过程检验规范.doc
《过程检验规范.doc》由会员分享,可在线阅读,更多相关《过程检验规范.doc(8页珍藏版)》请在冰点文库上搜索。
XXXXXX铁塔科技股份有限公司质量管理体系文件
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
1适用范围
本标准规定了输电线路铁塔过程质量检验项目、技术要求、记录方案。
2记录方案
2.1所有产品的生产过程检验均应有记录,其中主件的组装、焊接要做出详细的数据记录,其余的只记录检验结果。
2.2主件是指受力较重、精度较高、影响最终产品质量的部件。
2.2.1输电线路铁塔的主要件是主材和塔脚。
2.3记录的项目以检验记录上所列项目为准,未列项目只检验不作记录。
3、输电线路铁塔检验规范,及执行标准。
(以下标准引用的数据为:
GB/T2694--2003及GB50205-2001中的相关数据)
3.1放样、下料和切割检验规范
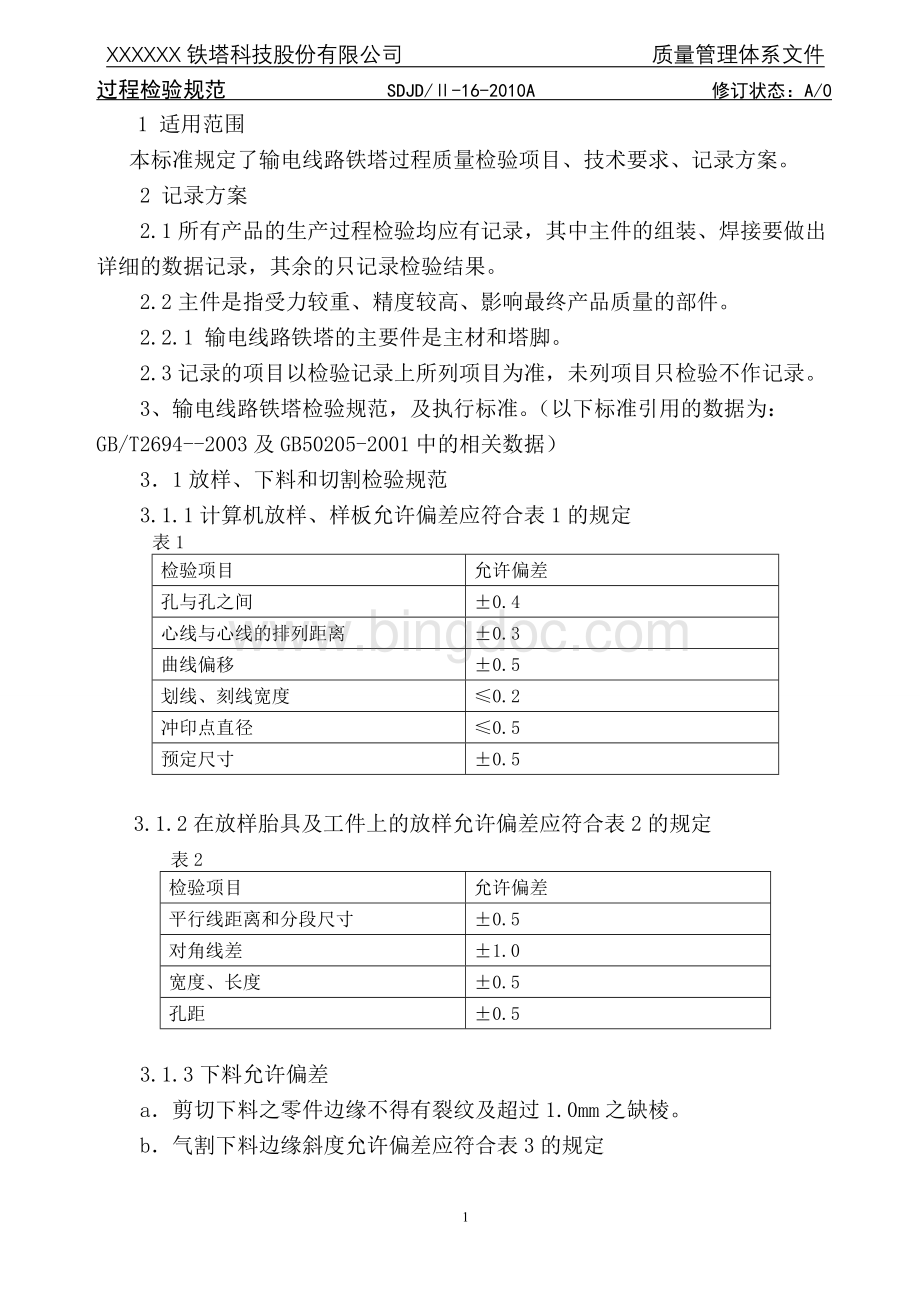
3.1.1计算机放样、样板允许偏差应符合表1的规定
表1
检验项目
允许偏差
孔与孔之间
±0.4
心线与心线的排列距离
±0.3
曲线偏移
±0.5
划线、刻线宽度
≤0.2
冲印点直径
≤0.5
预定尺寸
±0.5
3.1.2在放样胎具及工件上的放样允许偏差应符合表2的规定
表2
检验项目
允许偏差
平行线距离和分段尺寸
±0.5
对角线差
±1.0
宽度、长度
±0.5
孔距
±0.5
3.1.3下料允许偏差
a.剪切下料之零件边缘不得有裂纹及超过1.0mm之缺棱。
b.气割下料边缘斜度允许偏差应符合表3的规定
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
表3
钢板厚度
边缘斜度允许偏差
≤20
1.0
22-34
1.5
≥36
2.0
c.钢管下料端面斜度允许偏差应符合表4的规定
表4
钢管外径
斜度允许偏差
≤95
1.0
102-168
1.5
180-377
2.0
≥402
2.5
d.板材下料长度或宽度允许偏差应符合表5的规定
表5
下料长度或宽度
允许偏差
<600
±2.0
600-1500
±2.0
>1500
±2.0
e.圆钢、钢管及各类型钢,下料长度允许偏差应符合表6的规定
表6
下料长度
允许偏差
<1000
±2.0
1000-5000
±2.0
>5000
±2.0
3.1.4切割的允许偏差应符合表7的规定
表7
检验项目
允许偏差
角钢及钢板边缘斜度
t/8(t为角钢或钢板的厚度)
角钢两面剪切倾斜
≤3b/100且不大于3.0(b为角钢肢宽)
角钢顶端及边缘剪切拉角
1.0
3.2.制孔检验规范
3.2.1螺栓孔的边缘不应有裂纹、飞刺和大于1.5mm的缺棱。
3.2.2制孔的允许偏差应符合表8的规定
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
表8
检验项目
允许偏差
孔直径
≤17.5
+0.5
>17.5
+0.7
孔形椭圆度(最大和最小直径之差)
0-1.2
孔中心线倾斜
0-0.3
相邻两孔孔距
±0.5
端孔的端距
±1.0
任意两组孔距
±1.0
节点板处孔距
±1.0
接头孔的孔距
±0.7
3.3几何尺寸检验规范
3.3.1单元塔节及单根构件长度允许偏差应符合表9的规定
表9
检验项目
允许偏差
单根构件长度≤5000
±2.0
单根构件长度>5000
±3.0
相同编号的塔柱间长度
1.0
3.3.2单元塔节整体弯曲矢高不得大于全长L的1/1000;主柱及横杆局部弯曲不得大
于被测长度的L/750;斜腹杆局部弯曲不得大于被测长度的L/350;有焊接节节点的平台梁局部弯曲不得大于被测长度的L/500。
3.3.3法兰盘允许偏差
a.法兰平面偏斜与设计平面正切值不得大于L/边宽。
b.法兰盘平面由若干单独法兰盘组成时,在螺栓孔范围内缝隙不得超过1.0mm;在法兰盘边缘处缝隙不得超过1.2mm。
c.法兰盘平面为整块时,在螺栓孔范围内缝隙不得超过1.2mm;在法兰盘边缘处缝隙不得1.5mm。
d.较复杂钢塔底节与塔靴连接之法兰盘,缝隙不得超过2.0mm。
e.法兰盘平面相对应的螺栓孔中心距偏差不得超过2.0mm。
3.4焊缝检验规范
3.4.1对于重要部位或设计要求的焊缝按GB50205-2001的规定二级检验;对于其它部位或设计无要求的焊缝按GB50205-2001的规定进行三级检验。
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
3.4.2焊缝质量在外观上应符合下列要求
a.具有平滑的细鳞形表面、无折皱、间断和未焊满的陷槽,并与基体金属平滑连接。
b.焊缝金属应细密无裂纹、夹渣等缺陷。
c.焊缝咬边深度不得超过0.5mm,累计总长度不得超过焊缝长度的10%。
d.对于施焊困难的地方或焊缝高度大于10mm时,焊缝咬边深度不得超过1.0mm,累计总长度不得超过焊缝长度的25%。
e.焊缝最大宽度和最小宽度的差值,在任意50mm焊缝长度范围内偏差值4.0mm,整个焊缝长度范围偏差值5.0mm。
f.焊缝余高应符合表10的规定
表10
焊接方法
焊缝形式
焊缝宽度
焊缝余高
Cmin
Cmax
手弧焊及气保焊
Ⅰ形焊缝
b+4
b+8
平焊:
0-3
其余:
0-4
非Ⅰ形焊缝
g+4
g+8
注:
表中b值为符合GB985、GB986标准要求的实际装配值。
g.焊缝边缘直线度,在任意300mm连续焊缝长度内,焊缝边缘沿缝轴向的直线度应符合表11的规定。
表11
焊接方法
焊缝边缘直线度偏差值
手工电弧焊及气体保护焊
3.0
h.焊缝表面凹凸,在焊缝任意25mm长度范围内,焊缝余高hmax-hmin允许偏差2.0mm。
i.角焊缝焊角尺寸偏差应符合表12的规定
表12
焊接方法
尺寸偏差
K≤12
K>12
手工电弧焊及气体保护焊
+3.0
+4.0
j.焊缝质量等级缺陷分级应符合表13的规定
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
表13
焊缝质量等级
一级
二级
三级
内部缺陷超声波探伤
评定等级
Ⅰ
Ⅱ
--
检验等级
B级
B级
--
探伤比例
100%
20%
--
外观
缺陷
未焊满(指不足设计要求)
不允许
≤0.2+0.02t
且≤1.0
≤0.2+0.04t
且≤1.0
每100mm焊缝内缺陷总长小于等于25mm
根部收缩
不允许
≤0.2+0.02t
且≤1.0
≤0.2+0.04t
且≤1.0
长度不限
咬边
不允许
≤0.05t且≤0.5,连续长度≤100mm且焊缝两侧咬边总长≤10%焊缝全长。
≤0.1t且≤1.0,长度不限
裂纹
不允许
弧坑裂纹
不允许
允许存在个别长≤5.0mm的弧坑裂纹
电弧擦伤
不允许
允许存在个别电弧擦伤
飞溅
清除干净
外观
缺陷
接头不良
不允许
缺口深度≤0.05t且≤0.5mm
缺口深度≤0.05t且≤1.0mm
焊瘤
不允许
表面夹渣
不允许
深≤0.2t,长≤0.5t且≤20.0mm
续表13
焊缝质量等级
一级
二级
三级
外观
缺陷
表面气孔
不允许
每50mm焊缝内允许直径≤0.4t,且≤3.0mm气孔2个;孔距≥6倍孔径
角焊缝厚度不足(按设计焊缝厚度计)
--
≤0.3+0.05t且≤2.0每100mm焊缝内缺陷总长≤25mm
注:
1.超声波探伤用于全熔焊,其探伤比例按每条焊缝长度的百分数计,且≥200mm。
2.除注明角焊缝缺陷外,其余均为对接,角接焊缝通用。
3.咬边如经磨削修整并平滑过渡,则只按焊缝最小允许厚度评定。
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
3.5清根、铲背和坡口检验规范
3.5.1清根、铲背和坡口允许偏差应符合表14的规定
表14
项次
检验项目
允许偏差
1
清根
6<d≤10
+0.8
-0.4
10<d≤16
+1.2
-0.4
d>16
+2.0
-0.6
角钢铲背圆弧半径
+2.0
0
2
坡口
开角
±5°
钝边
±1.0
3.6成品矫正检验规范
3.6.1成品矫正后允许偏差应符合表15的规定
表15
项次
检验项目
允许偏差
1
角钢项端直角
接头处
±30'
其它
±35'
2
型钢及钢板平面内挠曲度
b≤80
1.3L/1000
b≥90
L1000
续表15
项次
检验项目
允许偏差
3
焊接构件平面内挠曲
节点间挠曲
主材
1.3L/750
腹材
1.5L/500
整个平面挠曲
L/1000
3.7其余各项指标检验规范
3.7.1其余各项指标应符合表16的规定
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
表16
项次
项目
产品等级
合格品
一等品
优等品
允许偏差
切割
1
角钢及钢板
预定尺寸
±2.0
±1.5
±1.0
边缘斜度
≤δ/8
≤δ/10
≤δ/12
2
角钢两面剪切倾斜
(角钢切面垂直度)
<0.03b
≤3.0
<0.025b
≤2.5
<0.02b
≤2.0
3
角钢顶端及边端剪切拉角
≤0.1
≤0.1
≤0.1
制弯
4
弯度f
角钢接头
≤0.0015L
≤0.0015L
≤0.0015L
角钢边宽≥100mm
≤0.003L
≤0.003L
≤0.003L
角钢边宽56mm~100mm
≤0.16L
≤0.16L
≤0.16L
角钢边宽≤50mm
≤0.007L
≤0.007L
≤0.007L
钢板
≤0.16L
≤0.16L
≤0.16L
5
曲点偏移Δ
≤2.0
≤2.0
≤1.5
制孔
6
孔形
孔径
d<21.5
+0.5
0
+0.5
0
+0.3
0
d>21.5
+0.8
0
冲孔大径
δ≤4
-
≤d+0.5
≤d+0.5
δ:
4~8
≤d+1.0
≤d+1.0
δ:
8~12
≤d+1.4
≤d+1.4
δ>12
≤d+2.0
≤d+2.0
冲制孔壁垂直度
δ≤4
-
≤0.4
δ:
4~8
≤0.7
δ:
8~12
≤1.0
δ>12
≤1.4
孔中心线倾斜
≤0.3
≤0.3
≤0.3
椭圆度(大小直径之差)
≤1.2
≤1.2
≤1.2
过程检验规范SDJD/Ⅱ-16-2010A修订状态:
A/0
续表16
项次
项目
产品等级
合格品
一等品
优等品
允许偏差
7
孔位
角钢及钢板孔的排间距离
d≤21.5±0.9
d>21.5±1.0
±0.9
±0.7
角
钢
准
距
与角钢
连接
d≤21.5
±0.5
±0.7
±0.5
d>21.5
±0.7
与钢板
连接
d≤21.5
±0.7
±0.7
±0.5
d>21.5
±0.9
其他
d≤50
±0.5
±0.7
±0.5
d>50
±1.2
孔距
接头处孔距
±0.7
±0.7
±0.5
接点板处孔距
±1.0
±1.0
±0.5
任意两组孔距
±1.5
±1.2
±1.0
7
孔位
角钢端距钢板边距
d<21.5
±1.5
±1.3
±1.0
d>21.5
±1.5
切角边缘
lq-1.3d:
0~1.5
±1.5
±1.3
±1.0
lq-1.3d≥1.5
±1.5
焊接
8
焊缝余高
板厚4~20
+3.0
0
+2.0
0
+2.0
0
板厚>20
+4.0
0
+3.0
0
+3.0
0
对接焊缝错边
板厚4~20
±1.0
±1.0
±1.0
板厚>20
±1.5
±1.5
±1.5
9
焊脚宽
K≤6
+1.5
0
+1.5
0
+1.5
0
K>6
+3.0
0
+3.0
0
+3.0
0
4.过程检验抽样方法及数量
4.1主件主要项目(焊接,清根、铲背,制弯)进行100%检验。
4.2非主件抽检20%~30%,对批量生产件的首件进行重点检验(全检),如不合格,则应立即停工整检。
4.3如合同另有要求抽样方法则按合同要求进行。
5.检验记录
5.1角钢塔组焊件检验记录
5.2角钢塔连接板检验记录
5.3角钢半成品检验记录
5.4首件检验记录
8
 升级会员
升级会员 