电机过程检验规程.docx
《电机过程检验规程.docx》由会员分享,可在线阅读,更多相关《电机过程检验规程.docx(22页珍藏版)》请在冰点文库上搜索。
电机过程检验规程
电机过程检验规程
————————————————————————————————作者:
————————————————————————————————日期:
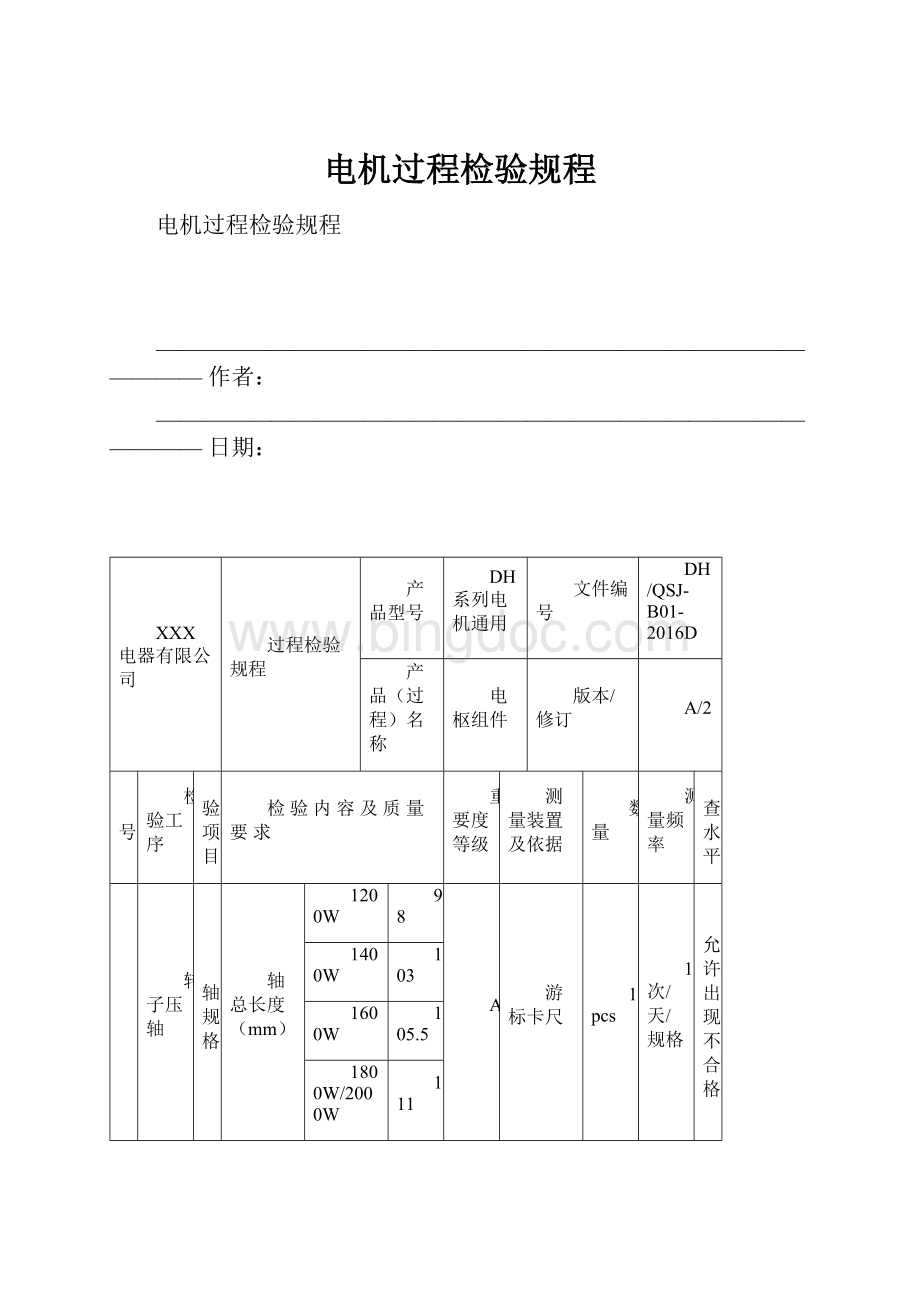
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
电枢组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
1
转子压轴
转轴规格
轴总长度(mm)
1200W
98
A
游标卡尺
1pcs
1次/天/规格
不允许出现不合格
1400W
103
1600W
105.5
1800W/2000W
111
转子铁芯
规格
铁芯厚度(mm)
1200W
22
A
游标卡尺
1pcs
1次/天/规格
1400W
23.5
1600W
27
1800W
29
2000W
31.5
铁芯与光轴端面距离
铁芯与光轴端面距离(mm)
1200W
40.5±0.10
A
游标卡尺
8pcs
1次/两小时
1400W/1600W
41±0.10
1800W/2000W
42±0.10
外观
转轴光滑,无损伤、变形。
C
目测
8pcs
1次/两小时
压入后,转子无歪斜、轴无拉毛、铁芯无翘片。
B
目测
8pcs
1次/两小时
量规校检验
40.5±0.1mm(1200w);41±0.1mm(1400W、1600W);42±0.1mm(1800W、2000W)
A
游标卡尺
1pcs
1次/天/规格
2
压端齿板、换向器
端尺板规格
总高度尺寸(mm)
13(1200W);13.5(1400W);13.8(1600W/1800W/2000W);
A
游标卡尺
1pcs
1次/天/规格
换向器规格
总高度尺寸(mm)
16.5(1200W/1400W);17.5(1600W)20(1800W/2000W)
A
游标卡尺
1pcs
1次/天/规格
轴端与换向器端面距离
12±0.1(1200W/1400W);11±0.1(1600W);
9.5±0.1(1800W/2000W)
A
游标卡尺
3pcs
1次/两小时
外观
换向端面无黑色材料脱落,端齿板无错位、不松脱;与铁芯贴紧,端齿板颜色与电压相符;
B
目测
3pcs
1次/两小时
量规校检验
12±0.1(1200W/1400W);11±0.1(1600W);
9.5±0.1(1800W/2000W)
A
游标卡尺
1pcs
1次/天/规格
角度
换向器钩中心与铁芯槽中心对准,检具能够插入
A
检具
3pcs
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
电枢组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
3
转子插槽衬
外观
槽衬长度与两端齿板平齐或微低于两端齿板。
B
目测
3pcs
1次/两小时
不允许出现不合格
槽衬无漏插、无歪斜、无破裂。
两端齿板无被擦伤现象(无白色粉末)
B
目测
3pcs
1次/两小时
槽衬长度
1200W
27
公差(0,-1)单位mm
B
游标卡尺
3pcs
1次/两小时
1400W
28.5
1600W
32
1800W
34
2000W
36.5
4
转子绕线
外观
漆包线表面无损伤,绕组不松散;
B
目测
3pcs
1次/两小时
漆包线无漏钩、错钩,挂钩不到底及绕出绝缘纸外、槽外。
B
目测
3pcs
1次/两小时
绕线张力
从绕线机末端沿转子中心线拉力必须符合下列要求:
漆包线直径-拉力(单位:
mm-N):
B
拉力器
1pcs
1次/天/规格/维修
1200W
φ0.35
6.3-7.3
1400W
φ0.36(φ0.38)
7.0-8.0
1600W
φ0.40
8.0-9.5
1800W
φ0.42
13.0-14.5
2000W
φ0.45
14.5-16.5
5
转子插槽楔
外观
槽楔无漏插,不歪斜,无断裂插半槽现象。
组件无损伤、变形。
B
目测
3pcs
1次/两小时
槽楔长度
1200W
27
公差±1,单位mm
B
目测
3pcs
1次/两小时
1400W
28.5
1600W
32
1800W
34
2000W
36.5
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
电枢组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
6
换向器点焊
外观
换向器钩子压平且直,无偏移、无漏焊、无深压坑;漆包线漆层完全熔化呈光亮;
A
目测
3pcs
1次/两小时
不允许出现不合格
换向器点焊处必须有明显的变色区,换向器其它表面无灼伤及周围大面积轻微烧焦。
A
目测
3pcs
1次/两小时
铜钩点焊有倾角,不许过偏、斜歪。
A
目测
3pcs
1次/两小时
焊接强度
用手拨换向器焊接位置,是否有“滴”的声音声音、AN,并用20倍显微镜检查焊接是否牢固
A
目测、显微镜、手拨
1pcs
1次/两小时
7
电枢中检
效验电脑检测台
用不合格样品在电脑检测台上检测,检验应与样品相符,且有报警声。
A
电脑检测台、样品
3pcs
2次/天
外观
绕组整齐,槽衬、槽楔无漏插或插槽外现象;
A
目测
3pcs
1次/两小时
换向器压钩平整,无偏移、无歪斜、无漏压。
A
目测
3pcs
1次/两小时
耐压(漏电流)
带电体与铁芯:
高压1500V,1秒漏电流<2mA
A
电脑检测台
3pcs
1次/两小时
绝缘电阻
带电体与铁芯:
绝缘电阻>50MΩ
A
1次/两小时
片间电阻
每相邻换向器片间电阻R(10只平均)±3.5%范围
A
1次/两小时
焊接电阻
换向器每钩焊接电阻<0.1MΩ
A
1次/两小时
匝间电压
绕组匝间施加1500V交流电压波形(10只平均)样比>95%
A
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
电枢组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
8
压开口档圈
牢固
压入后,开口档圈无转动、无破碎、无断裂。
目测
B
3pcs
1次/两小时
不允许出现不合格
方位
开口档圈压入位置正确,光面朝外。
目测
B
3pcs
1次/两小时
外观
无毛刺、无漏压
目测
B
3pcs
1次/两小时
9
滴漆
外观
滴漆量饱满均匀,绕组两端部无明显差异;
目测
C
3pcs
1次/两小时
换向器长槽内无流漆;
目测
B
3pcs
1次/两小时
铁芯外圈无流漆;
目测
B
3pcs
1次/两小时
开口档圈表面无流漆;
目测
B
3pcs
1次/两小时
漆包线无损伤;
目测
A
3pcs
1次/两小时
铁芯温度
预热段转子出来后,铁芯表面温度为90-95℃
红外线测温仪
A
3pcs
1次/两小时
烘箱温度
1#:
预热温度:
115-125℃;固化温度:
125-135℃;凝胶温度:
125-135℃;2#:
:
预热段/110-120℃;固化段/115-125℃;凝胶段/115-125℃。
红外线测温仪
A
2次/班
滴漆量(转子烘干后)
型号
滴数
重量(g)
天平称
A
1次/天/规格(滴数)
前
后
左
右
1200W
62-72
32-42
相同
5.5-6.5
1400W
67-77
35-45
相同
6-7
1600W
72-82
40-50
相同
6.5-7.5
8pcs
2次/天/规格(重量)
1800W/2000W
80-90
48-58
相同
7.5-8.5
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
电枢组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
10
精车
车削长度
11-11.8mm(1200W、1400W);12.5-13.3mm(1600W);
13-13.6mm(1800-2000W)
A
游标卡尺
3pcs
1次/两小时
不允许出现不合格
车削后外径
φ23.2±0.1mm
A
3pcs
1次/两小时
外观
车削后无明显毛刺,刷后绝无毛刺。
A
目测
3pcs
1次/两小时
车削后圆度
圆度≤3μm;
A
千分表
3pcs
5只/小时
11
动平衡
动平衡检测
机器检测“良品”,则为合格品。
A
电枢自动修正器
3pcs
1次/两小时
电枢校正后动不平衡量≤40mg.
A
动平衡检测设备
3pcs
1次/两小时
12
压轴承、防尘垫片
缺件
轴承2只、防尘垫片1只压入电枢。
B
目测
3pcs
1次/两小时
方位
压入方位正确。
轴承置于转轴两边端,塑面相对,防尘垫片凹面贴于换向器。
C
目测
3pcs
1次/两小时
轴承尺寸
两轴承内端面距离尺寸(mm):
1200W--84±0.1;1400W--89±0.1;1600W—91±0.1;1800W/2000W—95±0.1。
A
游标卡尺
1pcs
1次/天/规格
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
定子组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
13
插骨架
定子厚度
1200W:
22+0.35-0.15mm
1400W:
23.5+0.35-0.15mm
1600W:
27+0.35-0.15mm
1800W/2000W:
31.5+0.35-0.15mm
B
游标卡尺
3pcs
1次/两小时
不允许出现不合格
骨架
骨架装入定子铁芯要吻合,无飞边等注塑不良
B
目测
3pcs
1次/两小时
14
定子绕线
外观
绕组整齐,不绕出骨架,线与铁芯爬电距离>3mm;漆膜无擦伤;四线头均嵌入小爪子内.
B
目测
3pcs
1次/两小时
绕线张力
从绕线机末端沿转子中心线拉力必须符合下列要求:
漆包线直径-拉力(单位mm-N):
A
拉力器
1次/天/规格/维修
1200W
φ0.65
30-35
1400W
φ0.68
30-35
1400W
φ0.70
35-40
1600W
φ0.72
35-40
1600W
φ0.74
40-45
1800W
φ0.75
40-45
1800W
φ0.80
45-50
2000W
φ0.85
60-65
15
绕组电气强度
耐压测试
漏电流:
2mA;电压:
1.8KV/1S
A
高压测试仪
3pcs
1次/两小时
16
温控器连接
规格
1200W/1400W/1600W:
17AM-D105°
1800W/2000W:
17AM-D115°
A
目测
1pcs
1次/天/规格
连接位置
温控器的金属层平紧的贴于定子绕组面,左右位置正确。
B
目测
3pcs
1次/两小时
扎带
扎带位置正确并扎紧。
B
目测
3pcs
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
定子组件
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
17
定子压入机壳
方位
定子压入方向、位置正确,无高低倾斜。
B
目测
3pcs
1次/两小时
不允许出现不合格
角度
符合工艺要求
A
目测
5pcs
1次/班
深度
铁芯下口紧贴机壳小凸搭子。
B
目测
3pcs
1次/两小时
18
导风轮、端盖联接
外观、牢固
导风轮表面光滑,无发黄、缺料;端盖无锈斑、变形;螺钉联接牢固到位无变形。
C
目测、手测
3pcs
1次/两小时
电枢.导风轮.垫片
方位
8件零部件的装配放置符合工艺卡要求,无漏放、错放、移位。
B
目测
3pcs
1次/两小时
轴套.风叶
转动灵活度
风叶安装平整与导风轮间隙均匀;螺母拧紧后,电枢连同风叶转动灵活、平稳,无异音及卡死现象。
B
目测、手测
3pcs
1次/两小时
螺母.装配
19
风罩压入
平整
风罩压入平整到位,无倾斜,风罩无凹陷。
B
目测
3pcs
1次/两小时
20
紧螺母.轴承上胶水
牢固
螺钉拧紧不松动。
B
手测
3pcs
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
总装
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
21
放波型垫片
缺件
机壳轴承室波形垫片无漏放。
B
目测
3pcs
1次/两小时
不允许出现不合格
端盖、机壳联接
漆包线
电枢、风罩组合放入机壳内无大移动,漆包线无擦伤;
C
目测
3pcs
1次/两小时
牢固、转动灵活
螺钉联接牢固,固定力矩范围5~10N.m;手指拨动带垫螺母转子能轻松转动
A
手测,力矩螺丝刀
3pcs
1次/天/规格
22
焊片、碳刷点焊
规格
碳刷:
1200W/1400W6.5×10.5×32;1600W6.5×11.5×32;1800W/2000W(旧)6.5×11.5×38;1800W/2000W(新)6.5×12×38;尾线均为46±1mm
A
游标卡尺
1pcs
1次/天/规格
弹簧:
1200Wφ7.6×70;1400W/1600W/1800W(旧)/2000W(旧):
φ8×85;1800W(新)/2000W(新):
φ8.2×90
A
1pcs
1次/天/规格
点焊长度、牢固度
尾线点焊长度2~3mm,焊点居中心;碳刷辫能承受2Kg拉力不脱落。
A
目测、重锤
3pcs
1次/两小时
23
塞碳刷、盒封口
安装方向、灵活度
碳刷塞入方向正确;铜盒封口紧密;碳刷与铜盒配合不过紧,伸缩灵活。
B
目测、手测
3pcs
1次/两小时
24
装电刷架、打螺钉
平整、牢固
碳刷架与机壳装配平整,无倾斜;螺钉联接牢固,固定力矩范围10~13N.m;碳刷伸缩无卡阻。
A
手测,力矩螺丝刀
20pcs
1次/天/规格
25
定子线套管.挂线
套管长度、位置
套管套入长度适中,挂钩位置正确,无漏套、漏挂。
C
目测
3pcs
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXX电器有限公司
过程检验规程
产品型号
DH系列电机通用
文件编号
DH/QSJ-B01-2016D
产品(过程)名称
总装
版本/修订
A/2
序号
检验工序
检验项目
检验内容及质量要求
重要度等级
测量装置及依据
数量
测量频率
检查水平
26
定子线点焊.剪线头
设置
点焊机设置:
焊接热量数值:
25-35
焊接时间数值:
25-35
B
目测
1pcs
1次/天/规格
不允许出现不合格
焊接强度
焊点牢固,漆包线不移动。
焊片闭合裹住漆包线无缝隙,无虚焊。
拨开焊片,漆包线焊片裹住部分应脱漆,有漆皮脱起现象。
A
目测、显微镜、手拨
1pcs
1次/两小时
线头剪切
线头沿焊片剪平。
B
目测
3pcs
1次/两小时
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 