焊接工艺评定参数表.docx
《焊接工艺评定参数表.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定参数表.docx(5页珍藏版)》请在冰点文库上搜索。
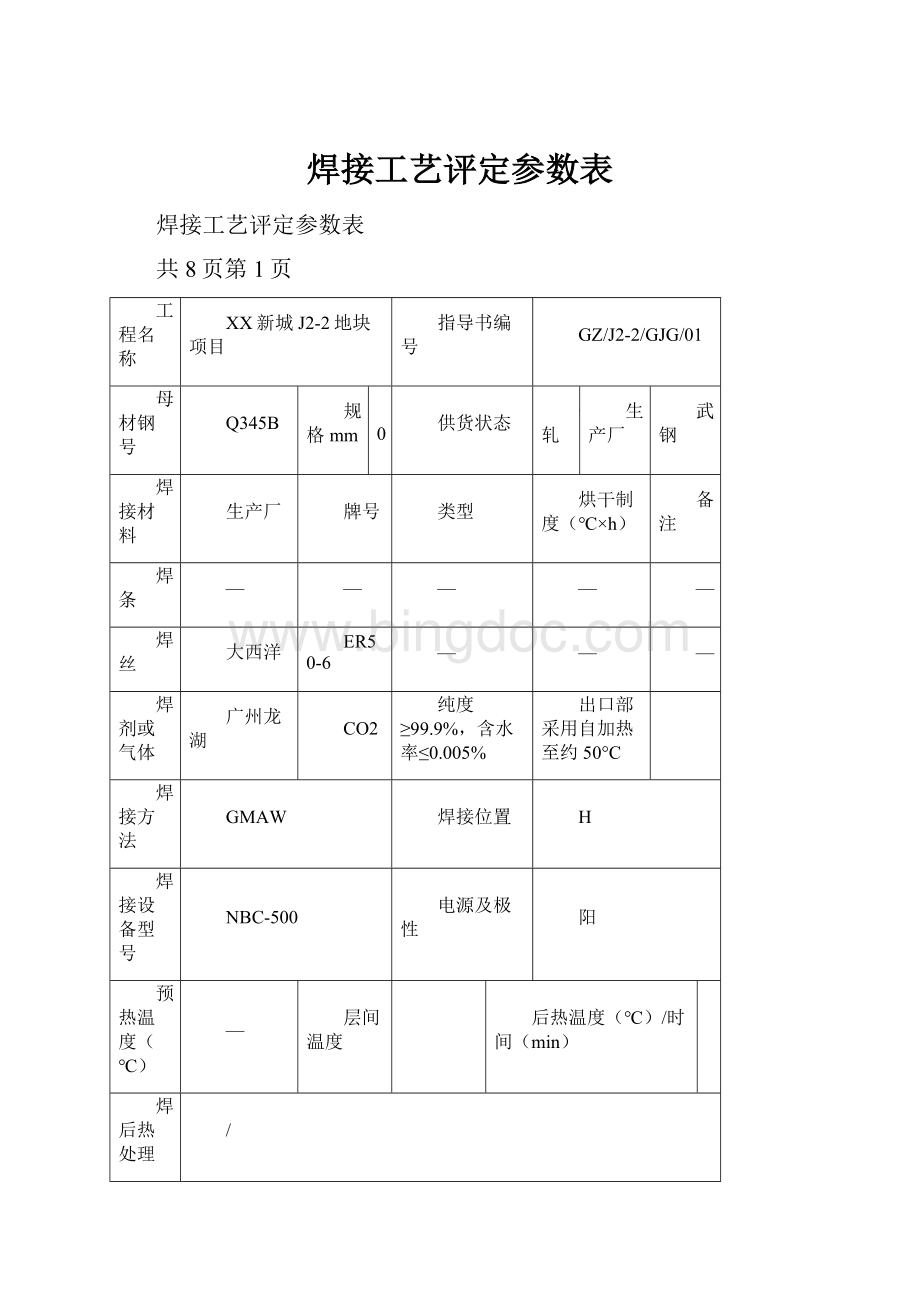
焊接工艺评定参数表
焊接工艺评定参数表
共8页第1页
工程名称
XX新城J2-2地块项目
指导书编号
GZ/J2-2/GJG/01
母材钢号
Q345B
规格mm
20
供货状态
热轧
生产厂
武钢
焊接材料
生产厂
牌号
类型
烘干制度(℃×h)
备注
焊条
—
—
—
—
—
焊丝
大西洋
ER50-6
—
—
—
焊剂或气体
广州龙湖
CO2
纯度≥99.9%,含水率≤0.005%
出口部采用自加热至约50°C
焊接方法
GMAW
焊接位置
H
焊接设备型号
NBC-500
电源及极性
阳
预热温度(℃)
—
层间温度
后热温度(℃)/时间(min)
—
焊后热处理
/
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气体
保护气体(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(Kj/cm)
牌号
Φ(cm)
底层
GMAW
ER50-6
1.2
CO2
填充
GMAW
ER50-6
1.2
CO2
面层
GMAW
ER50-6
1.2
CO2
技术措施
焊前清理
衬板、坡口内侧均砂磨至光亮
层间清理
逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切
背面清根
无
其它:
首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm,完毕后稍作清理,24h后检验。
记录
日期
监理记录
日期
焊接工艺评定指导表
共8页第2页
工程名称
XX新城J2-2地块项目
指导书编号
GZ/J2-2/GJG/02
母材钢号
Q345B
规格mm
20
供货状态
热轧
生产厂
武钢
焊接材料
生产厂
牌号
类型
烘干制度(℃×h)
备注
焊条
—
—
—
—
—
焊丝
大西洋
ER50-6
—
—
—
焊剂或气体
广州龙湖
CO2
纯度≥99.9%,含水率≤0.005%
出口部采用自加热至约50°C
焊接方法
GMAW
焊接位置
F
焊接设备型号
NBC-500
电源及极性
阳
预热温度(℃)
—
层间温度
100~150
后热温度(℃)/时间(min)
—
焊后热处理
/
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气体
保护气体(L/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(Kj/cm)
牌号
Φ(cm)
底层
GMAW
ER50-6
1.2
CO2
填充
GMAW
ER50-6
1.2
CO2
面层
GMAW
ER50-6
1.2
CO2
技术措施
焊前清理
衬板、坡口内侧均砂磨至光亮
层间清理
逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切
背面清根
无
其它:
首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm,完毕后稍作清理,24h后检验。
记录
日期
监理记录
日期
 升级会员
升级会员 