暖通和空调工程风管施工工艺及要求.docx
《暖通和空调工程风管施工工艺及要求.docx》由会员分享,可在线阅读,更多相关《暖通和空调工程风管施工工艺及要求.docx(10页珍藏版)》请在冰点文库上搜索。
暖通和空调工程风管施工工艺及要求
暖通和空调工程风管施工工艺及要求
(1)风管及部件制作
金属风管的制作在通风空调工程施工中是一个很重要的施工环节,其制作质量的好坏直接影响到通风工程的整体质量。
金属风管的制作主要分为以下几个工序:
1)加工准备工作
A)测量现场,绘制草图。
B)主要施工机具的准备。
C)材料的采购及检验。
D)制作风管前,首先检查采用的材料是否符合质量要求,有无必备的出厂合格证明或质量鉴定文件。
所有的镀锌钢板表面要求光滑洁净,表面层有特有的镀锌结晶花纹,且保证钢板镀锌层厚度不小于0.2mm。
所有型钢做到等型、均匀、无裂纹和气泡。
2)风管的制作
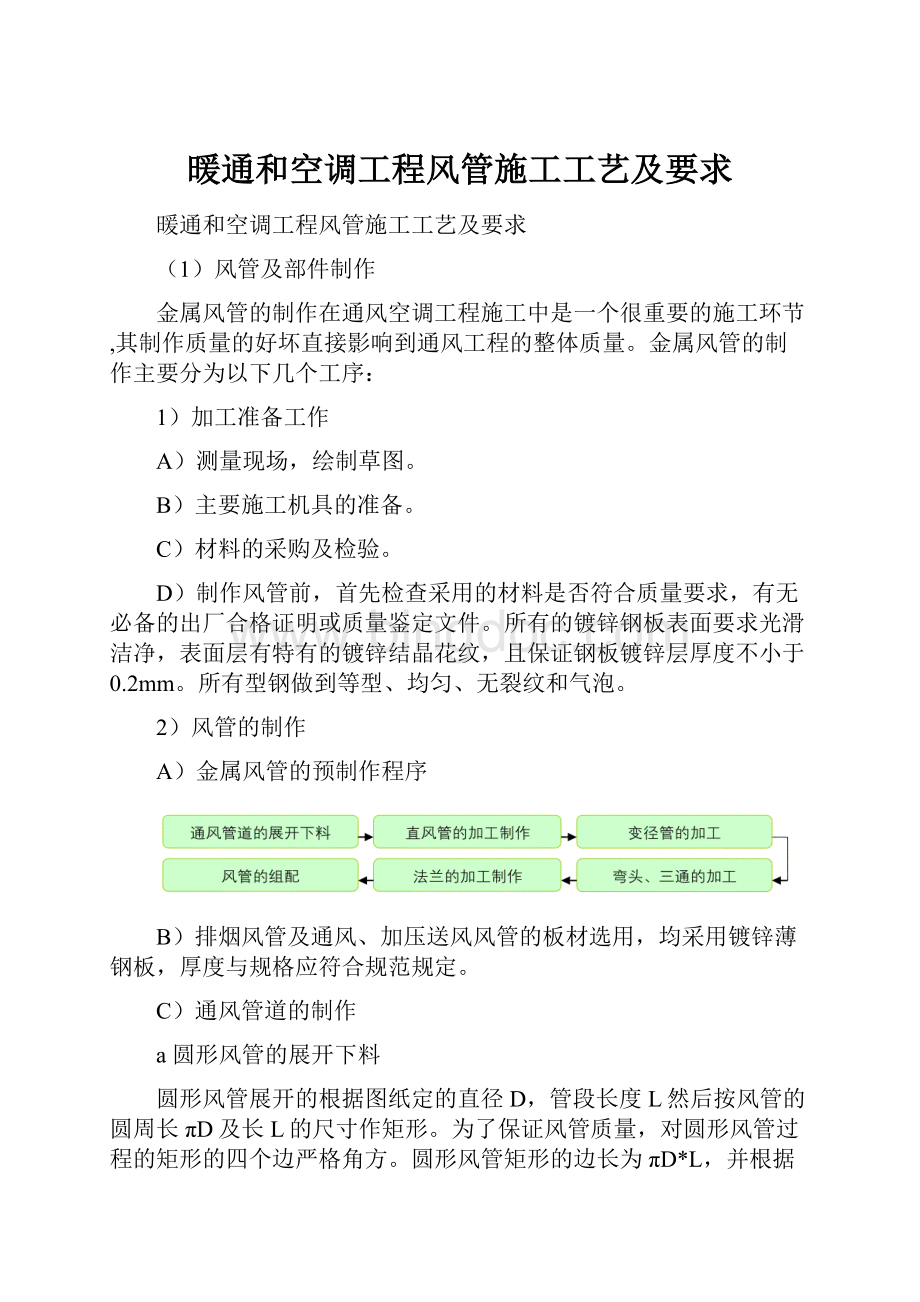
A)金属风管的预制作程序
B)排烟风管及通风、加压送风风管的板材选用,均采用镀锌薄钢板,厚度与规格应符合规范规定。
C)通风管道的制作
a圆形风管的展开下料
圆形风管展开的根据图纸定的直径D,管段长度L然后按风管的圆周长πD及长L的尺寸作矩形。
为了保证风管质量,对圆形风管过程的矩形的四个边严格角方。
圆形风管矩形的边长为πD*L,并根据板厚留出咬口余量M和法兰翻边量10mm,圆形风管的展开图如5.3-2所示。
b矩形风管的制作
矩形风管的展开方法与圆形风管相同,就是将圆周长改为矩形风管的四个边长或四个边长之和,即2*(A+B),咬口留量根据咬口的形式而定,矩形风管展开后,为避免风管扭曲、翘角,对其四个边严格角方。
咬口的矩形风管的展开如图5.3-3所示。
c矩形大小头的制作
矩形大小头的加工是用于连接两个不同口径的矩形风管,矩形大小头采用三角形法展开。
展开后,留出咬口余量和翻边余量,并考虑一段短直管,以与法兰紧密连接。
矩形大小头一般分四块板料作成,四个角采用与直管相同的咬缝连接。
d天圆地方的制作
天圆地方用于圆形断面变为矩形断面的连接,正心天圆地方的展开采用三角形法,根据已知圆管直径D,矩形风管A-B、B-C和高度H,画出主视和俯视图,并交将上部圆形风管等分编号,具体做法如图5.3-4所示。
e弯头的制作
弯头根据端面形状可分为圆形弯头和矩形弯头两种。
圆形弯头依据规范规定的弯曲半径和最少节数展开下料。
图5.3-4天圆地方展开图
矩形弯头有内外弧形及内斜线弯头,内外弧形弯头的曲率半径一般取1.5A(A为弯头大边长),弯头的曲率半径等于0.5A。
矩形内外弧形弯头的展开与圆形弯头相同,有已知R1和R2画出,并加单折边的咬口余量,为为避免法兰套在圆弧上,另留法兰余量M,M为法兰角钢的边宽加上10mm翻边。
内弧形及内斜线矩形弯头的展开下料与内外弧形的展开相似。
f矩形三通的制作
矩形三通有整体式三通及弯头组合式三通,其展开下料分别依据相应的“三通规格及尺寸表展开下料”。
g直风管的加工制作
直风管下料完毕以后在咬口机进行咬口,板材的拼接平咬口和圆形风管的咬口采用单咬口;矩形风管采用联合角咬口;风管的咬口宽度决定于制作风管的板材厚度,直风管咬口后用合缝压口机上将已咬口、折方或卷圆完毕的半成口合缝。
h变径管的加工制作
变径管分为开圆地方、矩形大小头等变径管。
变径管展开下料完毕后,进入咬口机咬口,咬口方法同直风管。
咬口、折方完毕后将其合缝。
i弯头、三通的加工制作
a)弯头的加工
弯头下料完毕后,将所下板材进入咬口、折方。
然后将咬口、折方完毕的板材合缝。
b)三通加工
矩形风管三通有整体式三能、插管式三通及弯头组合式三通。
整体式三通的下料依据“矩形整体式三通规格及尺寸表”,其加工方法与矩形风管相同,可采用联合角咬口制作;插管式三通下料后根据“全国通用通风管道配件图表”推荐的咬口连接;弯头组合三通是用弯头组合而成的各种形式的三通。
其特点是气流分配均匀,制作工艺简单,在国内外工程广泛应用,其弯头之间用角钢法兰框架铆接在一起。
j法兰的加工制作
a)矩形法兰的制作
矩形法兰由四根角钢拼成,画线下料时,注意使焊接后法兰的内边不能小于风管的外边尺寸,达到允许的偏差值。
角钢切断采用切割机,切割后磨掉角钢两端的毛刺,在平台上进行法兰的焊接。
法兰焊接时先进行点焊,点焊后进行测量和变形调整,使法兰的两条对角线相等。
然后再进行法兰的满焊。
矩形法兰钻孔时先按规定的螺栓、铆钉数量画线分孔,用样冲定点后,将两个相配的法兰用夹子夹在一起,在台钻上钻出螺栓孔、铆钉孔。
法兰制作见图5.3-5所示。
b)圆形法兰的制作
圆形风管的采用机械煨制成型,煨好的法兰等冷却后,另找圆平整,就可以焊接和钻孔,圆形风管的钻孔方法同矩形法兰。
k风管的组配
风管与法兰的翻边铆接:
铆接矩形风管法兰时,在平钢板上进行,先把两端法兰连接在风管上,并使管端露出法兰9mm,然后将法兰和风管铆接在一起,铆好后,再用木锤将管端翻边,使风管翻边平整并紧贴半法,且保证翻边宽度不小于6mm,将铆接法兰的风管按规范要求铆好加固框,编上标号,同时按设计要求安装风理、风压及温度测定孔,避免因安装后高空作业打孔,使风管变形不易修整。
l风管的加固
当矩形风管边长大于或等于630mm和保温风管边长大于或等于800mm,且其管段长度大于1200mm时,均应采取加固措施。
本工程采取角钢框加固。
角钢框加固因其加固强度较好,应用比较广泛,用角钢加固大边:
这种加固方法只适用于风管大边超过规定而小边未超过规定的情况,其优点是施工方便,省工省料,较多适用于暗装风管,风管设置加固肋条。
非保温风管大边小于800mm,如加固可采用楞筋。
m风管配件制作质量检查
a)风管与配件制作完毕之后,应依据施工规范和设计要求规定进行用料和制作误差检查。
首先检查风管制作所用材质、规格是否符合规范和设计要求;其次检查风管的咬口是否平整、严密;第三检查其制作误差是否符合规范规定,其制作尺寸允许偏差及检查方法见表5.3-1。
风管尺寸允许误差表表5.3-1
风管与配件外径(外边长)
制作尺寸允许偏差
检查方法
≤300mm
-1~0mm
尺量检查
>300mm
-2~0mm
尺量检查
b)法兰的制作质量检查:
首先检查法兰的材质和用料是否符合设计要求和规范规定;其次检查法兰的制作允许偏差以及法兰螺栓孔的间距是否符合施工规范规定,法兰制作允许偏差检查依据表5.3-2。
法兰尺寸允许误差表表5.3-2
法兰制作质量检查项目
制作尺寸允许偏差
检查方法
法兰内径或内边长尺寸
+1~+3
尺量检查
法兰平面度
2mm
塞尺检查
矩形法兰对角线
≤3mm
尺量检查
法兰螺栓、铆钉孔的间距
低压、中压≤150mm
尺量检查
法兰螺栓、铆钉孔的间距
高压系统≤100mm
尺量检查
检查中发现不符合设计要求和规范规定的风管或法兰应重新进行整改,直至达到符合规定。
然后将检查合格的风管与配件和法兰进行组配。
c)风管支吊架的制作
✧不保温风管的吊架制作采用角钢规格详见表5.3-3,吊架吊采用φ10的圆钢。
非保温风管吊架角钢规格表表5.3-3
B(mm)
A(mm)
120~200
250~500
630~1000
1250~2000
120~200
40*4
45*4
56*4
75*5
250~500
40*4
45*4
63*4
75*5
630~1000
50*4
56*4
70*4
80*6
1250~2000
63*4
63*5
70*5
90*6
✧保温风管的吊架制作采用角钢规格详见表5.3-4,吊架吊采用φ10的圆钢。
保温风管吊架角钢规格表表5.3-4
B(mm)
A(mm)
120~200
250~500
630~1000
1250~2000
120~200
45*4
50*4
70*4
90*8
250~500
50*4
63*5
75*5
90*8
630~1000
63*4
63*5
80*5
90*8
1250~2000
75*6
75*6
90*7
90*8
风管、部件和设备的支吊托架、基础的钢制构件,在除锈后涂防锈底漆两道,外露部分涂面漆两道
(2)通风管道与部件的安装
A)风管连接
a风管安装前,必须经过预组装并检查合格后,方可按编写的顺序进行安装就位。
b法兰连接时,连接法兰的螺母设在同一侧,法兰连接螺栓应沿对角线逐步拧紧。
通风空调系统垫料采用8501阻燃胶带,排烟系统采用石棉橡胶板为垫料;
c风管及部件安装前将管内外的积尘及污物清除,用聚乙烯薄膜封好两端,保持管内清洁,经清洗干净包装密封的风管及其部件,安装前不得拆卸。
B)风管吊装
a风管安装前,先检查风管穿越楼板,墙孔的尺寸,标高和标定支吊架的位置等是否符合要求;
b
吊架之间的间距为3m,对于不足3m长的管道在其两端各设一吊架,支管重量不得由主风道承担,保温风管为防止冷桥产生在风管和吊架之间加设垫木,垫木的厚度同保温层。
风管的吊架安装如图5.3-7所示。
图5.3-7风管的吊架安装示意图
c风管的支吊架要避开风口、风阀、法兰、检查门等部件位置,配件的可卸接口不允许安装在墙洞或楼板内。
C)通风部件安装
a消声器安装的方向保证正确,且不得损坏和受潮,消声器单独设支架,避免其重量由风管承受。
b防火阀安装前,检查其型号和位置是否符合设计要求,有无产品合格证,防火阀易熔片要迎气流方向安装,为防止易熔片脱落,易熔片在系统安装后再装,安装后做动作试验,另外防火阀安装时单独设立支架。
c依据设计要求的位置安装排烟阀,排烟口及手控装置(包括预埋导管),排烟阀安装后做动作试验,检查其手动、电动操作是否灵敏、可靠,阀体关闭是否严密。
d排风机、空调机的进出口与风管的连接处采用柔性软管。
e风口安装时,保证风口与风管连接的严密、牢固;风口的边框与建筑装饰面贴实,安装完毕后的风口外表保证其平整不变形,调节灵活。
f安装过程中振动和噪声的预防:
振动和噪间的预防是过程中一个重点,安装过程中风管的振动的噪声预防主要从以下几个方面着手:
a)空调机组、风机和风管相连接的软接头的安装做到松紧适度,避免因软接过松而减小进出风口的面积,而增加噪声和振动。
b)为防止风管振动,在每个系统风管的转弯处,与空调设备和风口的连接处设固定支架。
(3)空调风管保温工程
风管的保温材料采用外带铝箔的玻璃棉。
保温层应平整密实,不得有裂纹、空隙,保温程序如下:
清洁风管表面→保温板下料→粘保温钉→敷设保温板→铝箔胶带粘贴接缝。
1)粘保温钉:
玻璃棉板采用金属保温钉予以固定,将保温钉粘贴在风管表面,风管底面保温钉之间的间距不大于25cm,风管侧面和顶面的保温钉数目依据规范适当减少,首行保温钉距风管或保温材料边沿的距离应小于120mm,保温钉的长度应能满足压紧绝热层及固定压片的要求。
2)玻璃棉保温板:
敷设保温板时,保温板的接缝尽量避免出现在风管底部,保温层纵、横向接缝应错开,敷设完毕后,用固定压片将保温板适度、均匀压紧。
在法兰连接处按图5.3-8示意工艺操作。
图5.3-8风管的保温示意图
用宽度大于50mm的铝箔胶带将玻璃棉板的接缝封严。
 升级会员
升级会员 