SMT贴片机操作与编程说明指导书文召召.docx
《SMT贴片机操作与编程说明指导书文召召.docx》由会员分享,可在线阅读,更多相关《SMT贴片机操作与编程说明指导书文召召.docx(20页珍藏版)》请在冰点文库上搜索。
SMT贴片机操作与编程说明指导书文召召
SMT基础操作说明书,“鑫久盛”贴片机厂编写
软件系统:
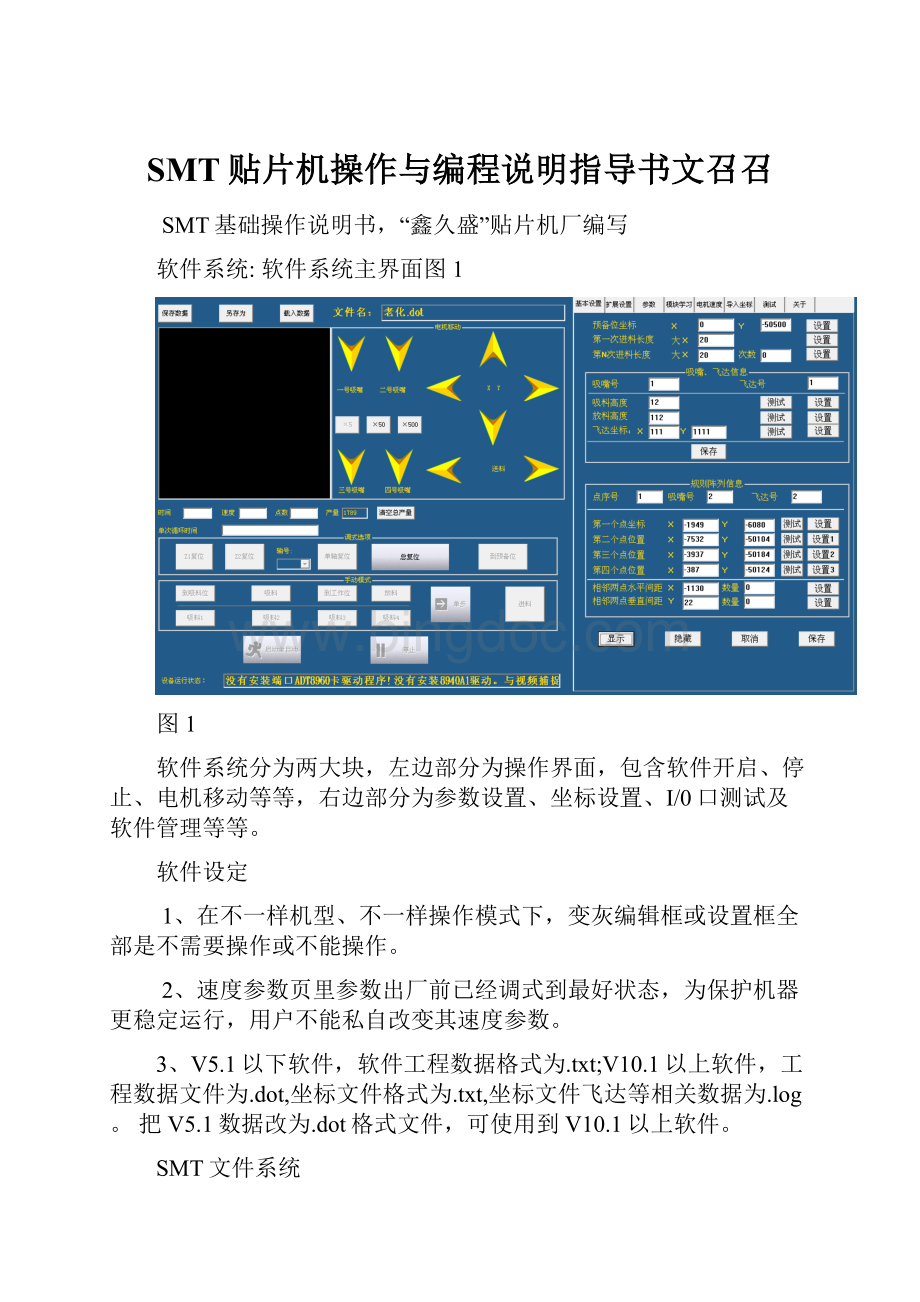
软件系统主界面图1
图1
软件系统分为两大块,左边部分为操作界面,包含软件开启、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。
软件设定
1、在不一样机型、不一样操作模式下,变灰编辑框或设置框全部是不需要操作或不能操作。
2、速度参数页里参数出厂前已经调式到最好状态,为保护机器更稳定运行,用户不能私自改变其速度参数。
3、V5.1以下软件,软件工程数据格式为.txt;V10.1以上软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。
把V5.1数据改为.dot格式文件,可使用到V10.1以上软件。
SMT文件系统
SMT文件系统提供一个很简单快捷操作模式,跟Window文件系统一样,用户能够进行复制、粘贴、删除、重命名文件等操作。
文件系统里保留了系统全部参数,文件系统又是独立,所以用户能够经过管理不一样文件,载入不一样基板参数,从而省去反复设置参数时间。
图1,在软件左上角,单击【载入数据】,载入材料参数数据,在文件名称栏里显示目前载入文件名。
修改好参数,单击【保留数据】,将保留系统全部数据到目前文件;同时也能够选择了【另存为】,保留为另一个文件。
文件系统操作技巧:
在重新做一个材料参数之前,把先前已存在参数文件复制一份,命名为该材料名称,然后再打开软件,载入该文件,从而达成快速制作参数目标。
电机移动
电机移动关键是为后面设置参数服务,选择【×5】X轴、Y轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm,【×500】则移动4mm。
快捷键:
键盘四个方向键,分别对应X轴Y轴四个方向,Delete和PgDnd对应送料电机两个方向,End是切换速度。
时间和速度
时间是系统后台计算贴装所选吸嘴个数单个周期时间,作为速度计算参考参数。
调式选项
调式选项关键是在参数设置和验证时使用。
需要强调是,在做吸料高度和放料高度以后一定先复位Z1和Z2轴后再移动X/Y轴,不然可能会把吸嘴撞坏。
警告:
打开软件以后,必需先复位。
停电并移动电机以后,必需要重启软件再复位,不然可能会出现撞击事故。
手动模式
手动模式包含【到吸料位】、【吸料】、【到工作位】、【放料】等选项,【单步运行】将反复实施以上操作。
操作技巧:
反复【到工作位】操作能够验证坐标设置正确度。
自动模式
自动模式包含全自动开始和停止按钮,另外机器上添加一个开启/停止机械按钮。
图1左下角是机器操作过程中出现多种提醒信息,用户能够依据这些提醒信息,了解机器目前运行情况。
参数设置
图2是基础参数设置页面,以下
图2
在介绍之前,首先强调基础参数和扩展参数里多种参数设置必需在移到目标位置之前先单击【设置】,移到目标位置以后再单击【确定】完成操作。
切忌不可移到目标位置以后再单击【设置】,接着单击【确定】。
预备位坐标:
此坐标位置是为愈加好观察吸嘴情况或别目标使用,通常在飞达右手边。
第一次进料长度:
此长度设置需确保最终贴一个吸嘴后,最右边机器装置不撞到X轴光耦位置。
复位后,经过移动送料电机进行位置调整。
第N次进料长度:
此进料长度为除第一次进料长度外,其它进料长度。
进料长度为参数页设置进料个数总长度(规则阵列工作模式下)。
吸嘴、飞达坐标和高度信息是全局数据,即不管是规则、模块和坐标导入模式等模式中共用这些信息,更改其中一个,其它全部会跟着改变。
依据不一样吸嘴号分别设置吸料高度和放料高度。
吸料高度:
吸嘴吸料高度。
移到飞达正上方后,经过调整Z1或Z2电机,适宜高度为吸嘴恰好贴到材料,切忌吸嘴把材料压下去过多。
放料高度:
放料高度为吸嘴把器件放到基板上时吸嘴高度。
移到基板正上方后,经过调整Z1或Z2电机,适宜高度为吸嘴压到材料后,再下去一点,直到能观察到吸嘴弹簧轻微弹起,切记弹簧不可压下去太多。
依据不一样吸嘴号和飞达(料站)分别设置飞达坐标(吸料位置):
选择吸嘴号移动到对应飞达位置,完成操作。
规则阵列信息:
点序号为每次循环打点次序;
吸嘴号为该点序号所要使用吸嘴;
飞达号是该点料位,即吸嘴所要吸料位置序号。
相邻两点水平间距X:
两个器件在水平方向中心距离。
数量为学习总数量。
移动到设置间距个数后,【确定】完成操作。
相邻两点水平间距Y:
两个器件在垂直方向中心距离。
数量为学习总数量。
移动到设置间距个数后,【确定】完成操作。
扩展设置
扩展设置页是部分功效扩展,图3和图3-1所表示:
图3-1
前馈,是为了消除机械装备过程中产生误差。
每录入一块基板参数全部需要学习以前馈系数,不然工作过程中可能出现上下左右规律性累积偏差。
X轴前馈系数:
复位,移到第一工作点后,单击【设置】,在垂直方向上移动最终一个器件,并对准最终一个器件,单击【确定】完成。
Y轴前馈系数:
跟X轴前馈操作一致,所不一样是,移动方向是在水平方向上。
送料板前馈系数:
以前馈关键在Y轴上进行修正。
设置方法为,进料移到参考点后(通常为第一点),连续进料,直到最终一次进料,此时会看到在Y方向上有上下偏差,修正此偏差,填入进料总数,单击【确定】即可完成。
停料板位置:
完成一整张基板贴片任务,送料板停留位置。
此位置是为更换材料方便而设置。
假如方向选择左边,将会停放在原点位置,不然停止在指定位置。
拼板/模块间距方向:
分为水平和垂直。
拼板/模块间距:
根据上一选项选择方向,假如为水平方向,学习X轴;如为垂直方向,学习Y轴。
原点赔偿:
在自定义模式下,全部参数录入全部是和唯一机械原点为参考点,当机械原点因某种原因改变时,为使原参数仍然能正常使用,特设置这一赔偿点。
使用原点赔偿前提条件是,必需确保全部坐标位置偏移量一致,不然仍然会出现偏差。
设置方法,移动一个目标位置后,发觉有偏差,单击【设置】,经过方向键移动电机到实际目标位置后,单击【确定】,完成操作。
图像系统选项:
假如使用含有图像系统软件版本,则含有此选项。
拍照稳定时间:
移动到位后,延时时间。
角度前馈:
机器自动修正后增加前馈。
图像位置:
四个吸嘴相对应于镜头位置。
参考点:
这一数据关键是为做数据方便而设置,通常设置在四号吸嘴对应第一点位置。
吸嘴到镜头:
吸嘴和镜头距离,先用视觉系统对应好一个参考位置,单击【设置】,然后把四号吸嘴移到该参考位置上,单击【确定】完成操作。
吸嘴间距图3-2:
吸嘴间距1:
D1。
吸嘴间距2:
D2。
吸嘴间距3:
D3
图3-2
参数页
参数页包含基板全部行列参数及其它信息,在进行全部坐标位置设置之前必需进行参数页正确设置。
其界面图4:
图4
机器型号:
机器出厂前就设定好参数,此参数只有管理人员能够改变。
工作模式:
分为模块学习、规则阵列和坐标导入。
运行模式:
分为正常模式和老化模式。
吸料稳定选项:
【开启】,每个吸嘴完成吸料后全部进行复位操作,不然就不进行复位。
通常情况下选择关闭。
特殊情况,如吸料高度常常改变,则选择开启。
放料稳定选项:
开启,完成每次放料,个吸嘴全部进行复位;关闭,放完材料才经行复位,即放好3号吸嘴,复位Z2,放好1号吸嘴,复位Z1;通常情况下,选择关闭选项,如1、3号吸嘴频繁出现不放料情况,则需选择开启此功效。
吸嘴数量:
吸嘴个数。
*掉料检测:
自动检测吸嘴吸料情况。
选为0,不检测;选1,检测一次,如没吸到材料,自动吸一次,如还没有吸到材料,系统将停机,手动上料后,继续运行;选2,检测两次,过程同1,多循环1次。
吸料选项:
1,吸嘴单个吸料;2,吸嘴每两个两个吸料。
飞达打开时间和飞达关闭时间,只有当多个吸嘴同时吸一个站位材料是才采取这一时间,通常情况下飞达打开时间为50,关闭时间为50~100;
稳定时间:
机器稳定时间,当机器震动较大时,可合适增加此参数以消除影响,提升精度,通常设置为20~50ms.
吸料时间:
吸嘴贴到器件后打开真空阀开始吸料,停留一定时间,然后吸嘴抬起,进行下一步操作,其间所停留时间就是吸料时间。
吸料时间长部分,有利于吸嘴吸料,但会影响速度,通常设置为30~70ms。
四个吸嘴能够单独设置。
放料时间:
吸嘴下降到基板位置后,关闭真空阀放开材料,等候器件完全放下后,吸嘴起来进行下一步操作,其间所等候时间就是放料时间。
放料时间长部分,有利于器件愈加稳定放到正确位置,但会影响到工作效率,通常设置为30~90ms。
四个吸嘴能够单独放置。
一行灯总数:
水平方向上,一行灯上总器件总个数,注意总数包含灯和电阻。
吸嘴数量:
规则阵列下使用吸嘴个数。
进料个数:
送料板每一次进料个数。
在大约23公分长度范围内所包含材料个数为最大进料个数,此为进料个数必需为吸嘴个数整数倍,比如4四吸嘴,进料个数只能为4、8、12、16、20、24等。
一个拼版行数:
一个拼版行数。
总行数:
一整版材料所包含行数。
角度旋转:
对应吸嘴旋转角度。
模块学习
此页面是在选择材料为模块学习时有效,不然无效。
其页面图5
图5
这里引入模块概念,模块是指在一个电路板里反复出现单元。
学习好一个单元后,就能够经过累加方法完成整个电路板贴装工作。
材料总数:
一个基板包含全部材料点数。
每次进料点数:
每一次进料包含点数。
一个模块循环次数:
贴好一个模块需要循环次数。
一个循环是指一次吸料和一次放料过程。
垂直方向模块数:
在垂直方向上模块数。
选择操作模式:
操作模式分为学习、查询和手动输入。
学习模式,是一个点一个点学习;查询模式,是为验证学习时各参数是否学习正确,如不正确,还能够边验证边修改,直到正确为止;手动输入模式,当知道某个点坐标位置后,能够手动输入参数。
模块循环序号:
一个模块里贴装循环序号,比如第1次,第2次等等。
目前循环总点数:
目前循环所贴装总点数。
目前点序号:
目前循环贴装工作次序。
*模板编号:
加装视觉系统后,目前点数和模板相对应。
飞达号:
目前点拾取材料所在飞达位置。
吸嘴号:
拾取目前飞达材料所使用吸嘴编号。
旋转角度:
目前吸嘴旋转角度。
飞达交换:
当某个飞达(料站)材料打完时,能够切换到别飞达;需要写入文件保留此交换信息,单击【写入】按钮完成操作。
查询和验证:
在模式选择为查询和验证时,输入模块循环序号、目前点序号等目标位置后,单击此按钮,吸嘴将会移动到该目标位置。
下一个点:
在模式选择为查询和验证时,输入模块循环序号、目前点序号等目标位置后,单击此按钮,吸嘴将会移动到目前目标位置下一个位置点。
坐标导入
坐标导入界面图6
载入坐标、保留坐标和另存为,是坐标文件载入和保留,文件格式为.txt格式;
载入数据、保留数据和另存为,是飞达和吸嘴等相关参数,文件格式为.log;
图像系数:
XY轴坐标转换为实际移动距离系数。
对准好第一点,单击【设置】,移动到X轴距离和Y轴距离尽可能大点上,并在坐标表上选择相对应点(切记要完成这步操作),最终【确定】完成。
X轴长度:
一次进料能工作最长X轴距离,横向模式时需要设置,纵向不需要做,图5-1。
图5-1
D为X轴长度,第N次进料也要送到SMT1_11,切记此时第N次送料长度跟以往全部不一样。
工作模式:
横向,一个拼版工作完在切换到另一个拼版,此时载入坐标文件仅为一个拼版坐标信息,而不是整版文件坐标信息;一次进料打不完全部坐标点材料必需选择横向模式。
纵向,垂直方向材料全部打好了,再进料,打完整版(拼版)材料,类似模块学习方法。
一次进料能打完全部坐标点材料,选纵向。
飞达交换:
当某个飞达(料站)材料打完时,能够切换到别飞达;需要写入文件保留此交换信息,单击【写入】按钮完成操作。
图6
图象页
图象页是含有视觉系统机器所特有操作页面。
图7,
目前数据,是指目前模板所匹配材料参数,包含分数、角度、X坐标和Y坐标。
搜索:
载入好模板以后,就能够搜索模板了。
模板参数:
搜索模板需要设置分数、百分比等信息。
创建模板:
将弹出创建模板对话框来创建一个模板;
编辑模板:
将弹出修改模板对话框来修改模板;
图像系数:
学习像素和实际移动距离系数。
加载模板:
为系统加载所需要模板。
删除模板:
删除系统不需要模板。
吸嘴位置:
吸嘴在图像标识位置。
图像1、2、3、4为分别对应四个吸嘴图像。
输入吸嘴号,选择好模板,单击【图像校正】,可进行示教校正。
图7.1
模板参数图7.2:
图7.2
参数参考值如上图,如需修改,可合适微量调整数值大小。
搜索数量为1,不能改变。
假如材料比较难识别,可合适降低最小分数,但提议最小不能超出600。
假如图像不清楚,能够合适增加边缘阀值和最短边缘,不然降低。
最小角度和最大角度不要设置太小,不然可能匹配不上,也不能设置太大,不然匹配会出问题,不能大于180°或小于180°。
假如材料有大小细微差异,最小百分比能够降到90左右,最大百分比120左右。
匹配模式只能选正常。
测试页
此页面是为调机用,图8:
输入信号:
各个光耦输入信号。
输出信号:
电磁阀输出信号。
图8
中间为验证操作,最下边为调机用选项,用户不需要操作。
相关页面
此页面关键内容是软件注册及企业基础信息。
图9
软件注册:
要正常使用本软件系统,需要注册,在授权使用时间内使用。
注册时,单击【生产随机码】,然后发给本企业,然后由企业提供注册码,贵企业得到注册码后,输入注册码,单击【注册】,完成软件注册。
图9
图讲解明
图10
图10为日光灯管示意图。
用规则阵列模式工作下,需要做关键数据以下:
DX:
相邻两点水平间距X;
DY:
相邻两点垂直间距Y;
DY2:
垂直方向,两拼板之间间距,不需要做水平方向拼版间距;
DXN1、DXN2为第N次送料长度
;
图11
图11为模组或软灯条示意图;
模组使用模块化学习工作模式,关键做数据以下:
DY:
垂直方向上,两模组之间间距;
DX:
水平方向上,两模组之间间距。
如此时用规则阵列模式,需要做关键数据为:
相邻两点水平间距X,不用做;
DY:
相邻两点垂直间距Y;
DX:
水平方向上,两模组之间间距,不需要做垂直方向拼版间距;
图12
图12为导入坐标模式电路板,整版坐标导入方法,工作模式选为横向,其关键数听说明为:
1,作为整版坐标导入,不需要做模块间距;
2,把不需要点坐标去掉,比如电路板右边焊盘;
3,不需要贴元件坐标也去掉,如大IC;
4,标识好第一点元件标号,图12第一点为D104,这个点对应软件坐标列表第一点;
5,标识好参考点坐标元件标号,图12D84,这一点图像系数学习是需要使用;
6,DX1为X轴长度,第N次送料也必需送到该位置,而不是以往送到下一个点;
7,学习赔偿系数时,需从第一点为参考点开始学习;
假如选为横向工作模式,即一条等打完,再去打另一条等,载入坐标文件只能是一条灯坐标,即图13所表示电路:
图13
1,此时需要做拼版垂直方向间距,不需要做水平方向间距。
图14
图14为导入坐标模式电路板,拼版坐标导入方法,关键数听说明为:
1,作为拼版坐标导入,需要做模块间距,垂直方向DY和水平方向DX;
2,标识好第一点元件标号,这个点对应软件坐标列表第一点;
3,标识好参考点坐标元件标号,图14R13,这一点图像系数学习是需要使用;
4,X轴长度,做长部分,应超出一个拼版最长长度,此时和第N次送料无关;
5,学习赔偿系数时,需从第一点为参考点开始学习。
 升级会员
升级会员 