号;
2、依据图纸要求长度切割或拼接圆钢,搭接长度为100mm;
3、将全丝截成300mm长,与圆钢拼接,搭接长度为100mm,保证总体长度满足图纸要求尺寸;
4、焊接拼接焊缝
(四)、Z\C型钢制作:
1、审图确定Z\C型号及用料规格;
2、钢带上架,调试设备,电脑编程;
3、开始生产,首件检验做记录,合格后批量生产;
4、生产过程中进行抽检。
(五)、质量要求:
1、构件长度L允许偏差±4mm;
2、构件两端最外侧安装孔距离允许偏差±3.0mm;
3、构件弯曲矢高允许偏差:
L/1000,且不应大于10mm;
4、截面尺寸允许偏差-2mm~+5mm;
5、角焊缝焊脚尺寸大于等于5mm。
技术交底(小件班)
小件制作注意事项:
(一)、下料:
1、柱底板下料:
板厚≤20mm可用剪板机剪切,板厚>20mm须火焰切割机切割;
2、摩擦板下料:
长度方向:
须火焰切割机切割,
宽度方向:
①、板厚≤20mm且宽度≤200mm可用剪板机剪切;
②、板厚≤20mm且宽度>200mm须火焰切割机切割;
③、板厚>20mm须火焰切割机切割;
3、吊车梁端部凸缘板:
靠近支座端须用切割机切割,其余部位可用剪板机剪切;
4、檩托板、系杆板、隅撑板、柱撑板、筋板、连接板、垫片(厚度≤20mm)等小件可用剪板机剪切;
5、做好首件检验及记录,过程进行抽检;
6、小件下料质量要求:
a)、气割零部件允许偏差:
①零件宽度长度允许偏差-3.0~+3.0mm;
②局部缺口深度≤1.0mm;
③割纹深度≤0.3mm;
④切割面平面度允许偏差0.05t(t为板厚)但不应大于2.0mm
⑤无割渣。
b)、剪切零部件允许偏差:
①零件宽度长度允许偏差-3.0~+3.0mm;
②边缘缺棱≤1.0mm;
③端部垂直度≤2.0mm;
④无毛刺;
(二)、制孔:
1、柱底板、摩擦板:
须数控钻打孔;
2、吊车梁端部凸缘板:
以靠近支座端为基准用数控冲进行打孔;
3、檩托板、系杆板、隅撑板、柱撑板、筋板、连接板、垫片等小件:
①、厚度≤16mm且孔径≤25.5mm时可用数控冲进行打孔,
②、厚度>16mm或孔径>25.5mm时禁用数控冲打孔,可用数控钻打孔;
4、做好首件检验及记录,过程进行抽检;
5、制孔质量要求:
螺栓孔孔距范围
≤500
501~1200
同一组内任意两孔间距离
±1.0
±1.5
 升级会员
升级会员 