发动机再制造的生产工艺过程Word文档格式.doc
《发动机再制造的生产工艺过程Word文档格式.doc》由会员分享,可在线阅读,更多相关《发动机再制造的生产工艺过程Word文档格式.doc(8页珍藏版)》请在冰点文库上搜索。
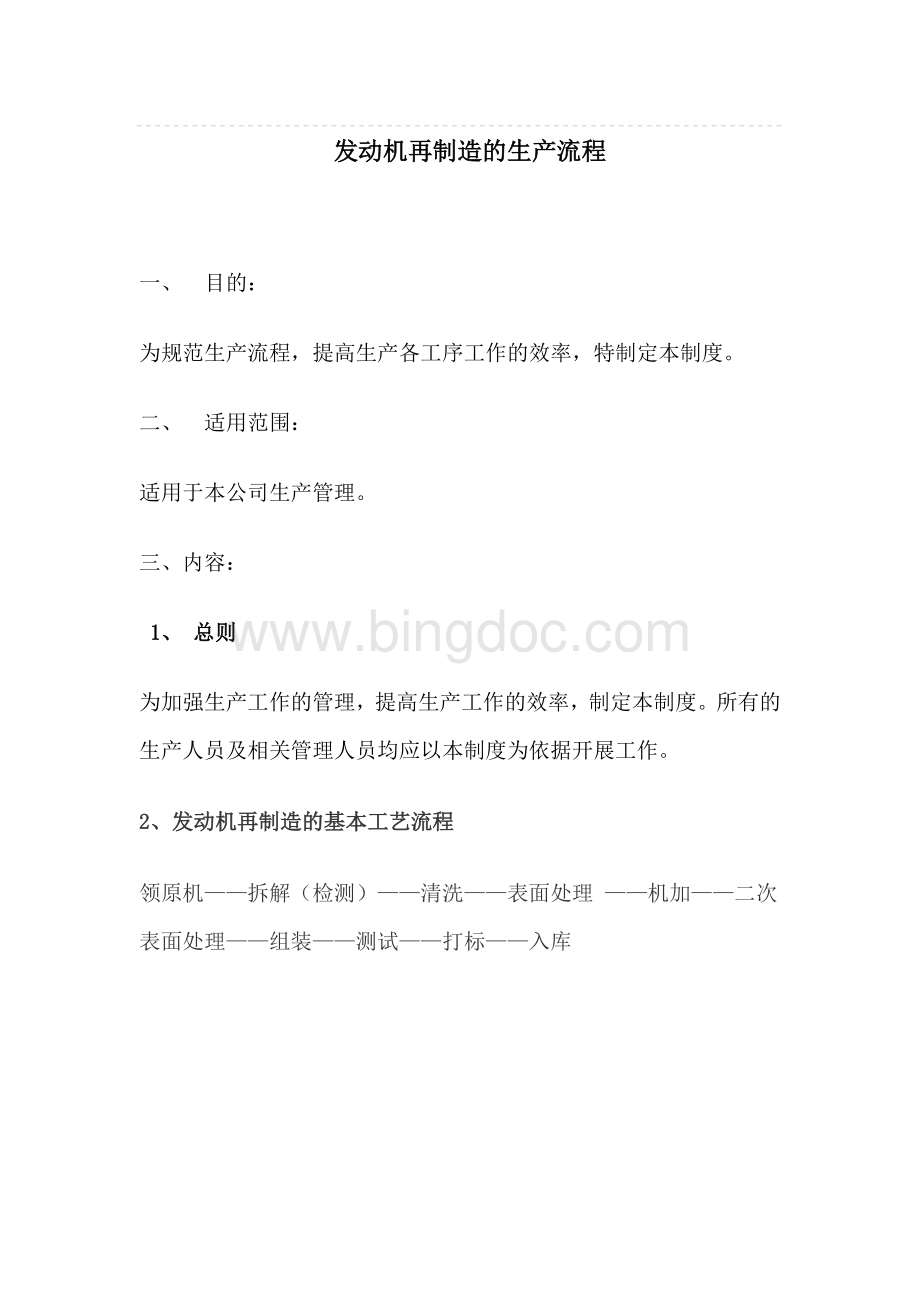
拆解
检件
采购
报件
清洗
抛光
表面处理
喷沙
机加
(镗缸、磨轴)
外协加工
二次
组装
测试
打标
入库
流程图说明
一.领原机:
满足销售要求,跟据销售订单,领取原机进行再制造生产。
二.拆解:
发动机的拆解按生产要求应先拆解,后分类,再检件,最后再归类放好移交下工序。
准备
工具
零部件分类:
区分有用
金属、铝、拆解
塑料、其他与不可用的
归类放好移交下工序
拆解步骤和检件的关健点:
1.用工具拆解发动机上的附件,拆掉放进附件放置车内。
用螺杆锁紧发动机两边进排气口螺丝孔,然后用吊机将发动机吊起来固定到翻转架上,把固定螺丝锁紧。
检查:
发动机外观是否有损伤,
2.拆下气门室盖螺丝检查,
气门室盖外观。
3.拆下时规盖螺丝检查缸体上有没有黑色胶垫,
胶垫是否完好。
4.拆下正时链条和挡链板
是否磨损。
5.拆解缸盖凸轮轴螺丝,用工具一次把凸轮轴螺丝松开,用磁铁一次把液压顶杯吸出来放进蓝色零件放置车内。
用工具把缸盖螺丝拆掉,
凸轮轴是否有烧伤拉痕损坏,螺丝和螺丝孔是否滑牙。
6.拆下活塞和连杆瓦、连杆是否可以用,用铁丝按圈数绑在连杆上做标记。
检查:
活塞和连杆瓦活塞
7.拆下曲轴瓦检查曲轴瓦是否可用,
曲轴瓦检查曲轴瓦是否可用,曲轴有没有烧伤拉痕损坏。
按以上检查情况申报需购买的零件,生产跟单负责跟进进度。
三.清洗:
零部件的清洗按工艺要求进行分类清洗。
清洗操作时必须佩戴规定的劳保用品(工作帽、戴口罩、系围裙、手套、鞋)。
清洗步骤和关健点:
1.把拆下来的合格的缸体、缸盖、时规盖、油底壳放在小车子里把表面的胶抛掉。
2.把超声波清洗机加热到45度,把抛光好的缸体、缸盖、时规盖放进超声波里清洗,时间控制在10分钟以内(时间过长零件掉亮度)。
3.清洗凸轮轴时仔细吹水把表面的油脂清洗干净。
4.清洗缸体、缸盖、时规盖要仔细检查孔和低凹处是否清洗干净(难清洗位置使用高压水枪清洗)。
5.清洗完缸体、缸盖吹干水,烘烤干。
6.清洗完的凸轮轴、瓦架、螺丝、曲轴用防锈油刷一次。
在清洗中再对零件重新检件一次,避免拆解时有遗漏。
再报件进行采购,由生产跟单跟进。
四.表面处理;
机加:
二次清洗
镗缸、磨轴
(采购跟进外协加工)
表面处理(抛光、喷沙)步骤和关健点:
1.先用螺丝把缸体表面的螺丝孔堵死,用胶布把缸体螺丝口粘好,把多余的胶布用刀片割掉(注意保护好螺牙)。
2.瓦架用钢丝紧固,然后用胶布把瓦架的表面粘好,多余胶布割掉(打沙时不要打到瓦架表面)。
3.打沙要把缸体、缸盖、时规盖、油底本色打出来(没打好表面会出现黑点)。
4.洗好的缸体、缸盖、时规盖锥丝牙(注意锥丝牙要沾点机油锥,保证丝牙完好美观),锥丝牙一定要找好相对应的丝锥。
进行机加加工或外协加工烧焊、铣边、镗缸、磨轴、镶丝芽、取丝芽等加工。
保证各个磨擦面具备良好配合,
采购专员进行外协跟进,品管员检查外协工件加工质量并作测试。
五.二次清洗:
1.洗好的缸体用清洗液把表面的油脂清洗干净,不要把外面的亮面刮花,清洗干净后用高压水枪冲水,把里面的油脂.砂子清洗干净再用气枪吹干烤干。
2.缸盖用清洗液把表面的油脂清洗干净(用水枪仔细把里面的油口反复清洗)后吹干烤干。
3.气门室盖、有地、时规盖用清洗液把表面的油脂和砂子清理干净(用水枪仔细把里面的油口、水道清洗干净)。
六.组装:
购回的零件
品管员检查
零件是否合格
组装的步骤和关健点:
1.先把缸盖装好,把气门间隙调好。
隙尺测试间隙是否符合要求。
2.把缸体装在翻转架上固定好,
把曲轴瓦一次拿过来放在瓦架里用千分尺测量曲轴瓦
曲轴瓦的间隙是否合格(可用);
杆瓦的间隙是否合格(可用)。
3.把曲轴装在缸体上用工具把螺丝一次打进。
曲轴转动是否正常(螺丝要均匀打紧)。
4.把活塞环装好。
活塞环的间隙是否合格(可用),注意活塞环间隙一环30,二环43。
5.装活塞时注意不要捧到曲轴。
曲轴表面就否有损坏。
6.装缸盖时要注意螺丝用均匀的扭力,从中间依次到两边扭紧。
7.装凸轮轴
凸轮轴摇臂是否装好(装好后用工具摇动几圈检查是否装好)。
8.装正时链条、挡链板、机油泵(凸轮轴在一缸的位置,曲轴的一缸的上止点装好链条、挡链板)。
链条是否装好,正时是否安要求校正。
9.装时规盖钱要把表面的油要擦干净。
是否有黑色的胶垫,再进行打胶,打胶时一定要注意打均匀放置漏油。
10.把机油泵滤网装好(防止机油压力不足)。
11.装油底前要把表面的油要擦干净,打胶时打均匀防止漏油。
12.装气门室盖要把火花塞胶圈装好再装气门室盖垫,再装气门室盖。
六.测试
再制造的发动机进行点火热试,按接好各配件,启动运行2小时,测试再制造机体的性能是否达到要求。
是否能起动;
是否有杂音;
废气排放情况;
运行中的发热情况;
机体的震动情况等。
作记录相关参数。
七.打标
在再制造发动机上激光铸上再制造字样并铸上本公司商标。
生产助理打印条码标签加贴条码标签。
填写入库单入库。
八.入库
根据入库单进行入库,并做好入库台帐,分类存放。
 升级会员
升级会员 