数控编程例题Word文件下载.docx
《数控编程例题Word文件下载.docx》由会员分享,可在线阅读,更多相关《数控编程例题Word文件下载.docx(12页珍藏版)》请在冰点文库上搜索。
N006 G00X-45Y0M02
例2:
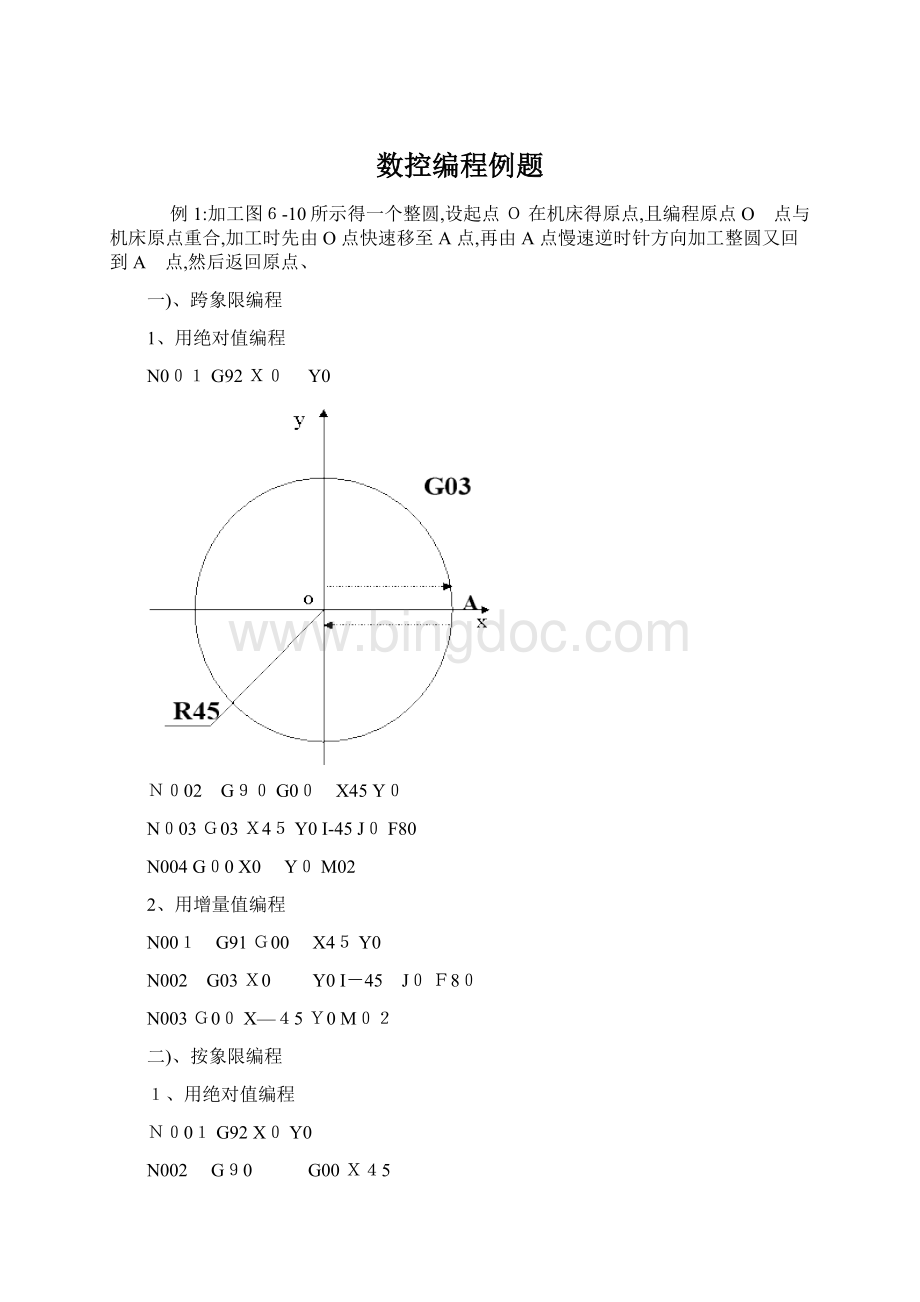
根据题图,从S点到E点再返回到S点编程,走刀量自定。
可采用绝对值或相对值编程。
(M、S、T功能可不定。
编程原点为W点、)
O0002
G92X80Z100 S600 T0101M03
G00 X0 Z2
G01Z0F80
G03 X20Z—10R10(I0K-10)
G01Z-20
X35 Z—43
Z-64
X56
X60 Z-66
Z—88
G00 X80M05
Z100
M30
例3:
如下图得一个实例:
刀具半径为8mm,记在刀具号为T1。
1,假定起刀点在编程坐标系得原点上方50mm处,加工工件厚5mm,请编程:
O0003b 加入Z动作
N0G92X0Y0Z50
N5 G90G17G01F150S900T1。
1M06M04
N10G00 Z3
N15G01 Z-5
N20G42D01X25Y30
N25 X50
N30 Y60
N25X80
N30 X100Y40
N35X140
N40 X120Y70
N60X30
N65 Y25
N70G40 G00X0 Y0M05
N75Z50
N60 M30
例4:
下图就是一个钻两孔得实例:
实际刀具比编程值短4mm,刀号为 T01。
01记在刀具磨损补偿表中得值就是—4mm。
刀具直径为8mm,刀具在程序原点起刀,安全高度(刀具快速移动到工件上表面停留点距工件最高表面处得距离)为2mm,程序如下:
O0004
N0G92X0Y0 Z0
N5G91G00 X50 Y35 S500M03
N10 G43Z-25 T01。
01
N15G01Z—12 F80
N20G00Z12
N25 X40
N30G01 Z-17
N35 G00G44Z42M05
N40 M30
例5:
较复杂零件凸轮得编程加工。
加工方式:
立铣,加工刀具:
直径12mm得立铣刀,毛坯厚6mm得铝板,工艺路线如图所示,工件坐标系选在凸轮圆心上方距工件35mm处,数学处理后:
A(18.856,—36.667)
B(28.284,—10。
000)
C(28.284,10.000)
D(18.856, 36、667)
O0005
N0 G92 X0 Y0Z35
N5 G90G00X50 Y80
N10 G01 Z-7F500S600M03
N15 G01G42D01X10Y50 F200
N17 X0
N20 G03Y—50J-50
N25X18.856 Y—36、667 R20。
0
N30 G01X28。
284Y-10.236
N35G03 X28。
284Y10.236R30.0
N40G01X18.856Y36.667
N45 G03 X0Y50R20、0
N50G01 X-10
N55G40G01Y55
N60 G00Z35、0 F500
N65 X0Y0M05 N70M30
例6:
刀具半径为10mm,记在刀具号为T1。
1,起刀点在原点得上方60mm,工件厚度为5mm,则程序如下:
O0006B
N0G92 X0Y0Z60M03
N2G91G00 Z—58、0
N4G01 Z—7 F120.0;
N6G00G42D01X25、0Y20、0;
N8X5.0;
N10 X55、0 ;
N12 Y40、0;
N14 X40。
0;
N15 Y—40.0;
N16 X30。
N17G03X30.0Y30、0J30、0;
N18G01Y20.0;
N19 G02X—30。
0Y30。
0 J30。
N20 G01X—120、0 ;
N40 Y—90;
N42 G40G00X-35.0Y-10.0M05
N46Z65
N48M30
例7:
加工如图所示轮廓。
O0007
G92X0 Y0Z0;
N1G90G17G00G41D07X250.0Y550、0;
N2G01Y900。
0 F150;
N3X450。
N4 G03 X500、0Y1150。
0R650、0;
N5G02X900、0R-250.0;
N6G03X950。
0Y900。
0R650。
0;
N7 G01X1150。
N8Y550。
N9 X700。
0Y650、0;
N10X250.0Y550.0;
N11G00G40 X0Y0;
N12 M30
例8:
加工如图所示零件。
已知刀具起点在坐标原点上方50处,刀具半径为10mm,主轴转速为500r/min,采用右刀补,请完整编程。
O0008
G92 X0Y0Z50
G00 X-60Y—40S500M04
Z3
G01Z—10F20
G42D1X—50Y-20
X20
G03 X40Y0I0J20
X-6。
195Y39.517I-40J0
G01X—40Y20
Y—25 M05
G40G00 X—60Y—40
Z50
X0 Y0M30
O0008B (用左刀补编程)
G92X0Y0 Z50
G0 X—60 Y-40 S500 M03
Z2
G1Z—10F20
G41 D2X-40Y-28F120
Y20
X-6.195Y39。
517
G2X40 Y0I6.195J—39、517
X20 Y-20I-20 J0
G1X—48M05
G40G00X-60 Y-40
Z50
X0Y0 M30
例9:
已知零件如下图所示,该零件已进行过粗加工。
精加工欲铣出外表面,刀具直径为10,采用刀具半径补偿指令编程。
刀具补偿号为D01,设工件上表面中心O点为编程原点。
针对下列编程,请在空格处填写正确得程序或解释该段程序、
G92 X0YO Z80 (设定工件坐标系 )
G90 G00X—55 Y—55 绝对值编程刀具快速移动到X-55、Y—55处
Z2 下刀到安全高度
( S900M03 ) 顺时针开启主轴,转速900r/min
G01 Z-5F150 下刀到工件底部,进给速度150mm/min
G01 G42D01X-40Y-30 建立右刀具半径补偿
X40 直线插补运动到X40处
Y30 (直线插补运动到Y30处 )
( X-40 ) 直线插补运动到X-40处
Y-30 (直线插补运动到Y—30处 )
(G40G01 X-55 Y—45 ) 运动到X-55、Y-55处,取消刀补
G00Z80M05快速抬刀到安全高度并关闭主轴
(X0Y0 ) 回到编程原点上方
( M30或M02 ) 程序结束
例10要求对一厚度10mm平板零件进行钻孔数控加工,如图所示,有4个 得通孔,拟采用G81钻孔循环加工,针对下列编程,请在空格处填写正确得程序或解释该段程序。
%918 %918号程序,钻孔加工
N10G54 G90X0Y0Z50 建立工件坐标系,并快速运动到程序原点得上方
N20(S500 M03 ) 主轴顺时针转动,转速500r/min
N20 M08 (冷却泵打开 )
N30 ( Z25 )快速运动到程序原点得上方25mm处
N40G81 G99X10 Y10 Z-15 R2 F80
钻第一个孔,快速移动到工件上方2mm处,进给速度80mm/min,钻孔时钻头伸出底面5mm,钻孔后抬刀到2mm处、第2、3孔相同。
)
N50X20 Y20 钻第二个孔
N60 X30Y30 (钻第三个孔 )
N70(X50Y50 ) 钻第四个孔
N80 G00 Z50 (快速回到Z50mm处 )
N90G80X0 Y0 (取消钻孔循环,回到程序原点上方)
N100(M30 ) 程序结束并返回
1、常用数控编程方法有哪些?
各种方法得特点就是什么?
各适用于什么场合?
2、什么就是机床坐标系?
什么就是工件坐标系?
两者之间有何联系?
答:
机床坐标系就是机床得硬件系统建立得坐标系统,就是固定于机床自身得光栅或者编码器得零点建立起来得。
数控机床中一般使用G53做为机床坐标系、
工件坐标系就是在机床坐标系得基础上人为设置得,就就是在机床坐标系中建立新得坐标系统,常见得有G54—G59,还有G92等等。
工件坐标系就是为了方便得进行工件加工而设置得临时坐标系,可以通过系统得坐标系设置界面随时更改。
3、什么就是模态代码?
什么就是非模态代码?
举例说明。
4、数控铣削适用于哪些加工场合?
5、刀具半径补偿得作用就是什么?
使用刀具半径补偿有哪几步?
在什么移动指令下才能建立与取消刀具半径补偿功能?
答:
1)编程得时候,就是瞧成一个点得运动来编运动轨迹得,而实际上刀具总有一定得刀具半径或刀尖得圆弧半径,所以在零件轮廓加工过程中刀位点运动轨迹并不就是零件得实际轮廓,它们之间相差一个刀具半径,为了使刀位点得运动轨迹与实际轮廓重合,就必须偏移一个刀具半径,这种偏移称为刀具半径补偿。
G01G41 D01
G40
6、选择对刀点得原则就是什么?
答:
对刀点得选择原则1)便于数字处理与简化编程。
2)在机床上找正容易,加工中便于检查。
3)引起得加工误差小。
7、反向间隙误差就是怎样产生得?
如何避免引入反向间隙误差?
8、顺铣与逆铣得概念就是什么?
顺铣与逆铣对加工质量有什么影响?
答:
铣刀与工件接触部分得旋转方向与工件进给方向相同成为顺铣,反之为逆铣。
顺铣得垂直铣削分力将工件压向工作台,刀齿与已加工面滑行、摩擦现象小,对减小刀齿磨损、减少加工硬化现象与减小表面粗糙度均有利、逆铣时铣削垂直分力将工件上抬,刀齿与已加工面滑行使摩擦加大。
但铣削水平分力有助于丝杠与螺母贴紧,使工作台运动比较平稳,铣削铸、锻件引起得刀齿磨损也较小。
因此一般铣削多采用逆铣。
9、在数控机床操作中,为什么要执行回零点操作?
10、简述数控编程中刀具补偿指令得主要作用?
11、简述数控加工工序划分得原则。
12、简述数控机床中,坐标系设定指令G92得应用?
13、简述机床原点、机床参考点与编程原点之间得关系?
14、数控机床得坐标系及其方向就是如何确定得?
15、ISO代码中常用得功能字就是哪些?
16、数控铣床在利用刀具半径补偿功能编程时,就是按什么轮廓(尺寸)来编程得?
17、在数控机床编程中,圆弧编程有哪几种表示方法?
 升级会员
升级会员 