锻造毛坯放量.docx
《锻造毛坯放量.docx》由会员分享,可在线阅读,更多相关《锻造毛坯放量.docx(16页珍藏版)》请在冰点文库上搜索。
锻造毛坯放量
中华人民共和国冶金工业部
部标准
YB3213—80
水压机锻件的余量与公差
北京(1980)
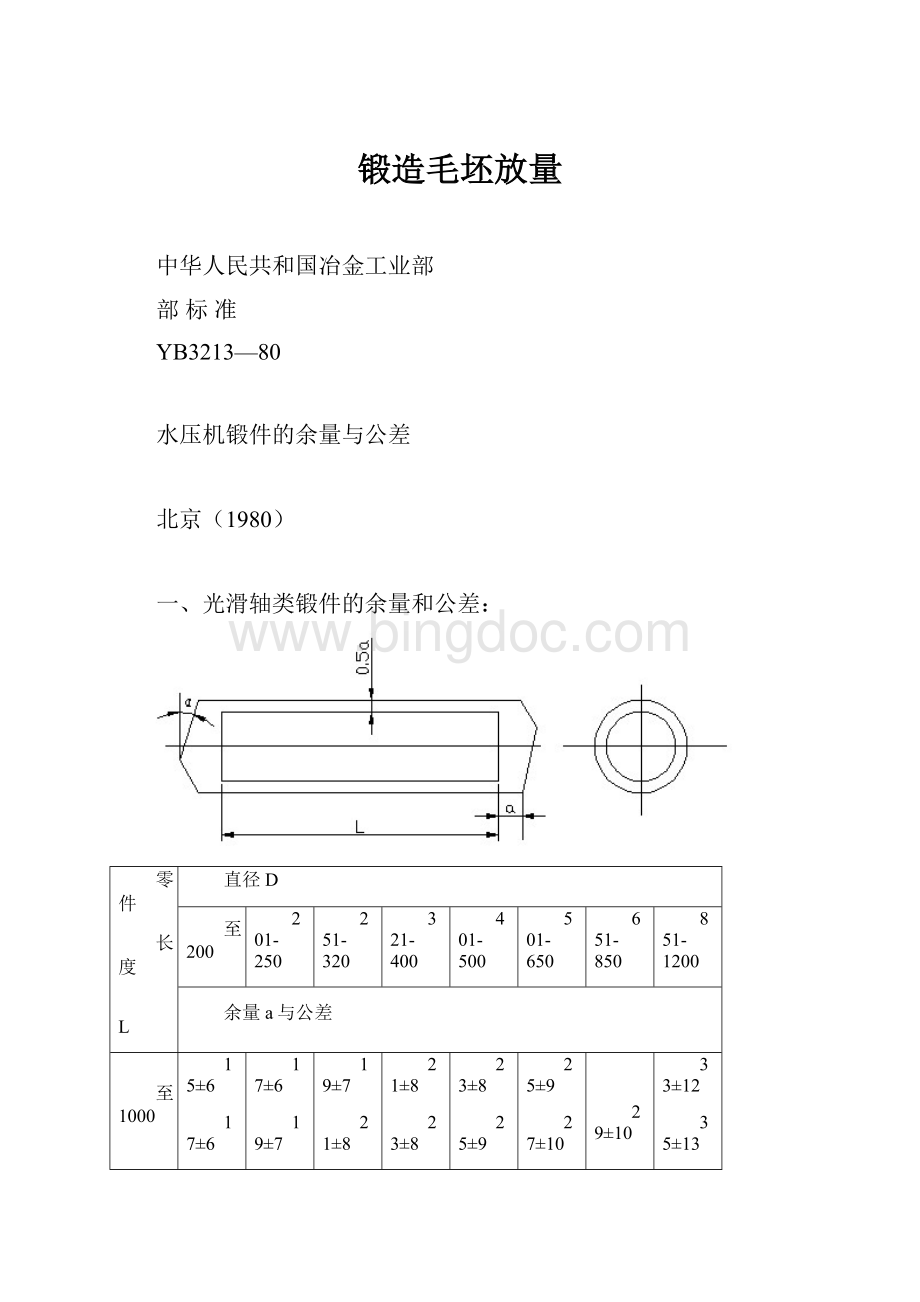
一、光滑轴类锻件的余量和公差:
零件
长度
L
直径D
至200
201-250
251-320
321-400
401-500
501-650
651-850
851-1200
余量a与公差
至1000
1001-1600
1061-2500
2501-4000
4001-6000
6001-9000
9001-12000
12001-15000
15±6
17±6
19±7
21±8
23±8
25±9
27±9
30±10
17±6
19±7
21±8
23±8
25±9
27±9
29±10
32±11
19±7
21±8
23±8
25±9
27±9
29±10
31±11
34±12
21±8
23±8
25±9
27±9
29±10
31±11
33±12
36±13
23±8
25±9
27±9
29±10
31±11
3312
35±13
38±13
25±9
27±10
29±10
31±11
33±12
35±13
37±13
40±14
29±10
31±11
33±12
35±13
37±13
39±14
42±15
33±12
35±13
37±13
39±14
41±15
44±15
注:
1、该表适用于长度L>1.5D的锻件.
2、斜面角α≤15°
3、L/D>20时,余量增加2~4㎜。
L/D>40时,余量增加5㎜。
二、矩形截面锻件。
零件
长度
L
边长AB
≤200
201-250
251-320
321-400
401-500
501-650
651-850
851-1200
余量a与公差
≤1000
1001-1600
1601-2500
2501-4000
4001-6000
6001-9000
9001-12000
12001-15000
18±7
20±7
22±8
24±8
26±9
30±11
34±12
38±13
20±7
22±8
24±8
26±9
28±10
32±11
36±13
40±14
22±8
24±8
26±9
28±10
30±11
34±12
38±13
42±14
24±8
26±9
28±10
30±11
32±11
36±13
40±14
44±15
26±9
28±10
30±11
32±11
34±12
38±13
42±14
46±15
28±10
30±11
32±11
34±12
36±13
40±14
44±15
48±16
32±11
34±12
36±13
38±13
42±11
46±15
50±17
36±13
38±13
40±14
44±15
48±16
52±18
注:
余量和公差决定于零件长度和最大边长。
当平板B/A>4时,则“B”的尺寸余量减少10-15%。
当平板B/A<1.5时,斜角α≤20°
当平板B/A>1.5时,斜角α≤30°
三、带有台阶和凹档的圆形轴锻件、
零件
长度
L
零件最大直径D
≤200
201-250
251-320
321-400
401-500
501-650
651-850
851-1200
余量a与公差
≤1000
20±7
23±8
21±7
24±8
23±8
26±9
26±9
29±10
29±9
32±12
32±11
35±13
1001-1600
21±7
24±8
23±8
26±9
26±9
29±10
29±10
32±11
32±11
31±12
34±12
37±13
37±13
39±13
40±14
43±14
1601-2500
23±8
26±9
26±9
29±10
29±10
32±11
32±11
35±13
34±12
37±13
37±13
39±13
40±14
43±11
42±15
45±15
2501-4000
26±9
29±10
29±10
32±12
32±11
355±13
34±12
37±13
37±13
39±13
40±14
42±14
43±15
45±15
45±16
48±17
4001-6000
29±10
32±12
31±11
34±13
33±12
36±13
36±13
39±13
39±19
42±14
42±15
45±15
45±16
48±17
48±17
50±17
6001-9000
32±11
35±13
34±12
37±13
36±13
39±13
39±14
42±14
42±15
45±15
45±16
48±17
48±17
50±17
51±18
53±18
9001-12000
36±1
39±13
38±14
41±14
40±14
43±14
43±15
45±15
46±16
48±17
49±17
50±17
52±18
55±18
54±19
57±18
12001-15000
40±14
43±14
42±15
45±15
44±15
47±17
45±16
48±17
47±17
50±17
50±18
53±18
55±19
57±18
58±20
60±20
注:
1、斜面角α≤15°
2、偏心轴可按表余量增大10-20%。
3、对于①用括号外的余量,对于②用括号内的余量。
四、实心圆柱,
零件
高度
H
尺寸D、A、B
251-300
301-400
101-500
501-650
651-800
801-1000
1001-1250
1251-1600
余量a与公差
≤250
22±8
24±8
26±9
28±10
30±10
32±11
34±12
36±12
251-400
26±9
28±10
30±10
32±11
34±12
36±12
38±13
401-500
24±8
28±10
30±10
32±11
34±12
36±12
38±13
40±14
501-800
26±9
30±10
32±11
34±12
36±12
38±13
40±14
44±15
801-1250
35±12
36±12
38±13
40±14
44±15
50±17
1251-2000
38±13
40±14
44±15
50±17
56±18
注:
余量和公差在下列条件下有效。
1、方条尺寸,0.28A≤H≤1.5A(块类)
2、圆柱和圆盘尺寸:
0.28D≤H≤1.5D(并,柱类)
3、当H<0.28D时,余量仍按此表规定,但允许有鼓形外形边缘。
4、锥形吸轮零件的余量与公差,按最大直径确定。
五、带孔圆并和方并锻件。
根据直径D、决定冲子的标准直径D2
D1
110-120
121-135
136-145
146-160
161-185
186-210
211-240
211-265
266-280
D2
10
15
80
10
15
90±
10
15
100±
10
15
110±
10
18
125±
10
18
150±
10
18
175±
10
20
200±
10
20
225±
D1
281-310
311-345
346-375
376-4000
401-430
431-460
461-510
511-560
561-610
D2
10
20
250±
10
20
275±
10
23
300±
10
23
325±
10
25
350±
10
25
375±
10
30
400±
10
30
450±
10
30
500±
注:
余量和公差在下列条件下有效。
1.圆形周边的高度H≤0.5D
2.方形周边的高度B≤A≤1.5B,H≤0.5B.
六、环形锻件。
零件
高度
H
零件直径D
≤800
801-1000
1001-1250
1250-1600
1601-2000
2001-2500
余量a与公差
≤250
251-400
401-650
651-1000
29±12
32±13
32±13
35±14
38±16
42±17
35±14
38±16
42±17
46±18
40±16
43±17
46±18
50±19
45±17
49±18
55±19
58±21
52±19
56±20
60±22
注:
余量和公差适用于下列条件下。
1、d≥0.5DH<D
2、薄壁圆环内径的余量根据具体情况可以增加10-20%.
3、扩孔后无法进行高度方向端面平整时,其高度H的单面余量为0.6a.
七、带孔圆柱锻件。
零件
总长
L
最大外径D
≤500
501-650
651-800
801-1000
1001-1250
1251-1600
1601-2000
2001-2300
余量a
≤1600
1601-2500
2501-4000
4001-6500
6501-10000
40±15
42±16
44±17
46±18
52±20
42±15
44±17
46±18
48±17
54±21
44±17
46±18
48±19
50±20
56±22
48±19
50±20
52±20
58±23
50±20
52±20
54±21
60±2
52±20
54±21
56±22
62±24
56±21
58±23
64±24
58±23
60±24
66±25
孔径D1
181~
240
241~
300
301~
340
341~
~400
401~
475
416~
550
551~
630
631~
720
721~
820
821~
930
931~
1030
1031~
1150
芯棒大头
直径①2
150
200
250
300
360
430
500
570
650
750
850
950
注:
1、依加工后的直径D1选择芯棒的名义尺寸D2
2、内径的加工余量根据芯棒的最大直径D2计算,
但由于芯棒有锥度(1:
100)允许余量增大
3、若圆柱加工后的内径尺寸D1<180㎜时,则锻成实心圆棒。
八、模块
长度
L
尺寸A、B
≤320
321-400
401-500
501-650
651-800
801-1000
1001-1250
1251-1600
余量a与公差
≤200
24±10
26±11
28±12
201-320
26±11
28±12
30±13
32±13
34±14
321-500
28±12
30±13
32±13
34±14
36±15
39±16
501-800
32±13
34±14
36±15
38±16
41±17
44±18
45±19
801-1250
36±15
38±16
41±17
44±18
47±19
50±20
1251-2000
38±19
20
17
40±
42±18
45±19
50±20
53±20
注:
1、黑皮模块的尺寸公差按车表相应尺寸的公差。
2、如端部尺寸不够平整时,长度L的单面余量可为a。
零件
总长
L
尺寸A、B、B
300-400
401-500
501-650
651-800
801-1000
1001-1250
1251-1600
余量a与公差
≤650
30±10
651-800
38±18
801-1000
36±12
42±14
44±14
46±15
1001-1250
40±13
44±14
46±15
48±16
50±16
56±18
58±19
1251-1600
42±14
48±16
50±16
58±19
58±19
66±21
1601-2500
53±17
62±20
62±20
68±22
十、单拐曲轴。
图见<锻工手册>
曲拐
长度
L
曲拐高度H
≤250
251-320
321-400
b
h
l
b
h
l
b
h
l
321-400
401-500
501-650
651-800
801-1000
23±7
30±9
40±13
25±8
25±8
27±12
34±11
36±12
38±12
44±14
46±15
46±16
29±9
32±10
34±11
36±12
38±12
36±12
38±12
40±13
42±14
44±11
55±16
53±17
56±18
58±19
60±20
曲拐
长度
L
曲拐高度H
401~500
501~650
651~800
b
h
l
b
h
L
b
h
l
321-400
401-500
501-650
651-800
801-1000
30±10
33±11
35±11
38±12
40±13
40±13
42±14
44±14
47±15
52±17
57±18
59±19
61±20
63±21
65±21
35±11
38±12
40±13
42±14
44±14
47±15
49±16
51±17
53±17
55±18
63±21
65±21
67±22
69±23
71±23
40±13
43±13
45±15
47±19
49±16
52±17
54±18
56±18
58±19
60±20
68±22
70±23
72±24
74±24
77±25
注:
1、曲拐斜面的角度≤15°
2、切头斜面不得妨碍中心孔的位置。
3、余量a根据锻件最大断面部的标准放大20%。
十一、在同一个平面的拐曲轴
曲拐
长度
L
曲拐高度H
250以下
251-320
321-400
b
h
l
b
h
L
b
h
l
321-400
401-500
501-650
651-800
801-1000
34±11
40±13
50±18
37±12
39±13
41±13
46±15
49±16
51±17
62±20
65±20
67±22
43±14
45±15
47±15
49±16
57±17
54±18
56±18
57±19
59±19
62±3
71±23
73±24
77±25
80±26
83±27
曲拐
长度
L
曲拐高度H
401-500
501-650
651-800
b
h
l
b
h
L
b
h
l
321-400
401-500
501-650
651-800
801-1000
47±15
50±16
53±17
55±18
57±19
60±20
63±21
66±22
68±22
70±23
79±26
84±28
89±29
92±30
94±31
56±18
58±19
59±19
63±21
71±23
74±24
76±25
79±26
92±30
95±31
97±32
100±33
64±21
67±22
69±23
80±26
83±27
85±28
101±35
105±35
109±36
注:
1.曲拐斜面的角度≤15°
2.切头斜面的角度不得妨碍中心孔的位置
3.界于两拐间的轴颈的最小锻造长度需视每个锻造的个别情况,按水压机锻造工艺确定。
 升级会员
升级会员 