E11机组规程.docx
《E11机组规程.docx》由会员分享,可在线阅读,更多相关《E11机组规程.docx(115页珍藏版)》请在冰点文库上搜索。
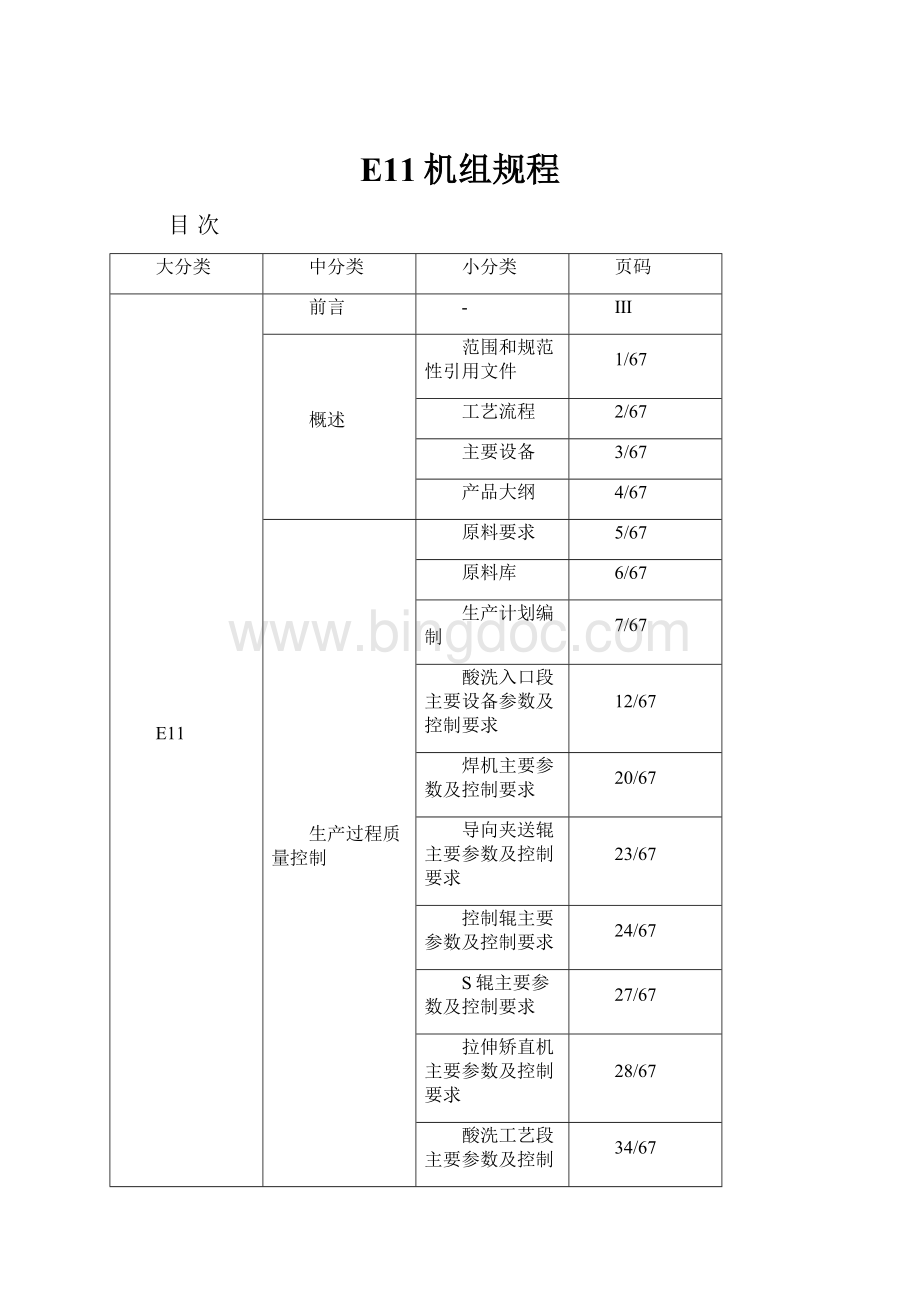
E11机组规程
目次
大分类
中分类
小分类
页码
E11
前言
-
Ⅲ
概述
范围和规范性引用文件
1/67
工艺流程
2/67
主要设备
3/67
产品大纲
4/67
生产过程质量控制
原料要求
5/67
原料库
6/67
生产计划编制
7/67
酸洗入口段主要设备参数及控制要求
12/67
焊机主要参数及控制要求
20/67
导向夹送辊主要参数及控制要求
23/67
控制辊主要参数及控制要求
24/67
S辊主要参数及控制要求
27/67
拉伸矫直机主要参数及控制要求
28/67
酸洗工艺段主要参数及控制
34/67
酸洗出口段参数及控制
36/67
圆盘剪主要参数及控制要求
38/67
轧机主要设备参数和控制要求
40/67
轧机工艺参数控制
46/67
压下制度
47/67
轧辊使用要求
49/67
启动程序
51/67
厚度控制
52/67
板形控制
54/67
张力制度
56/67
乳液管理制度
58/67
相关制度
58/67
质量检查与控制
轧后钢卷质量
62/67
检查方法
65/67
常见缺陷原因分析及控制措施
66/67
轧后放置
67/67
大分类
E11
制定
2007年11月
中分类
概述
修改
2009年7月
小分类
范围和规范性引用文件
页码
1/67
1范围
本规程规定了鞍钢冷轧厂4#线E21机组的工艺流程、生产过程质量控制、质量检查与控制、生产工艺参数等具体要求。
本规程适用于鞍钢股份有限公司冷轧厂4#线E21机组。
2规范性引用文件
下列文件中的条款通过本规程的引用而成为本规程的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本规程,然而,鼓励根据本规程的使用者研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规程。
——TQ/ANSTEEL300冷轧用热连轧钢带供货技术条件;
大分类
E11
制定
2007年11月
中分类
概述
修改
2009年7月
小分类
工艺流程
页码
2/67
E11线的工艺流程见图1。
→2#步进梁→1#拆卷机→1#矫直机
原料→1#步进梁→梭车
→3#步进梁→2#拆卷机→2#矫直机
→1#下切剪→1#导向夹送辊
→焊机→1#控制辊→1#张力辊→入口双层活套
→2#下切剪→2#导向夹送辊
→传动转向辊→拉矫机→酸洗槽→五级冲洗槽→烘干机→4#控制辊→
出口1#活套→挖边剪→5#控制辊→圆盘剪→碎边剪→4#张力辊→5#转向辊→
出口2#活套→6#控制辊→带钢检查台→入口夹送辊→入口压紧装置→下切剪→
0#压板台→1#---5#轧机→板形测量辊→出口夹送辊→飞剪→1#偏转夹送辊
→1#卷取→
→磁力运输皮带→2#偏转夹送辊→卸卷小车→钢卷运输车
→2#卷取→
→检查台→梭车→出口步进梁
→梭车→
→出口步进梁
图1
大分类
E11
制定
2007年11月
中分类
概述
修改
2009年7月
小分类
主要设备
页码
3/67
E11机组的主要设备为:
1拆卷机;
2米巴赫激光焊机;
3活套及相关设备;
4拉矫破磷机;
5三级浅槽紊流酸洗槽;
6五级冲洗水槽;
7烘干机;
8同位素射线横向断面厚度测量仪;
9圆盘剪和碎边剪;
10五机架全六辊UCM轧机;
11高精度射线测厚仪;
12接触式板型仪;
13卡鲁塞尔卷取机。
大分类
E11
制定
2007年11月
中分类
概况
修改
2009年7月
小分类
产品大纲
页码
4/67
E11机组生产的产品大纲见表1。
表1
项目
Q类钢、SP系列、St系列、08Al、10~45、SC系列、含磷钢、耐侯钢,DC系列,A1008系列、IF钢系列、DP、TRIP等。
入口
出口
厚度,mm
1.8~6.0
0.25~2.0
宽度,mm
730~1380
700~1380(酸洗剪边1350)
带钢内径,mm
762±20
508
带钢外径,mm
1100~2150
1100~2150
卷重,kg
≤28,000
≤28,000
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
原料要求
页码
5/67
原料验收标准及检查方法见表2。
表2
检查内容
检查方法\工具
检查频次
检查标准
不合格后的处理方法
厚度偏差
轧机测厚仪测量
逐卷
TQ/ANSTEEL300
轧机出口测厚仪测厚不合封闭
宽度偏差
自动测宽装置
逐卷
TQ/ANSTEEL300
如没有特殊通知,超标准卸料封闭同时通知质检站和技术室。
头部准备站在E11原料质量检查记录表中作好记录。
凸度及楔形
测量
每班一卷
TQ/ANSTEEL300
每周总结反馈
塔形高度
目视、米尺
逐卷
TQ/ANSTEEL300
原料工不接收。
如已经入库要封闭,待解封后退料
头尾不规则长度
目视、米尺
逐卷
TQ/ANSTEEL300
镰刀弯
目视、米尺
卷卷目视检查
TQ/ANSTEEL300
头部准备站在E11原料质量检查记录表中作好记录;作业区在16小时之内向质检站和技术室反馈信息
表面质量
目视
逐卷
TQ/ANSTEEL300
轧后表面不合标准封闭退料
包装、标记
目视
逐卷
TQ/ANSTEEL300
原料工不接收。
如已经入库要封闭,待解封后退料
边部质量
目视
逐卷
TQ/ANSTEEL300
头部准备站在E11原料质量检查记录表中作好记录;作业区在16小时之内向质检站和技术室反馈信息
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
原料库
页码
6/67
1原料库能力
E11原料库总存储能力约14500t,轧机日平均处理量约3633t。
2钢卷存放期限
钢卷最长存放3个月,平均存放4.2天。
3钢卷堆放原则
3.1钢卷在堆垛时,按热轧卷号集中堆放,并采取宽度、厚度相等或下宽厚(重)上窄薄(轻)的原则。
3.2冷热卷不得混放。
4判定
原料库人员对原料来料的缺陷进行检查判定,判定标准见表3。
表3
缺陷名称
缺陷程度
判定标准
松卷
内圈>5圈,外圈>3圈,层与层间缝隙>10mm
封闭后退料
塔形
单侧塔形>50mm,双侧塔形>60mm
封闭后退料
边部损伤
不满足边部尖锐裂口不大于5处且深度<5mm
封闭后退料
扁卷
最大与最小内径差>60mm
封闭后退料
折叠
一旦出现(头尾各三米除外)
封闭后退料
5上料原则
5.1原料温度点温仪检测带钢钢卷端面≤80℃。
5.2目视检查无超标准缺陷。
6控制要求
原料表面质量检查由原料工检查,要求在上到1#步进梁1#位之前对原料缺陷进行判定,不合规程要求,卸料并通知原料库进行封闭,并在在E11原料质量检查记录表中作好记录。
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
生产计划编制
页码
7/67
1厚度跳跃原则
1.1焊机厚度跳跃原则
d2≤1.2d1,其中d2为厚料,d1为薄料;且d2-d1≤0.6mm。
1.2轧机出口厚度跳跃原则
轧机出口厚度跳跃原则见表4。
表4
厚料,mm
薄料,mm
d2≤1.5d1
d1
2宽度跳跃原则
2.1在同一换辊周期,原则上执行从宽到窄,允许轧制宽度反跳40mm。
2.2宽跳窄原则:
在进行宽跳窄跳跃时,带钢的宽度差应≤260mm。
2.3窄跳宽需满足以下原则:
2.3.1在进行窄跳宽跳跃时,带钢的宽度差应≤230mm。
2.3.2宽度由窄向宽跳跃时,轧机出口厚度必须大于0.7mm,且宽料表面质量等级要求为O3级别。
轧机出口厚度(起车厚度)≤0.7mm不允许窄跳宽。
2.3.3过渡料数量≤3卷。
2.3.4轧机在窄跳宽时必须在最宽料处停机更换1-5架工作辊。
3圆盘剪切边原则
3.1连退料可根据需要在酸洗剪边,装炉料酸洗不剪边;
3.2若有特殊要求则按要求进行剪边。
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
生产计划编制
页码
8/67
4牌号跳跃原则
4.1牌号级别分类见表5。
表5
级别代码
出钢记号举例
S0
AB793141
ABCB2C43
ABEC1D44
ABKB1D44
ABLV1D44
ABPR1D44
AB794141
ABCB2D44
ABEF1141
ABLU1141
ABLV2141
ABPR2141
ABBY2C43
ABCB3141
ABFO1D44
ABLU1C43
ABLV2C43
ABPR2C43
ABBY3141
ABCB3C43
ABJN1141
ABLU1D44
ABLV2D44
ABPR2D44
ABBY3A41
ABCB3D44
ABJN1D44
ABLU2141
ABLW1141
ABPS1C43
ABBY3D44
ABCC1141
ABJO1141
ABLU2C43
ABLW1C43
ABQC1141
ABBY4D44
ABCC1C43
ABJU1141
ABLU2D44
ABLW1D44
ABUA1141
ABBYF141
ABCC1D44
ABJU1D44
ABLU3141
ABLW2141
ABUA1143
ABCB1141
ABCC2141
ABJY1141
ABLU3C43
ABLW2C43
ABUA1144
ABCB1C43
ABCC2C43
ABJY1D41
ABLU3D44
ABLW2D44
ABUF1141
ABCB1D44
ABCC2D44
ABJZ1141
ABLV1141
ABPR1141
ABUW1141
ABCB2141
ABEC1141
ABJZ1D44
ABLV1C43
ABPR1C43
ABUX1141
AE7M1141
AE7M1D44
S1
AB701141
AB78I141
ABBY2141
ABBY9141
ABKDH141
ABTJ1141
AB787141
ABBY1141
ABBY2D44
ABBY9C43
ABPB1141
ABUA1A41
AB788141
ABBY1C43
ABBXB141
ABBY9D44
ABPB1D44
ABRA1D44
AB789141
ABBY1D44
ABEF1D44
S2
AB274151
AB791141
ABDY1141
ABLT1141
ABRY1141
ABTY1144
AB497141
AB802141
ABDY4141
ABLT1C43
ABRY1C43
ABTY1A41
AB497C43
ABBM4141
ABEE1141
ABLT1D44
ABRY1D44
ABTY1C43
AB497D44
ABBO3141
ABFH1141
ABPT1141
ABSE1141
ABTY1D44
AB681141
ABBP5141
ABFS1C41
ABPT1C43
ABSG114C
ABTZ1A41
AB681D44
ABBW1141
ABGM1141
ABPT1D44
ABTE1141
ABTZ1C43
AB782141
ABBW9C41
ABHN1C41
ABPT2141
ABTF1141
ABTZ1D44
AB782C41
ABBWF141
ABUA1C43
ABPT2C43
ABTQ1141
ABTY1143
AB78A141
ABBX1141
ABUA1D44
ABPT2D44
ABTR1141
ABTY1141
AB78AC43
ABBX1C43
ABUE1141
ABPT3141
ABUA2A41
ABRW3141
AB78AD44
ABBX1D44
ABJG1151
ABPT3C43
ABUA2C43
ABBWX141
AB78F141
ABBX2141
ABJP1141
ABPT3D44
ABUA2D44
ABBWZ141
AB78FC43
ABBX2C43
ABKA1141
ABPV2141
ABUV1141
AB78PC43
ABBX2D44
ABKD3C41
ABPZ1142
AB271C41
AB78PD44
ABBX8141
ABKG2151
ABQE3141
ABTG1141
AB792141
ABBX8D44
ABKH1151
ABRA1141
ABKD6141
AB792C43
ABBXD141
ABKU2151
ABRF1141
ABKD6C43
AB792D44
ABBXE141
ABLA2151
ABTC1C43
ABKD6D44
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
生产计划编制
页码
9/67
表5(续)
级别代码
出钢记号举例
S3
AB271141
AB784141
ABBW2141
ABED1141
ABPQ1141
ABTZ2A41
AB272141
AB784C43
ABBW2C43
ABED1D44
ABPV1141
ABTZ2C43
AB272C43
AB784D44
ABBW2D44
ABFI1141
ABQK1141
ABTZ2D44
AB272D44
AB78FD44
ABBW9141
ABFS2141
ABQX1141
ABUU1141
AB27B141
AB78G1141
ABBWB141
ABHN2141
ABRB1141
AG411141
AB27BC43
AB78J141
ABBWFC43
ABHS1141
ABTB1C43
AG411D44
AB27BD44
AB78JD44
ABBWFD44
ABKD1141
ABRB1D44
GEJ83141
AB27D141
AB78K141
ABBWHD44
ABKD1C43
ABTD1141
ABLE2161
AB27DC43
AB78Q141
ABBWRD44
ABKD1D44
ABTH1141
ABLE1161
AB27DD44
AB78QC43
ABBWU141
ABKD3141
ABTX1141
ABLD2161
AB27E141
AB78QD44
ABBWY141
ABKD9141
ABTX1143
ABKF2151
AB27EC43
AB78R141
ABCP9141
ABKD9C43
ABTX1144
ABKL2151
AB27ED44
AB78RC43
ABCPA141
ABKD9D44
ABTX1A41
ABKM2151
AB781141
AB78RD44
ABCPAC43
ABKDA141
ABTX1C43
ABLD1161
AB781C43
AB871151
ABCPAD44
ABKDAC43
ABTX1D44
ABFS2151
AB781D44
AB881151
ABDL1141
ABKDAD44
AE7L1141
ABHN2151
AB782A41
ABDM1141
ABLN1141
AE7O1141
ABJE2151
S4
AB277141
AB78N141
ABCS6141
ABKDBD44
FA082141
FA14Y141
AB277C43
AB78NC43
ABCS6C43
ABKN1141
FA09A141
GBJQ1141
AB277D44
AB78ND44
ABCS6D44
ABKN1151
FA117141
GBJQ1D44
AB27C141
AB951151
ABKD2141
ABKN1D44
FA119141
GE371141
AB27CC43
ABCQD141
ABKD2C43
ABKQ1151
FA12R141
GE4R1141
AB27CD44
ABCQE141
ABKD2D44
ABKV2151
FA12T141
GE4R1A41
AB78BC43
ABCQEC43
ABKDB141
ABKW1151
FA141A41
GE4U1141
AB78BD44
ABCQED44
ABKDBC43
ABLY1151
FA142241
GE4U2141
GE4U3141
AB78B141
AG421141
S5
AAA31141
ABCT7C43
ABKO1141
ABLX1141
ABLX1D44
AC821141
ABCT7141
ABCT7D44
ABKO1D44
ABLX1A51
ABSW1141
FB022141
GBTS2141
GET31141
GET41141
S6
AEP42141
AEP52141
FB041141
FB091141
GHDC1141
GHDD1141
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
生产计划编制
页码
10/67
4.2牌号跳跃原则见表6。
表6
级别
后行板
SO
S1
S2
S3
S4
S5
S6
先行板
S0
√
√
√
×
×
×
×
S1
√
√
√
√
×
×
×
S2
√
√
√
√
√
×
×
S3
×
√
√
√
√
√
×
S4
×
×
√
√
√
√
√
S5
×
×
×
√
√
√
√
S6
×
×
×
×
√
√
√
注:
√-可连接×-不可连接
5要料宽度及酸洗剪边宽度设定原则
5.1一次剪边见表7。
表7
剪边工序
钢质分类
成品宽度,mm
来料厚度,mm
要料宽度,mm
酸洗宽度计划设定,mm
酸洗剪边
S0、S1
1101~1380
≤3.0
成品宽度+连退缩尺量+26
成品宽度+连退缩尺量+4
>3.0~3.75
成品宽度+连退缩尺量+26
成品宽度+连退缩尺量+4
>3.75~4.75
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+3
>4.75~6.0
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+2
780~1100
≤3.0
成品宽度+连退缩尺量+26
成品宽度+连退缩尺量+4
>3.0~3.75
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+3
>3.75~4.75
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+2
>4.75~6.0
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+2
S2—S6
1101~1380
≤3.0
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+4
>3.0~3.5
成品宽度+连退缩尺量+24
成品宽度+连退缩尺量+4
>3.5~4.75
成品宽度+连退缩尺量+23
成品宽度+连退缩尺量+3
>4.75~6.0
成品宽度+连退缩尺量+23
成品宽度+连退缩尺量+2
780~1100
≤3.0
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+4
>3.0~3.5
成品宽度+连退缩尺量+25
成品宽度+连退缩尺量+3
>3.5~4.75
成品宽度+连退缩尺量+24
成品宽度+连退缩尺量+3
>4.75~6.0
成品宽度+连退缩尺量+23
成品宽度+连退缩尺量+2
大分类
E11
制定
2007年11月
中分类
生产过程质量控制
修改
2009年7月
小分类
生产计划编制
页码
11/67
表7(续)
剪边工序
钢质分类
成品宽度,mm
来料厚度,mm
要料宽度,mm
酸洗宽度计划设定,mm
(连退或精整)剪边
S2—S6
>780~1100
≤3.0
成品宽度+连退缩尺量+15
成品宽度+连退缩尺量
>3.0~3.75
成品宽度+连退缩尺量+15
成品宽度+连退缩尺量
>3.75~4.75
成品宽度+连退缩尺量+15
成品宽度+连退缩尺量
>4.75~6.0
成品宽度+连退缩尺量+15
成品宽度+连退缩尺量
>1100~1380
≤3.0
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>3.0~3.75
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>3.75~4.75
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>4.75~6.0
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
S0、S1
>780~1100
≤3.0
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>3.0~3.5
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>3.5~4.75
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>4.75~6.0
成品宽度+连退缩尺量+16
成品宽度+连退缩尺量
>1100~1380
≤3.0
成品宽度+连退缩尺量+17
成品宽度+连退缩尺量
>3.0~3.5
成品宽度+连退缩尺量+17
成品宽度+连退缩尺量
>3.5~4.75
成品宽度+连退缩尺量+17
成品宽度+连退缩尺量
>4.7
 升级会员
升级会员 